You might also like
- CEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsDocument26 pagesCEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsMAHESH CHANDNo ratings yet
- Dross in Ductile IronDocument6 pagesDross in Ductile IronalgobozkurtNo ratings yet
- Corrosion of 304SS in Sufuric AcidDocument11 pagesCorrosion of 304SS in Sufuric AcidAPINo ratings yet
- Week 2a - Eight Forms of CorrosionDocument35 pagesWeek 2a - Eight Forms of CorrosionAraasu EgambaramNo ratings yet
- Effect of Heat Treatment On Wear PropertDocument45 pagesEffect of Heat Treatment On Wear PropertalpygltknNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Lab SemDocument4 pagesLab SemJustin VarunNo ratings yet
- An Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFDocument13 pagesAn Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFTraian TiberiuNo ratings yet
- EndSem MM454-Apr2014 Soln PDFDocument6 pagesEndSem MM454-Apr2014 Soln PDFPrakash ChandraNo ratings yet
- Investigation of The Compatibility of Tungsten and High Temperature SodiumDocument6 pagesInvestigation of The Compatibility of Tungsten and High Temperature SodiumDeepak KumarNo ratings yet
- 1 s2.0 0008884688900336 Main PDFDocument10 pages1 s2.0 0008884688900336 Main PDFMickey DalbeheraNo ratings yet
- 171020Document27 pages171020lort1971No ratings yet
- Jresv9n1p9 A2bDocument19 pagesJresv9n1p9 A2bMatteo CarusoNo ratings yet
- Effect of Sugarcane Bagasse Ash and Ceramic Waste Dust As Partial Replacements of Portland Cement On Corrosion Behavior of Hrb400 Low Carbon Steel Reinforcement in 3.5 % NaclDocument10 pagesEffect of Sugarcane Bagasse Ash and Ceramic Waste Dust As Partial Replacements of Portland Cement On Corrosion Behavior of Hrb400 Low Carbon Steel Reinforcement in 3.5 % NaclSthefanie de CarvalhoNo ratings yet
- Studying The Effect of Tramp Elements inDocument7 pagesStudying The Effect of Tramp Elements inmohit madaviNo ratings yet
- Metals: Reoxidation of Al-Killed Steel by CR O From Tundish Cover FluxDocument8 pagesMetals: Reoxidation of Al-Killed Steel by CR O From Tundish Cover Fluxneetika tiwariNo ratings yet
- The Use of VanadiumDocument182 pagesThe Use of VanadiumRavjManjunathNo ratings yet
- Influence of Molybdenum, Vanadium, and Niobium On The Abrasion PDFDocument4 pagesInfluence of Molybdenum, Vanadium, and Niobium On The Abrasion PDFFàtí ĐCNo ratings yet
- FABCO Pipe Catalog PDFDocument24 pagesFABCO Pipe Catalog PDFMohamed AklNo ratings yet
- Dross in Ductile IronDocument11 pagesDross in Ductile IronAriyan AriyanNo ratings yet
- Engineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonDocument5 pagesEngineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonAnand VarmaNo ratings yet
- Effect of Sic Particulate Reinforcement on Dry Sliding Wear of Al-Si AlloysDocument22 pagesEffect of Sic Particulate Reinforcement on Dry Sliding Wear of Al-Si AlloysleonardoNo ratings yet
- Abrasive Wear Behavior of Austempered Ductile Iron With Niobium AdditionsDocument8 pagesAbrasive Wear Behavior of Austempered Ductile Iron With Niobium AdditionsEverton CostaNo ratings yet
- Failure Analysis of Overhead Transmission Line Compression ClampsDocument26 pagesFailure Analysis of Overhead Transmission Line Compression ClampsRK KumarNo ratings yet
- E Slags For Ladle and Tundish - IDS - 08Document10 pagesE Slags For Ladle and Tundish - IDS - 08tobiasNo ratings yet
- Chemical and Physical Properties of Fluxes For SAW of Low-Carbon SteelsDocument20 pagesChemical and Physical Properties of Fluxes For SAW of Low-Carbon SteelsAdam Al AufaNo ratings yet
- Materials 11 01935 PDFDocument17 pagesMaterials 11 01935 PDFVartika UpretyNo ratings yet
- The Relationship Between Boron Content and Crack Properties in FCAW Weld MetalDocument6 pagesThe Relationship Between Boron Content and Crack Properties in FCAW Weld MetalVizay KumarNo ratings yet
- Understanding stainless steelmaking through computational thermodynamicsDocument10 pagesUnderstanding stainless steelmaking through computational thermodynamicsramizNo ratings yet
- Effect of Boron On Microstructure and Properties oDocument5 pagesEffect of Boron On Microstructure and Properties oLucas AlvesNo ratings yet
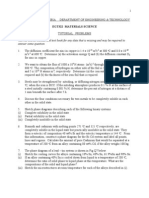
- Materials Science problems and conceptsDocument4 pagesMaterials Science problems and conceptsaoguNo ratings yet
- Are View of The Rhomboid It y Problem in Billet CastingDocument11 pagesAre View of The Rhomboid It y Problem in Billet CastingSuhaib AshrafNo ratings yet
- cronin1981Document14 pagescronin1981glaucopzanellaNo ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- Corrosion and Corrosion ControlDocument14 pagesCorrosion and Corrosion ControlalguNo ratings yet
- Erosion and Abrasion Resistance of Boride and Carbide-Based Weld OverlaysDocument6 pagesErosion and Abrasion Resistance of Boride and Carbide-Based Weld Overlaysaop10468No ratings yet
- 1 s2.0 S1350630722000541 MainDocument15 pages1 s2.0 S1350630722000541 Mainkaren Daniela chaparro perezNo ratings yet
- Fabrication of PMOS TransistorsDocument11 pagesFabrication of PMOS TransistorsNash Anderson50% (4)
- MISIF - SS Corrosion and How To Stop It 23 MayDocument66 pagesMISIF - SS Corrosion and How To Stop It 23 Maycelalkeskiner94No ratings yet
- Surfcoat D 18 03097Document21 pagesSurfcoat D 18 03097Ferdinando Marco Rodrigues BorgesNo ratings yet
- wg950 - 2021 04 20Document5 pageswg950 - 2021 04 20'Lampa'No ratings yet
- Cracking of Welded Joints of Cast and Deformed Titanium Alloy Vt5Document5 pagesCracking of Welded Joints of Cast and Deformed Titanium Alloy Vt5Sinhro018No ratings yet
- Tests of Centri Fug 00 BurgDocument28 pagesTests of Centri Fug 00 BurgnfcastingsNo ratings yet
- 625 Overlay WeldingDocument9 pages625 Overlay Weldingdaviesgang360100% (2)
- Removing Nickel Coatings from Steel ElectrochemicallyDocument5 pagesRemoving Nickel Coatings from Steel ElectrochemicallyKeily VilcarromeroNo ratings yet
- Pressurized: Pressure VesselsDocument26 pagesPressurized: Pressure VesselsMada TetoNo ratings yet
- Reliability of Corroded Steel Girder BridgesDocument11 pagesReliability of Corroded Steel Girder BridgesAnonymous GRuHWbxJr9No ratings yet
- 03 Comparative Study of The Parameters Influencing The MachinabilityDocument6 pages03 Comparative Study of The Parameters Influencing The MachinabilityAli MoussaNo ratings yet
- FloresDocument62 pagesFloresPrisca EvelynNo ratings yet
- Annealing Test 1Document14 pagesAnnealing Test 1Andy Tan WXNo ratings yet
- Machinability of Gray Cast Irons - AFS - Modern Castings - WebOnly0305Document17 pagesMachinability of Gray Cast Irons - AFS - Modern Castings - WebOnly0305crazy dNo ratings yet
- 14 The Production of Concrete Using Laterite, Periwinkle Shell and River-Stone IJONAS 14Document5 pages14 The Production of Concrete Using Laterite, Periwinkle Shell and River-Stone IJONAS 14OwusNo ratings yet
- Sigma Phase in 309 Anchor RefractoryDocument7 pagesSigma Phase in 309 Anchor RefractoryJustin EvansNo ratings yet
- 5Document18 pages5eluucee81No ratings yet
- SLIVER DEFECTS ON LOW CARBON STEELSDocument5 pagesSLIVER DEFECTS ON LOW CARBON STEELSVarun MishraNo ratings yet
- The Corrosion of Carbon Steel in Lithium Bromide Solution at Moderate TemperaturesDocument11 pagesThe Corrosion of Carbon Steel in Lithium Bromide Solution at Moderate TemperaturesKArenNo ratings yet
- Sponge Iron EndorsementDocument17 pagesSponge Iron EndorsementmokeNo ratings yet
- Increasing wear resistance in high-chromium tool steelsDocument19 pagesIncreasing wear resistance in high-chromium tool steelsDaniel NavarroNo ratings yet
- What Is The Phosphorus CycleDocument3 pagesWhat Is The Phosphorus CycleAhnJelloNo ratings yet
- Oxime FormationDocument3 pagesOxime Formationhamid_hinna67% (3)
- Radioactive EquilibriumDocument3 pagesRadioactive EquilibriumBranislavaTenjovicNo ratings yet
- Investigating Silver Nitrate Titrations: + (Aq) (Aq) (S)Document4 pagesInvestigating Silver Nitrate Titrations: + (Aq) (Aq) (S)Elisa PattonNo ratings yet
- RPT f5 Chemistry + PekaDocument6 pagesRPT f5 Chemistry + Pekafizaali87No ratings yet
- Finishes Chart for Architectural Hardware MaterialsDocument1 pageFinishes Chart for Architectural Hardware MaterialsRey Eduard Q. UmelNo ratings yet
- Cu, Ni & Co ExtractionDocument30 pagesCu, Ni & Co Extractionapi-26141882No ratings yet
- Alloy Steel Welding Precautions in Power PlantsDocument41 pagesAlloy Steel Welding Precautions in Power PlantsVijayakumar TNo ratings yet
- Gunshot ResidueDocument16 pagesGunshot Residuedenden21.2016No ratings yet
- Edexcel GCE Chemistry Unit Test 2Document10 pagesEdexcel GCE Chemistry Unit Test 2paolo maldiniNo ratings yet
- Tech Tips: Metals in Contact - Avoiding Electrochemical IncompatibilityDocument2 pagesTech Tips: Metals in Contact - Avoiding Electrochemical IncompatibilityEng-Ahmed AllamNo ratings yet
- Matter and Chemical Change Practice TestDocument6 pagesMatter and Chemical Change Practice TestJhalak GargNo ratings yet
- BZP SynthesisDocument3 pagesBZP SynthesisScientology1No ratings yet
- Astm A519 PDFDocument13 pagesAstm A519 PDFAlexa Diaz100% (2)
- Chapter 18 Aqueous Ionic Solutions HWDocument6 pagesChapter 18 Aqueous Ionic Solutions HWAlejo CardoNo ratings yet
- A New Approach To Ductile Iron InoculationDocument12 pagesA New Approach To Ductile Iron InoculationZody YtuNo ratings yet
- HydroxideDocument10 pagesHydroxideAntonio C. KeithNo ratings yet
- Structural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDocument8 pagesStructural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthSendi Dwi OktaviandiNo ratings yet
- Materiales API - Annex G and H From API 610 11th ISO13709Document5 pagesMateriales API - Annex G and H From API 610 11th ISO13709raldelgadomaNo ratings yet
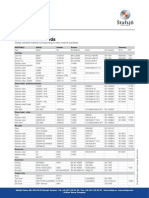
- Material standards cross reference guideDocument2 pagesMaterial standards cross reference guideSatyamEng80% (5)
- MCQ & A - R of Class - 12 (P - Block)Document6 pagesMCQ & A - R of Class - 12 (P - Block)assentialNo ratings yet
- The Chemistry of The Halogens Is Dominated by Oxidation-Reduction ReactionsDocument5 pagesThe Chemistry of The Halogens Is Dominated by Oxidation-Reduction ReactionsMUKUNo ratings yet
- Qualitative Analysis of Organic CompoundsDocument13 pagesQualitative Analysis of Organic CompoundsChristopher YepmoNo ratings yet
- 962 Chemistry (PPU) Semester 2 Topics-SyllabusDocument9 pages962 Chemistry (PPU) Semester 2 Topics-SyllabusJosh, LRT100% (1)
- Gravimetric AnalysisDocument8 pagesGravimetric AnalysisRannie Lei100% (1)
- Worksheet Elements Compounds Mixtures ks3Document4 pagesWorksheet Elements Compounds Mixtures ks3eric sivanesh0% (1)
- 9701 s17 QP 21 PDFDocument12 pages9701 s17 QP 21 PDFhajra grewalNo ratings yet
- Corporate Presentation: PT ANTAM (Persero) TBKDocument33 pagesCorporate Presentation: PT ANTAM (Persero) TBKandrenaibahoNo ratings yet
- Periodic Table Part 1 HandoutDocument8 pagesPeriodic Table Part 1 HandoutChristopher Jr TundagNo ratings yet
- Brochure English - Pickling, Cleaning, PassivatingDocument4 pagesBrochure English - Pickling, Cleaning, PassivatingSerge1976100% (1)