You might also like
- Failure Analysis of Friction Weld (FRW) in Truck Axle ApplicationDocument4 pagesFailure Analysis of Friction Weld (FRW) in Truck Axle ApplicationVivekintenseCmNo ratings yet
- 9 Cast Aluminum Alloys - EXEMPLO 20Document7 pages9 Cast Aluminum Alloys - EXEMPLO 20AlexandreinspetorNo ratings yet
- The Investigation of Typical Welding Defects For 5456 Aluminum Alloy Friction Stir WeldsDocument6 pagesThe Investigation of Typical Welding Defects For 5456 Aluminum Alloy Friction Stir WeldsDéborah ColaçoNo ratings yet
- Case Studies in Engineering Failure AnalysisDocument6 pagesCase Studies in Engineering Failure AnalysisSharwin NovNo ratings yet
- Gantry Crane WheelsDocument3 pagesGantry Crane WheelsflasnicugNo ratings yet
- 8 Cast Aluminum Alloys EXEMPLO 22 23Document4 pages8 Cast Aluminum Alloys EXEMPLO 22 23AlexandreinspetorNo ratings yet
- Sigma Phase in 309 Anchor RefractoryDocument7 pagesSigma Phase in 309 Anchor RefractoryJustin EvansNo ratings yet
- Role of Metallographic Characterization in Failure Analysis-CASE STUDIESDocument14 pagesRole of Metallographic Characterization in Failure Analysis-CASE STUDIESMubeenNo ratings yet
- Casestudy FracturedductilecastironbracketDocument2 pagesCasestudy FracturedductilecastironbracketKhin Aung ShweNo ratings yet
- Microstructure and Mechanical Properties of Spray Deposited Hypoeutectic Al-Si AlloyDocument4 pagesMicrostructure and Mechanical Properties of Spray Deposited Hypoeutectic Al-Si AlloySantosh GoudarNo ratings yet
- Defining A Critical Weld Dilution To Avoid Solidification Cracking in AluminumDocument11 pagesDefining A Critical Weld Dilution To Avoid Solidification Cracking in AluminumJames PhillipsNo ratings yet
- Failure Analysis of A Crankshaft Made From Ductile Cast IronDocument8 pagesFailure Analysis of A Crankshaft Made From Ductile Cast IronAditya AfandiNo ratings yet
- AISC - Experience With Use of Heavy W Shapes in TensionDocument15 pagesAISC - Experience With Use of Heavy W Shapes in TensionChris ScheinerNo ratings yet
- Pei 2020Document6 pagesPei 2020Marco A. R. JimenesNo ratings yet
- Brass DefectsDocument9 pagesBrass DefectstechopelessNo ratings yet
- Case Studies in Engineering Failure AnalysisDocument7 pagesCase Studies in Engineering Failure AnalysisRif SenyoNo ratings yet
- Liquation Cracking in Full-Penetration Al-Cu Welds: Welding ResearchDocument9 pagesLiquation Cracking in Full-Penetration Al-Cu Welds: Welding ResearchAmy Louise WallaceNo ratings yet
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNo ratings yet
- 1983 T. FOLEY and A. LEVYTHE EROSION OF HEAT-TREATED STEELSDocument20 pages1983 T. FOLEY and A. LEVYTHE EROSION OF HEAT-TREATED STEELSanuragNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinestejassidhpuraNo ratings yet
- 9fa Bearing 8542008B105Document6 pages9fa Bearing 8542008B105triplbingaziNo ratings yet
- ZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongDocument5 pagesZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongdietersimaNo ratings yet
- FATIGA BUENOsivaraj2014Document9 pagesFATIGA BUENOsivaraj2014Taguis VelascoNo ratings yet
- Kumpulan Abstrak Pengaruh Unsur Fe Pada Al-SiDocument2 pagesKumpulan Abstrak Pengaruh Unsur Fe Pada Al-SisetyoNo ratings yet
- Effect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysDocument6 pagesEffect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysJinsoo KimNo ratings yet
- SLIVER DEFECTS ON LOW CARBON STEELSDocument5 pagesSLIVER DEFECTS ON LOW CARBON STEELSVarun MishraNo ratings yet
- Joining AND Assembly Processes:: WeldingDocument27 pagesJoining AND Assembly Processes:: Weldingravi00098No ratings yet
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićNo ratings yet
- Metal-Casting Processes and Equipment Heat TreatmentsDocument93 pagesMetal-Casting Processes and Equipment Heat TreatmentssengcanNo ratings yet
- Welding Stainless SteelDocument4 pagesWelding Stainless SteelJohan ZraghozNo ratings yet
- Reinforced Aluminum PDFDocument5 pagesReinforced Aluminum PDFsmani170No ratings yet
- Die Soldering: Mechanism of The Interface Reaction Between Molten Aluminum Alloy and Tool SteelDocument13 pagesDie Soldering: Mechanism of The Interface Reaction Between Molten Aluminum Alloy and Tool SteeltabibkarimNo ratings yet
- Erosion Corrosion of Pump Impeller of Cyclic Cooling Water SystemDocument8 pagesErosion Corrosion of Pump Impeller of Cyclic Cooling Water SystemNeoXana01No ratings yet
- SEP 1615-1975 English Version (Unofficial)Document20 pagesSEP 1615-1975 English Version (Unofficial)Kim HillNo ratings yet
- Analise de VálvulaDocument10 pagesAnalise de VálvulaCristiano ScheuerNo ratings yet
- Galvanic Test Panels For Accelerated Corrosion Testing of Coated Al Alloys: Part 2-Measurement of Galvanic InteractionDocument13 pagesGalvanic Test Panels For Accelerated Corrosion Testing of Coated Al Alloys: Part 2-Measurement of Galvanic InteractionwhathNo ratings yet
- Assessment of Rubber-To-Metal Bond Strength Using Peel TestDocument11 pagesAssessment of Rubber-To-Metal Bond Strength Using Peel TestRavindra MahadeokarNo ratings yet
- Double-Side Friction Stir Welded Cast Al-Cu-Li AlloyDocument9 pagesDouble-Side Friction Stir Welded Cast Al-Cu-Li AlloyAHMED SAMIR ALEMDARNo ratings yet
- 2 Pouranvari MJoM 1503Document9 pages2 Pouranvari MJoM 1503Juan Vaca SarriaNo ratings yet
- Effect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysDocument8 pagesEffect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysMartin DuarteNo ratings yet
- Stress Corrosion Cracking of Various Alloys - Part 1Document7 pagesStress Corrosion Cracking of Various Alloys - Part 1Christian MezaNo ratings yet
- QinZX, JMST (2009) 853Document4 pagesQinZX, JMST (2009) 853Mani KandanNo ratings yet
- Fatigue Failure of A Rear Axle Shaft of An AutomobileDocument10 pagesFatigue Failure of A Rear Axle Shaft of An AutomobileEmolNZNo ratings yet
- B7 Saplama Kırılma Örneği Makale PDFDocument9 pagesB7 Saplama Kırılma Örneği Makale PDFeragornNo ratings yet
- The Effect of An Aluminum Tip in Arc Stud Welding On The Properties of The Welded JointDocument9 pagesThe Effect of An Aluminum Tip in Arc Stud Welding On The Properties of The Welded JointMiguelNo ratings yet
- Tugas 05Document2 pagesTugas 05muhyunan hasbi0% (1)
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyDocument7 pagesEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisNo ratings yet
- Failure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziDocument6 pagesFailure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziNarayanan SubramanianNo ratings yet
- Yazid HelalDocument7 pagesYazid HelalYazid HelalNo ratings yet
- 229-01 Dross Inclusions in An Iron FoundryDocument4 pages229-01 Dross Inclusions in An Iron Foundryjlplazaola100% (1)
- Effect of SR Addition On Microstructure and Mechanical Properties of AlSi7Mg0.3 AlloyDocument8 pagesEffect of SR Addition On Microstructure and Mechanical Properties of AlSi7Mg0.3 AlloyJinsoo KimNo ratings yet
- Die CastingDocument2 pagesDie CastingManoj KumarNo ratings yet
- Forging-Plate 12Cr13Document6 pagesForging-Plate 12Cr13Jim SmithNo ratings yet
- Structure and Properties of Thermite Welds in RailsDocument11 pagesStructure and Properties of Thermite Welds in RailsJAVIER CRUZNo ratings yet
- 6 (WG11)Document22 pages6 (WG11)alimajdNo ratings yet
- Chromium Coated Piston Head Liner RingDocument56 pagesChromium Coated Piston Head Liner RingtechfiNo ratings yet
- The Structures of Alloys of Iron: An Elementary IntroductionFrom EverandThe Structures of Alloys of Iron: An Elementary IntroductionNo ratings yet
- AEP - PATH-LS-014 - General SpecificationDocument15 pagesAEP - PATH-LS-014 - General SpecificationAlexandreinspetorNo ratings yet
- BS en 1759-1 2004Document78 pagesBS en 1759-1 2004AlexandreinspetorNo ratings yet
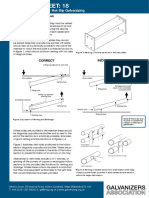
- Venting and drainage for hot dip galvanizingDocument4 pagesVenting and drainage for hot dip galvanizingAlexandreinspetorNo ratings yet
- Ansi-C29 6Document20 pagesAnsi-C29 6AlexandreinspetorNo ratings yet
- PREFORMED - IS-1071-BZReport (Compressed) - PLPDocument49 pagesPREFORMED - IS-1071-BZReport (Compressed) - PLPAlexandreinspetorNo ratings yet
- Failure Analysis of Aluminum Cable Steel OkDocument20 pagesFailure Analysis of Aluminum Cable Steel OkAlexandreinspetorNo ratings yet
- Wedge Grips for Tension Testing of Metals and PlasticsDocument16 pagesWedge Grips for Tension Testing of Metals and PlasticsAlexandreinspetorNo ratings yet
- g76 Capstan GripDocument4 pagesg76 Capstan GripAlexandreinspetorNo ratings yet
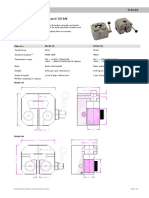
- TH243 DatasheetDocument2 pagesTH243 DatasheetAlexandreinspetorNo ratings yet
- Preparing Galvanized Steel For Powder CoatingDocument12 pagesPreparing Galvanized Steel For Powder CoatingAlexandreinspetorNo ratings yet
- Instron TT-C 1055 Redesign For Tensile Testing Lab Use - The DesigDocument129 pagesInstron TT-C 1055 Redesign For Tensile Testing Lab Use - The DesigAlexandreinspetorNo ratings yet
- Módulo Dcp-Frcma-I (Frcme-M+sci)Document2 pagesMódulo Dcp-Frcma-I (Frcme-M+sci)alexropaNo ratings yet
- 05 Handout 1Document5 pages05 Handout 1Jeanette Pavo TrinidadNo ratings yet
- Strings: - A String Is A Sequence of Characters Treated As A Group - We Have Already Used Some String LiteralsDocument48 pagesStrings: - A String Is A Sequence of Characters Treated As A Group - We Have Already Used Some String LiteralsJNUNo ratings yet
- LPG Cylinder Market Player - Overview (Bangladesh)Document5 pagesLPG Cylinder Market Player - Overview (Bangladesh)ABID REZA KhanNo ratings yet
- Aesseal Capi Dual SealDocument2 pagesAesseal Capi Dual SealSulaiman Kadher KNo ratings yet
- Lumped Capacitance ExperimentDocument10 pagesLumped Capacitance ExperimentDorian GreyNo ratings yet
- PTE Academic Lesson Plan Ideas: Test Taking Strategies: Vikki Weston, Vessela GasperDocument2 pagesPTE Academic Lesson Plan Ideas: Test Taking Strategies: Vikki Weston, Vessela GasperStanley AlexNo ratings yet
- Architecture Student QuestionsDocument3 pagesArchitecture Student QuestionsMelissa SerranoNo ratings yet
- Infineon-Motor Control Shield With IFX007T For Arduino-UserManual-V02 00-EnDocument15 pagesInfineon-Motor Control Shield With IFX007T For Arduino-UserManual-V02 00-EnMR. VAIBHAVSINGH VARMANo ratings yet
- Investigating and EvaluatingDocument12 pagesInvestigating and EvaluatingMuhammad AsifNo ratings yet
- How To Read An EKG Strip LectureDocument221 pagesHow To Read An EKG Strip LectureDemuel Dee L. BertoNo ratings yet
- GW - Energy Storage Solutions - Brochure-ENDocument24 pagesGW - Energy Storage Solutions - Brochure-ENjhtdtNo ratings yet
- Blue Ocean Strategy: A SummaryDocument21 pagesBlue Ocean Strategy: A SummaryDeshandra Afga NagaraNo ratings yet
- Incremental Analysis Decision MakingDocument4 pagesIncremental Analysis Decision MakingMa Teresa B. CerezoNo ratings yet
- Balco. Vicky. Project Optimation of Product MixDocument67 pagesBalco. Vicky. Project Optimation of Product Mixvicky_rock00007No ratings yet
- Aluminio 2024-T3Document2 pagesAluminio 2024-T3IbsonhNo ratings yet
- Understanding and Applying The ANSI/ ISA 18.2 Alarm Management StandardDocument260 pagesUnderstanding and Applying The ANSI/ ISA 18.2 Alarm Management StandardHeri Fadli SinagaNo ratings yet
- Mainf 517-527Document11 pagesMainf 517-527Upeksha PereraNo ratings yet
- To Gamify or Not To GamifyDocument13 pagesTo Gamify or Not To GamifySedayeBaroonNo ratings yet
- Washing Machine ManualDocument15 pagesWashing Machine ManualtauseefNo ratings yet
- 1010750-Steam Quality TestingDocument11 pages1010750-Steam Quality TestingHendra Hadriansyah100% (1)
- Terms of Reference: Mataasnakahoy Senior High SchoolDocument13 pagesTerms of Reference: Mataasnakahoy Senior High SchoolAngelica LindogNo ratings yet
- Inorganic Polymers: Classification and PropertiesDocument46 pagesInorganic Polymers: Classification and PropertiesGokul KannanNo ratings yet
- Content Focus (And Interaction) : Example: Live Lecture (Online or On Campus)Document6 pagesContent Focus (And Interaction) : Example: Live Lecture (Online or On Campus)Dominic LibradillaNo ratings yet
- Firelights PDFDocument2 pagesFirelights PDFEFG EFGNo ratings yet
- NI Kontakt Vintage Organs Manual EnglishDocument31 pagesNI Kontakt Vintage Organs Manual Englishrocciye100% (1)
- Antioxidant Activity by DPPH Radical Scavenging Method of Ageratum Conyzoides Linn. LeavesDocument7 pagesAntioxidant Activity by DPPH Radical Scavenging Method of Ageratum Conyzoides Linn. Leavespasid harlisaNo ratings yet
- 2008 ALS AE SL October 0Document452 pages2008 ALS AE SL October 0James Paulo RefrescaNo ratings yet
- Numbers and Codes: Richard Earl Mathematical Institute University of OxfordDocument15 pagesNumbers and Codes: Richard Earl Mathematical Institute University of OxfordCSP EDUNo ratings yet
- Economic and Eco-Friendly Analysis of Solar Power Refrigeration SystemDocument5 pagesEconomic and Eco-Friendly Analysis of Solar Power Refrigeration SystemSiddh BhattNo ratings yet