You might also like
- Table D-1-Gear Unit Housings: G - G U P, C G I S 63Document1 pageTable D-1-Gear Unit Housings: G - G U P, C G I S 63Sara VaccaNo ratings yet
- CC2 Fix R.1Document39 pagesCC2 Fix R.1marsinta purbaNo ratings yet
- Structural Steel & Oil Field Suppliers, Channels, Sections, Angles, Sheets, Bars & Gratings, Beams, Flange Beams, ColumnsDocument1 pageStructural Steel & Oil Field Suppliers, Channels, Sections, Angles, Sheets, Bars & Gratings, Beams, Flange Beams, ColumnsSandipNo ratings yet
- CMI WeldingChartsDocument1 pageCMI WeldingChartsnitinNo ratings yet
- CMI WeldingChartsDocument1 pageCMI WeldingChartsnitinNo ratings yet
- Seamless Fiux Fored Wire - Megafil250Document1 pageSeamless Fiux Fored Wire - Megafil250SungJun ParkNo ratings yet
- Piping - Fitings HandbookDocument240 pagesPiping - Fitings HandbookzohirNo ratings yet
- Temp-Pro: Thermowell CatalogDocument26 pagesTemp-Pro: Thermowell CatalogSaeed VuNo ratings yet
- 36 - Comparison Table of MaterialDocument1 page36 - Comparison Table of MaterialVikash Kr SangwanNo ratings yet
- Equivalent MaterialDocument1 pageEquivalent Materialmuhammadf SardarNo ratings yet
- Equivalent MaterialDocument1 pageEquivalent Materialmuhammadf SardarNo ratings yet
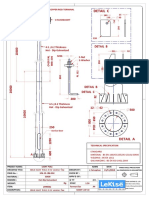
- Detail C: 4.5 0.2 Thickness Hot - Dip GalvanizedDocument2 pagesDetail C: 4.5 0.2 Thickness Hot - Dip GalvanizedKAMAL DASNo ratings yet
- Main Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutDocument5 pagesMain Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutNgoc Huyen NguyenNo ratings yet
- Asme B31.3 - Coef C-6Document3 pagesAsme B31.3 - Coef C-6joaquin torrano veraNo ratings yet
- Profile RT 21-060-004Document4 pagesProfile RT 21-060-004Marcus AntoniusNo ratings yet
- GS96 0208Document1 pageGS96 0208mihaiNo ratings yet
- New A6Document11 pagesNew A6Yas kiNo ratings yet
- Blanking Die Design Part DWG 1Document1 pageBlanking Die Design Part DWG 1taditya659No ratings yet
- Global Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesDocument19 pagesGlobal Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesGerardo Emmanuel Romana BrianoNo ratings yet
- Cap 11 PDFDocument41 pagesCap 11 PDFEnder AraujoNo ratings yet
- MV Sub R 2365 6Document1 pageMV Sub R 2365 6Harold David Gil MuñozNo ratings yet
- Centrifugal Pumps Sterling CAP - 11Document41 pagesCentrifugal Pumps Sterling CAP - 11cuervohijoguachoNo ratings yet
- TLV - Riduttore IsDocument5 pagesTLV - Riduttore IsPingu3No ratings yet
- Bản vẽ bình 3000L - DVADocument1 pageBản vẽ bình 3000L - DVANhật Quang PhạmNo ratings yet
- Specification SummaryDocument25 pagesSpecification SummaryDeepak KumarNo ratings yet
- Nickel Aluminium Bronze For Seawater Flattered by ComparisonDocument21 pagesNickel Aluminium Bronze For Seawater Flattered by Comparisondps32No ratings yet
- Katalog-KTS en 2018 14Document1 pageKatalog-KTS en 2018 14Alomaki KismaNo ratings yet
- 2015 Bookmatter Thermal-HydraulicAnalysisOfNuc PDFDocument78 pages2015 Bookmatter Thermal-HydraulicAnalysisOfNuc PDFDeepesh ShettyNo ratings yet
- Asme Sec - Ii D (Sa 193 GR.B7)Document3 pagesAsme Sec - Ii D (Sa 193 GR.B7)AARTICKNo ratings yet
- Svařovací Dráty A Tyčky Oddíl SDocument31 pagesSvařovací Dráty A Tyčky Oddíl SWael MansourNo ratings yet
- 1B 2 3 3b 44' 4a 5 5a 6 6a 7 7a8 8a9: Main BuildingDocument1 page1B 2 3 3b 44' 4a 5 5a 6 6a 7 7a8 8a9: Main BuildingVictor OmotoriogunNo ratings yet
- Binh 3000L (1250x2000x10t)Document1 pageBinh 3000L (1250x2000x10t)Nhật Quang PhạmNo ratings yet
- Matriz de Ensaios, Ligas AlbaDocument4 pagesMatriz de Ensaios, Ligas AlbaMarco A. R. JimenesNo ratings yet
- A B C C 2: A1-Tr5m-L4-001 A1-Tr5m-Iso-004 A1-Tr5m-L4-001Document1 pageA B C C 2: A1-Tr5m-L4-001 A1-Tr5m-Iso-004 A1-Tr5m-L4-001faviikaujaNo ratings yet
- Asme b16.20 StandardsDocument1 pageAsme b16.20 StandardsJakir HossainNo ratings yet
- Is-STEEL Codes & DetailsDocument4 pagesIs-STEEL Codes & DetailssantoshcipetNo ratings yet
- Handbook - Filler Metal ASTM SteelsDocument1 pageHandbook - Filler Metal ASTM SteelsadelNo ratings yet
- Tablica Zastitnih Plinova MESSERDocument1 pageTablica Zastitnih Plinova MESSERStjepan SaracNo ratings yet
- item8-LNT NiCro60.20Document1 pageitem8-LNT NiCro60.20VVan TanNo ratings yet
- Asme Ii Part D Table 1a CSDocument20 pagesAsme Ii Part D Table 1a CSyar_nlNo ratings yet
- 615-SSH15 - Part Plan of Staircase Storey Shelter ST2 (SS) - Rev C1Document1 page615-SSH15 - Part Plan of Staircase Storey Shelter ST2 (SS) - Rev C1aNo ratings yet
- Equivalencia de AcerosDocument8 pagesEquivalencia de AcerosTúlio Barata França100% (1)
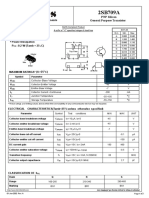
- Transistor PNP 2SB709 TV SonyDocument3 pagesTransistor PNP 2SB709 TV SonyJose PerezNo ratings yet
- Table QW/QB-422 Ferrous and Nonferrous P-Numbers Grouping of Base Metals For QualificationDocument1 pageTable QW/QB-422 Ferrous and Nonferrous P-Numbers Grouping of Base Metals For QualificationArturo DuqueNo ratings yet
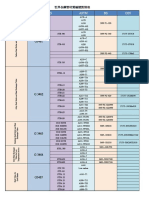
- 世界鋼管材質對照表Document2 pages世界鋼管材質對照表ChunJung ChenNo ratings yet
- NTPC AntaDocument1 pageNTPC AntaVamsi ManojNo ratings yet
- Blanking Die Design Part DWG 2Document1 pageBlanking Die Design Part DWG 2taditya659No ratings yet
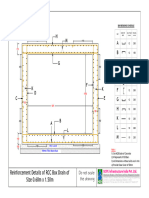
- 0.60 X 1.50 Box Drain-ModelDocument1 page0.60 X 1.50 Box Drain-ModelNCPE HyderabadNo ratings yet
- Standards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBDocument2 pagesStandards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBKhaled GamalNo ratings yet
- Zurn FV-ZW4100Document3 pagesZurn FV-ZW4100Carlitos Way Golden BrainNo ratings yet
- Aisi 9254Document1 pageAisi 9254Irpan PurnamansyahNo ratings yet
- Jis G3461 PDFDocument15 pagesJis G3461 PDFSekson JunsukplukNo ratings yet
- Cantilever 1 1RV18CV096 SatyanshSingh-merged-rotatedDocument2 pagesCantilever 1 1RV18CV096 SatyanshSingh-merged-rotatedRitesh HosunNo ratings yet
- TB-55-106 - Cylinder Pin CollerDocument1 pageTB-55-106 - Cylinder Pin CollerAnuj BhardwajNo ratings yet
- Stud & Bolts Nickle ZincDocument1 pageStud & Bolts Nickle ZincK.VenkateshNo ratings yet
- Available Metal Grades With Applicable SpecificationsDocument2 pagesAvailable Metal Grades With Applicable SpecificationsWei YaoNo ratings yet
- TB-55-104 - Stoping PinDocument1 pageTB-55-104 - Stoping PinAnuj BhardwajNo ratings yet
- Kr11!2!1mh Pipe Support DetailDocument1 pageKr11!2!1mh Pipe Support Detailprincensikan23No ratings yet
- A105 A216 ComparisonDocument10 pagesA105 A216 Comparisonprihartono_diasNo ratings yet
- Proceso Calidad FaiDocument1 pageProceso Calidad FaiJulio Vergara CruzNo ratings yet
- Bomba Sundstrand GG4 PDFDocument86 pagesBomba Sundstrand GG4 PDFJulio Vergara CruzNo ratings yet
- Past Continuous Homework PDFDocument1 pagePast Continuous Homework PDFJulio Vergara CruzNo ratings yet
- How Is Carbon Fiber MadeDocument1 pageHow Is Carbon Fiber MadeJulio Vergara CruzNo ratings yet
- Wps & PQR For Valve Installation - XLSX Fix TerbaruDocument20 pagesWps & PQR For Valve Installation - XLSX Fix TerbarufebriNo ratings yet
- WT SyllabusDocument1 pageWT SyllabuschandrasekarcncetNo ratings yet
- Welding Procedure 6GDocument5 pagesWelding Procedure 6GTrinh DungNo ratings yet
- Carrier CRHEATER Installation InstructionsDocument72 pagesCarrier CRHEATER Installation InstructionsDavid DomenechNo ratings yet
- Wis5 DefectDocument46 pagesWis5 DefectQuang Duan Nguyen100% (1)
- Pompa de Caldura Awr MTD2Document58 pagesPompa de Caldura Awr MTD2Târnăvean Valeriu-DanNo ratings yet
- Record of Welder Performance Qualification: PictureDocument2 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- PS14 - 03 of 04Document1 pagePS14 - 03 of 04hasan.mohamed2305No ratings yet
- ReportDocument10 pagesReportArif MuziratNo ratings yet
- WPS PQR WPQRDocument1 pageWPS PQR WPQRFazeel Rick MohammedNo ratings yet
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDocument11 pagesEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaNo ratings yet
- Weld OverlayDocument4 pagesWeld OverlayInfoNo ratings yet
- TLE SMAW For DemoDocument3 pagesTLE SMAW For DemoRobin Rafael PescaderoNo ratings yet
- ATNM Handrail 2277 DPR 30 03 2023Document1 pageATNM Handrail 2277 DPR 30 03 2023vasantha kumarNo ratings yet
- Hse Check List For Arc Welding MachineDocument3 pagesHse Check List For Arc Welding Machineakshay aryaNo ratings yet
- Welding Code Exam Version D1.1Document13 pagesWelding Code Exam Version D1.1Liyakathalikhan Shahjahan100% (4)
- Crystal Report Viewer 2Document4 pagesCrystal Report Viewer 2jeswinNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- Fan Coil Servisni Manual Kazetove enDocument60 pagesFan Coil Servisni Manual Kazetove enBazin TsegayeNo ratings yet
- API 1104 SummaryDocument7 pagesAPI 1104 Summarymohamedqc100% (1)
- Form 1 AWS D1.1Document2 pagesForm 1 AWS D1.1Bui Chi TamNo ratings yet
- Filler Metal Selection GuideDocument3 pagesFiller Metal Selection GuideJorge Sobrevilla100% (2)
- GMAW Wire Feeders, Welding Guns and Drive RollsDocument8 pagesGMAW Wire Feeders, Welding Guns and Drive Rollsriddhi sarvaiyaNo ratings yet
- Estimation of Welding CostDocument41 pagesEstimation of Welding CostAnkur2592% (13)
- Welding Log FormDocument1 pageWelding Log Formdenni kurniawanNo ratings yet
- Sample Welding Map Project Kecil PDFDocument1 pageSample Welding Map Project Kecil PDFMuhammad Fitransyah Syamsuar Putra100% (1)
- Catalogo Process Heating 042018Document9 pagesCatalogo Process Heating 042018SreekanthNo ratings yet
- Chapter1 All Pages Rev2Document104 pagesChapter1 All Pages Rev2Irsan HaeruddinNo ratings yet
- Profi Line ProductsDocument52 pagesProfi Line Productsbuzdu85No ratings yet
- Competency-Based Learning Material: Kabankalan Training Center (KTC)Document52 pagesCompetency-Based Learning Material: Kabankalan Training Center (KTC)Giovanne P LapayNo ratings yet