You might also like
- Flange Closure Design Spreadsheet-11 AmerivenDocument27 pagesFlange Closure Design Spreadsheet-11 AmerivenWilmer FigueraNo ratings yet
- Pressure Vessel Design: 10 Key Factors to Avoid Costly MistakesDocument8 pagesPressure Vessel Design: 10 Key Factors to Avoid Costly Mistakesmarcel linaNo ratings yet
- Flat End PlatesDocument4 pagesFlat End Platesb_wooNo ratings yet
- Technical Notes (General Specification) FOR Air Cooled Heat ExchangersDocument55 pagesTechnical Notes (General Specification) FOR Air Cooled Heat Exchangerscprcdocumentation01No ratings yet
- CHEVRON Shell and Tube Exchanger Component Design ConsiderationsDocument42 pagesCHEVRON Shell and Tube Exchanger Component Design Considerationsbabak mir80% (5)
- Standards: (Comment Based On Propane)Document3 pagesStandards: (Comment Based On Propane)zorro21072107No ratings yet
- Guide to Designing Jacketed Piping SystemsDocument11 pagesGuide to Designing Jacketed Piping SystemsDhirendra Singh Rathore100% (7)
- Post-Weld Heat Treatment Procedure for Storage TanksDocument6 pagesPost-Weld Heat Treatment Procedure for Storage TanksKaramSobhy100% (1)
- Load CasesDocument15 pagesLoad CasesVishnu Menon100% (1)
- PR VesselDocument10 pagesPR Vesselmayukhguhanita2010No ratings yet
- DP2 Process Design Guidelines With Example Storage Tank DesignDocument4 pagesDP2 Process Design Guidelines With Example Storage Tank DesignNicholasBeresfordNo ratings yet
- Sec 02 - Heat Exchange EquipmentDocument6 pagesSec 02 - Heat Exchange EquipmenteujualNo ratings yet
- 200-1013-06-003 RFQ Full Package and High Pressure Coil Design CalculationDocument15 pages200-1013-06-003 RFQ Full Package and High Pressure Coil Design CalculationBilel MahjoubNo ratings yet
- A-212 Pressure Vessel Steel - A Case Against Continued UseDocument11 pagesA-212 Pressure Vessel Steel - A Case Against Continued Usealexthecrusader7206100% (4)
- Pressure Vessel Costly MistakeDocument11 pagesPressure Vessel Costly MistakearjayNo ratings yet
- Trampa Socket WeldDocument2 pagesTrampa Socket WeldOscar Nieves ZamoraNo ratings yet
- Improve Evaluation of Brittle Fracture Resistance For VesselsDocument6 pagesImprove Evaluation of Brittle Fracture Resistance For VesselsAnonymous 1XHScfCINo ratings yet
- Jacobs (HPCL) Standard On Pressure Vessel & He PDFDocument52 pagesJacobs (HPCL) Standard On Pressure Vessel & He PDFAnit100% (1)
- Exam July 2021Document16 pagesExam July 202101280724321 Helmy100% (1)
- Steam Trap Selection: Understanding SpecificationsDocument5 pagesSteam Trap Selection: Understanding SpecificationsSrinivasa Rao VenkumahanthiNo ratings yet
- SAE J189-1998 Power Steering Return Hose - Low PressureDocument5 pagesSAE J189-1998 Power Steering Return Hose - Low Pressurekhhose100% (1)
- Improve Evaluation of Brittle-Fracture Resistance For VesselsDocument6 pagesImprove Evaluation of Brittle-Fracture Resistance For VesselsHieuNo ratings yet
- Design and Analysis of Vapour Absorbing MachineDocument5 pagesDesign and Analysis of Vapour Absorbing MachineIJMERNo ratings yet
- Standards and Codes: Asme Section ViiiDocument44 pagesStandards and Codes: Asme Section ViiiNitin LuhadiyaNo ratings yet
- PAP#2 NewDocument21 pagesPAP#2 NewTSAMARA HASNASARINo ratings yet
- Frequently Asked Questions (Faqs)Document16 pagesFrequently Asked Questions (Faqs)Pamela BradleyNo ratings yet
- Agitated Vessel Heat Transfer (K.J. Carpenter)Document9 pagesAgitated Vessel Heat Transfer (K.J. Carpenter)Clarence AG Yue100% (2)
- Permissible Loading of Generators and Large Motors: Facilities Instructions, Standards, and Techniques Volume 1-4Document19 pagesPermissible Loading of Generators and Large Motors: Facilities Instructions, Standards, and Techniques Volume 1-4RudanekNo ratings yet
- Saic W 2003Document14 pagesSaic W 2003Mohammed IlliasuddinNo ratings yet
- Jpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Document9 pagesJpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Anoop N Kutty100% (1)
- Saep 317Document22 pagesSaep 317brecht1980100% (1)
- Casing Solutions in High or Very High Temperature Geothermal Environment, 2018Document10 pagesCasing Solutions in High or Very High Temperature Geothermal Environment, 2018orso brunoNo ratings yet
- Gems E-4m17 Air Fin CoolersDocument19 pagesGems E-4m17 Air Fin CoolersMochamad TaufikNo ratings yet
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument5 pagesTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalNo ratings yet
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument6 pagesTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalNo ratings yet
- Static Equipment A Look Inside The How and Why of Specification - Part5Document2 pagesStatic Equipment A Look Inside The How and Why of Specification - Part5BergheisenNo ratings yet
- Part A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves FurnacesDocument25 pagesPart A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves Furnacesfujiman35100% (1)
- ASME CalculationDocument25 pagesASME Calculationalinor_tn100% (1)
- Refining Standards & Specifications Communication SP-42-18.2 Accessories For Atmospheric Storage TanksDocument3 pagesRefining Standards & Specifications Communication SP-42-18.2 Accessories For Atmospheric Storage Tanksviller_lpNo ratings yet
- Thermodynamic Steam Traps: DescriptionDocument2 pagesThermodynamic Steam Traps: DescriptionAlim Ur RahmanNo ratings yet
- Agitated Vessel Heat TransferDocument7 pagesAgitated Vessel Heat TransferalokbdasNo ratings yet
- Jacketed Vessel DesignDocument4 pagesJacketed Vessel Designhero100% (1)
- Optimization of Diesel Engine Cylinder Liner Undercut 6Document7 pagesOptimization of Diesel Engine Cylinder Liner Undercut 6International Journal of Innovative Science and Research TechnologyNo ratings yet
- Technical Specification SampleDocument122 pagesTechnical Specification SampleRajaramNo ratings yet
- Wake Frequency CalcDocument4 pagesWake Frequency Calcteban09No ratings yet
- Pressure Vessel Training ModuleDocument40 pagesPressure Vessel Training ModuleIdil Fitri100% (1)
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocument31 pagesRequirements Concerning Gas Tankers: International Association of Classification SocietiescklconNo ratings yet
- Piping Stress Analysis Engineering SpecificationDocument10 pagesPiping Stress Analysis Engineering SpecificationM Alim Ur Rahman100% (1)
- ASME Code Section 8 ContentDocument6 pagesASME Code Section 8 ContenttasingenieriaNo ratings yet
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocument31 pagesRequirements Concerning Gas Tankers: International Association of Classification Societiesharikrishnanpd3327No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- CBCS_2020-2021Document52 pagesCBCS_2020-2021PankajDhobleNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Mechanical Agitator Power Requirements for Liquid BatchesDocument24 pagesMechanical Agitator Power Requirements for Liquid BatchesAixa BerchiNo ratings yet
- Asanas The Complete Yoga Poses Daniel Lacerda PDFDocument1,132 pagesAsanas The Complete Yoga Poses Daniel Lacerda PDFSamanthaPerera100% (2)
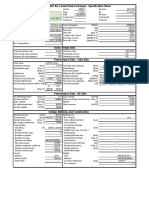
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDocument12 pagesBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryNo ratings yet
- E OVENPAK LE M Complete Section 10 14Document32 pagesE OVENPAK LE M Complete Section 10 14PankajDhobleNo ratings yet
- E MPakt I Complete SectionDocument20 pagesE MPakt I Complete SectionPankajDhobleNo ratings yet
- Ligament Efficiency and Thickness of The Support PlateDocument10 pagesLigament Efficiency and Thickness of The Support PlatePankajDhobleNo ratings yet
- "Intelligent Energy Saving System": Project Report ONDocument64 pages"Intelligent Energy Saving System": Project Report ONPankajDhobleNo ratings yet
- Project Schedule and TimelineDocument1 pageProject Schedule and TimelinePankajDhobleNo ratings yet
- Pedal-Powered Groundnut Sheller Design for Rural VillagesDocument37 pagesPedal-Powered Groundnut Sheller Design for Rural VillagesPankajDhobleNo ratings yet
- JASMINO POLYMERTECH PVT. LTD. Anchor Bolt DesignDocument6 pagesJASMINO POLYMERTECH PVT. LTD. Anchor Bolt DesignPankajDhobleNo ratings yet
- Pressure VesselDocument23 pagesPressure VesselPankajDhobleNo ratings yet
- Ankit Lonare Mtech Thermal Enggstatic23122017Document3 pagesAnkit Lonare Mtech Thermal Enggstatic23122017PankajDhobleNo ratings yet
- Linear Dynamic Analysis Guide with DampingDocument14 pagesLinear Dynamic Analysis Guide with DampingPankajDhobleNo ratings yet
- ResumeDocument1 pageResumeSteven ObrienNo ratings yet
- JASMINO POLYMERTECH PVT. LTD. Anchor Bolt DesignDocument6 pagesJASMINO POLYMERTECH PVT. LTD. Anchor Bolt DesignPankajDhobleNo ratings yet
- The Nectar of Instruction-Original 1976 SCANDocument151 pagesThe Nectar of Instruction-Original 1976 SCANsineno4kaNo ratings yet
- Pulsar 150/180 Users ManualDocument40 pagesPulsar 150/180 Users ManualJithin Vijayan100% (1)
- Analysis of Self Supported Steel ChimneysDocument81 pagesAnalysis of Self Supported Steel ChimneysrodrigoperezsimoneNo ratings yet
- Analysis of Self Supported Steel ChimneysDocument81 pagesAnalysis of Self Supported Steel ChimneysrodrigoperezsimoneNo ratings yet
- AP PO Heater-Treaters 1Document6 pagesAP PO Heater-Treaters 1Anonymous LLLK3pqNo ratings yet
- ASME Material SpectDocument46 pagesASME Material SpectPankajDhobleNo ratings yet
- SS304 304L Data SheetDocument2 pagesSS304 304L Data SheetPrakash KumarNo ratings yet
- SS304 304L Data SheetDocument2 pagesSS304 304L Data SheetPrakash KumarNo ratings yet
- SS304 304L Data SheetDocument2 pagesSS304 304L Data SheetPrakash KumarNo ratings yet
- Grit Industries CWT Indirect Heater SolutionDocument31 pagesGrit Industries CWT Indirect Heater SolutionPankajDhobleNo ratings yet
- SS304 304L Data SheetDocument2 pagesSS304 304L Data SheetPrakash KumarNo ratings yet
- PVElite User GuideDocument580 pagesPVElite User GuidePankajDhobleNo ratings yet
- SS304 304L Data SheetDocument2 pagesSS304 304L Data SheetPrakash KumarNo ratings yet
- Mechanical MetallurgyDocument46 pagesMechanical MetallurgykumarNo ratings yet
- Wholeness, Timelessness, and Unfolding MeaningDocument13 pagesWholeness, Timelessness, and Unfolding MeaningPamela ChapmanNo ratings yet
- Magwave - Test Method and ProcedureDocument1 pageMagwave - Test Method and Procedurejesus cesar tiburcio pelaezNo ratings yet
- Ch2 Atoms Molecules IonsDocument46 pagesCh2 Atoms Molecules IonsCalonanak Sithr2020No ratings yet
- MATH115A LECTURE NOTES ON VECTOR SPACESDocument59 pagesMATH115A LECTURE NOTES ON VECTOR SPACESShela RamosNo ratings yet
- Elex DC Cir 2Document2 pagesElex DC Cir 2Jaiko BendoNo ratings yet
- Guide For Vessel Sizing PDFDocument24 pagesGuide For Vessel Sizing PDFManish542No ratings yet
- Combe and Hartig 2006Document10 pagesCombe and Hartig 2006Komathi MuruganNo ratings yet
- Mapewrap C Uni AXDocument6 pagesMapewrap C Uni AXrenandNo ratings yet
- ABM HUMMS Physical Science EM5 - Intermolecular ForcesDocument4 pagesABM HUMMS Physical Science EM5 - Intermolecular ForcesThe Lone WolfNo ratings yet
- Experimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinDocument11 pagesExperimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinAli HusseiniNo ratings yet
- AC Assignment QuestionsDocument3 pagesAC Assignment QuestionsSudarshanNo ratings yet
- ASME Y14.5 Vs ISO GPS Comparison ChartDocument2 pagesASME Y14.5 Vs ISO GPS Comparison ChartMohammad Ghousuddin100% (1)
- Name of Learner: - Grade & SectionDocument9 pagesName of Learner: - Grade & SectionAxel Nicerio RoveloNo ratings yet
- Dangote CementDocument23 pagesDangote CementRobel FirewNo ratings yet
- Algebra To Plane Geometry Exam - Review EEDocument6 pagesAlgebra To Plane Geometry Exam - Review EESheena BejasaNo ratings yet
- Atomic Structure Knowledge Organiser - Foundation and HigherDocument2 pagesAtomic Structure Knowledge Organiser - Foundation and HigheranqelineeNo ratings yet
- HMP7 Relative Humidity and Temperature Probe: For High HumiditiesDocument3 pagesHMP7 Relative Humidity and Temperature Probe: For High HumiditiesRODRIGONo ratings yet
- Paramagnetic Lab - Farheen & MowDocument8 pagesParamagnetic Lab - Farheen & MowFarheenNo ratings yet
- Analog Electronics DPP-6 (24-25)Document44 pagesAnalog Electronics DPP-6 (24-25)A ZNo ratings yet
- HM 289 Experiments With A Pelton Turbine Gunt 848 PDF 1 en GBDocument3 pagesHM 289 Experiments With A Pelton Turbine Gunt 848 PDF 1 en GBbeshirNo ratings yet
- 0340 Lecture Notes - Conservation of Charge Example ProblemsDocument2 pages0340 Lecture Notes - Conservation of Charge Example ProblemsRashmi VermaNo ratings yet
- SPAD Pixels For UV Imaging V3Document60 pagesSPAD Pixels For UV Imaging V3Soumya Shatakshi PandaNo ratings yet
- Notes-Unit 3 - Instrumental Methods of AnalysisDocument40 pagesNotes-Unit 3 - Instrumental Methods of AnalysisAlexis UthaNo ratings yet
- CR 35-X - Service Manual For DownloadDocument565 pagesCR 35-X - Service Manual For DownloadMohsenNo ratings yet
- Statics of Rigid BodiesDocument34 pagesStatics of Rigid BodiespesobucksNo ratings yet
- HL TC Manual Operador VolvoDocument126 pagesHL TC Manual Operador VolvoVentas BeorienteNo ratings yet
- Us20040200925a1 PDFDocument33 pagesUs20040200925a1 PDFRomán RománNo ratings yet
- NACHI - PUMP - SPEC - Pvs SeriesDocument57 pagesNACHI - PUMP - SPEC - Pvs SeriesTomiNo ratings yet
- Laminar Flow: Moody's DiagramDocument1 pageLaminar Flow: Moody's DiagramDaniel GómezNo ratings yet