You might also like
- Checklist of Mandatory Documentation Required by ISO 45001 enDocument12 pagesChecklist of Mandatory Documentation Required by ISO 45001 enashraf91% (11)
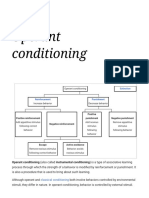
- Operant ConditioningDocument32 pagesOperant ConditioningShulaman Graphics DesignNo ratings yet
- Vipreet Pratyangira Mantra Sadhna Evam Siddhi and Puja VidhiDocument6 pagesVipreet Pratyangira Mantra Sadhna Evam Siddhi and Puja Vidhisumit girdharwal100% (8)
- Toyota 1hd FT Engine Repair ManualDocument20 pagesToyota 1hd FT Engine Repair Manualjohn100% (55)
- Saudi Aramco Pre-Commissioning Form: Instrument and Control CablesDocument2 pagesSaudi Aramco Pre-Commissioning Form: Instrument and Control Cableszahid1078No ratings yet
- Weld Inspection Report (Weld Traceability Report)Document3 pagesWeld Inspection Report (Weld Traceability Report)Senthil Kumaran100% (1)
- RT Technique Sheet + Report Rev 4Document2 pagesRT Technique Sheet + Report Rev 4g_sancheti100% (3)
- Basement Grade & WaterproofingDocument18 pagesBasement Grade & WaterproofingjparsbNo ratings yet
- DWR Piping Indosol1Document84 pagesDWR Piping Indosol1mizwarNo ratings yet
- 1811 611 RC 0 B PDFDocument277 pages1811 611 RC 0 B PDFTrịnh Quốc TuyếnNo ratings yet
- Weld Map For Al-Dur II - Tanks-Rev-01Document86 pagesWeld Map For Al-Dur II - Tanks-Rev-01Rajesh K PillaiNo ratings yet
- How To Learn A Bazi ChartDocument20 pagesHow To Learn A Bazi ChartCARMEN HERNANDEZ100% (2)
- REPORT-MT 20.10.2022. M C TinhDocument7 pagesREPORT-MT 20.10.2022. M C TinhNhien ManNo ratings yet
- R2B-P3-206-02-P-HD-00205 - DATASHEETS FOR CONTROL VALVE, SLIDE, U-21000 - Rev.1Document21 pagesR2B-P3-206-02-P-HD-00205 - DATASHEETS FOR CONTROL VALVE, SLIDE, U-21000 - Rev.1Diana Paula Echartea MolinaNo ratings yet
- r2b p3 206 02 P HD 00200 - Datasheets For Control Valve, Globe, U 21000 - Rev.1Document377 pagesr2b p3 206 02 P HD 00200 - Datasheets For Control Valve, Globe, U 21000 - Rev.1Diana Paula Echartea MolinaNo ratings yet
- Warehouse Order ProcessingDocument67 pagesWarehouse Order ProcessingYogitha BalasubramanianNo ratings yet
- Passive Optical Networks: Principles and PracticeFrom EverandPassive Optical Networks: Principles and PracticeRating: 2.5 out of 5 stars2.5/5 (2)
- R2B-P3-206-02-P-HD-00220 - DATASHEETS FOR PRESSURE REGULATING VALVE, U-21000 - Rev.1Document11 pagesR2B-P3-206-02-P-HD-00220 - DATASHEETS FOR PRESSURE REGULATING VALVE, U-21000 - Rev.1Diana Paula Echartea MolinaNo ratings yet
- Fitup & WV For Acw NibrDocument22 pagesFitup & WV For Acw NibrBala SundarNo ratings yet
- Pegging Steam LineDocument14 pagesPegging Steam LineBala SundarNo ratings yet
- Siemens: Fit Up and Weld Visual ReportDocument11 pagesSiemens: Fit Up and Weld Visual ReportBala SundarNo ratings yet
- Bleed LineDocument50 pagesBleed LineBala SundarNo ratings yet
- Cooling Water 4'' & 2''lineDocument1 pageCooling Water 4'' & 2''linegangaram dhotreNo ratings yet
- Ampm2602d-01 Rev KDocument29 pagesAmpm2602d-01 Rev KBrad CooperNo ratings yet
- 01 Dwir Reports-FieldDocument1 page01 Dwir Reports-FieldSam RajaNo ratings yet
- FME-170011-DWRDocument6 pagesFME-170011-DWRKyNo ratings yet
- BHCP1-JEL-RFI-M00-Z0696 - A - RFI Fit-Up Nozzle SW1 (R)Document5 pagesBHCP1-JEL-RFI-M00-Z0696 - A - RFI Fit-Up Nozzle SW1 (R)biruhtayibaNo ratings yet
- DN-03 - Drawing Submittal - C569Document1 pageDN-03 - Drawing Submittal - C569Ashiq NishmaNo ratings yet
- GM TCL 1 2F - WebExampleDocument1 pageGM TCL 1 2F - WebExamplesuronocaturatmojoNo ratings yet
- Non Destructive Examination Request: Subcontractor's QC The EPC Contractor Contractor's QCDocument3 pagesNon Destructive Examination Request: Subcontractor's QC The EPC Contractor Contractor's QCNhật HoàngNo ratings yet
- CSR 2017-18 Electrical Without GSTDocument295 pagesCSR 2017-18 Electrical Without GSTadiey74100% (1)
- Material Traceability/ Fit Up/ Dimensional & Weld Visual Inspection ReportDocument9 pagesMaterial Traceability/ Fit Up/ Dimensional & Weld Visual Inspection ReportKyNo ratings yet
- PIG22-029-I-DS-004 - Hoja de Datos Cable de InstrumentacionDocument2 pagesPIG22-029-I-DS-004 - Hoja de Datos Cable de Instrumentacionmiguel.arias.arivalNo ratings yet
- 5-C0003 - Pga1002413340010-02Document8 pages5-C0003 - Pga1002413340010-02Aswindana Ibnu SenaNo ratings yet
- TP-14 WHS For ReviewDocument31 pagesTP-14 WHS For ReviewKarunanithi NagarajanNo ratings yet
- 00 - S - 18 - Uga - 020 - Swro & Bwro Skid (1 of 4)Document6 pages00 - S - 18 - Uga - 020 - Swro & Bwro Skid (1 of 4)salahkanotongNo ratings yet
- PT Amman Mineral Nusa Tenggara Batu Hijau Project SpecificationDocument6 pagesPT Amman Mineral Nusa Tenggara Batu Hijau Project Specificationelia nugraha adiNo ratings yet
- Cable Data Sheet (IFC) (Approved)Document14 pagesCable Data Sheet (IFC) (Approved)bambang sugitoNo ratings yet
- Gsme7 Ph-Ii RBS: Disc by NI-212879Document10 pagesGsme7 Ph-Ii RBS: Disc by NI-212879atifNo ratings yet
- 5-C0002 - Pga1002413340010-01Document8 pages5-C0002 - Pga1002413340010-01Aswindana Ibnu SenaNo ratings yet
- MV Switchgear Data Sheet (IFC) (Approved)Document8 pagesMV Switchgear Data Sheet (IFC) (Approved)bambang sugitoNo ratings yet
- TP-14 WHS 26-09-2019Document30 pagesTP-14 WHS 26-09-2019Karunanithi NagarajanNo ratings yet
- Loop Impedance - LGFDocument10 pagesLoop Impedance - LGFmadhavanNo ratings yet
- Cwo Coversheet: SPL CCTDocument9 pagesCwo Coversheet: SPL CCTatifNo ratings yet
- Revision: 5 Date: 11-DIC-2020 Page: 1 of 1 MA-PCP-F-01 Tally Sheet Aircraft Hk-OvernightDocument51 pagesRevision: 5 Date: 11-DIC-2020 Page: 1 of 1 MA-PCP-F-01 Tally Sheet Aircraft Hk-OvernightMantenimiento EOHNo ratings yet
- Welding Daily Report (Piping) : Sarulla Geothermal Power ProjectDocument7 pagesWelding Daily Report (Piping) : Sarulla Geothermal Power Projectheri_prasetyadiNo ratings yet
- Daily Mould Check SheetDocument1 pageDaily Mould Check SheetAvijit DeyNo ratings yet
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putraNo ratings yet
- Indra: Unidro S.P.ADocument132 pagesIndra: Unidro S.P.AEnp JgcNo ratings yet
- REPORT-MT 20.10.2022. M C TinhDocument7 pagesREPORT-MT 20.10.2022. M C TinhNhien ManNo ratings yet
- Fpso Marechal Duque de Caxias (Mero 3 Project)Document27 pagesFpso Marechal Duque de Caxias (Mero 3 Project)celonevesNo ratings yet
- Welding Summary For Piping: PTSC Mechanical and ConstructionDocument4 pagesWelding Summary For Piping: PTSC Mechanical and Construction123aefNo ratings yet
- PMP Cpe Site Survey Report: InterfaceDocument3 pagesPMP Cpe Site Survey Report: InterfaceMoradSegtenNo ratings yet
- PQR FLow LineDocument2 pagesPQR FLow Linesar sarNo ratings yet
- Bis-Dk-Rt-1051 - Ip2022-NaDocument2 pagesBis-Dk-Rt-1051 - Ip2022-NaTomasPavlovicNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- Mecss - Bracket Design LoadDocument1 pageMecss - Bracket Design LoadVíctor CasadoNo ratings yet
- PWD Electrical 2013 14 PDFDocument194 pagesPWD Electrical 2013 14 PDFMangesh ChavanNo ratings yet
- Fpso Marechal Duque de Caxias (Mero 3 Project) Topsides: Magnetic Flowmeter General Arrangement DrawingsDocument9 pagesFpso Marechal Duque de Caxias (Mero 3 Project) Topsides: Magnetic Flowmeter General Arrangement DrawingscelonevesNo ratings yet
- Report-Mt 20.10.2022.M C TinhDocument7 pagesReport-Mt 20.10.2022.M C TinhNhien ManNo ratings yet
- Mechanical Data Sheet: TitleDocument2 pagesMechanical Data Sheet: Titlereach_arindomNo ratings yet
- TANK DWR-6323 Bottom PLDocument2 pagesTANK DWR-6323 Bottom PLYuwantoniAlNo ratings yet
- Pipe Book BQ-47Document24 pagesPipe Book BQ-47arjun singhNo ratings yet
- JNK Heaters Co. LTD.: Liquid Penetrant ExaminationDocument4 pagesJNK Heaters Co. LTD.: Liquid Penetrant ExaminationUzorNo ratings yet
- Gmail - Offer of Employment As Welding Inspector (TPI)Document3 pagesGmail - Offer of Employment As Welding Inspector (TPI)Bala SundarNo ratings yet
- Verification - CSWIPDocument1 pageVerification - CSWIPBala SundarNo ratings yet
- Psv. O Llge Esinering and Taho Bsy: CivilDocument21 pagesPsv. O Llge Esinering and Taho Bsy: CivilBala SundarNo ratings yet
- Santhosh: Aagná Global Solutions PVT ZTDDDocument8 pagesSanthosh: Aagná Global Solutions PVT ZTDDBala SundarNo ratings yet
- Adobe Scan Jul 23, 2021Document3 pagesAdobe Scan Jul 23, 2021Bala SundarNo ratings yet
- P.s.V. Llee Coa Mezing - and Te Haoleg: Civi 6Document19 pagesP.s.V. Llee Coa Mezing - and Te Haoleg: Civi 6Bala SundarNo ratings yet
- Adobe Scan Jan 11, 2022Document4 pagesAdobe Scan Jan 11, 2022Bala SundarNo ratings yet
- S-V. Utlege of Enainmin Ard Tehnalogq: Hrepuau (AgmainDocument19 pagesS-V. Utlege of Enainmin Ard Tehnalogq: Hrepuau (AgmainBala SundarNo ratings yet
- harkaaaguis Mk3: V.LcavuDocument21 pagesharkaaaguis Mk3: V.LcavuBala SundarNo ratings yet
- Untitled PDFDocument12 pagesUntitled PDFBala SundarNo ratings yet
- Sample Laboratory Report r2Document17 pagesSample Laboratory Report r2Bala SundarNo ratings yet
- State Bank of IndiaDocument1 pageState Bank of IndiaBala SundarNo ratings yet
- Svs College of Engineering: Name of The Faculty: S. SettuDocument25 pagesSvs College of Engineering: Name of The Faculty: S. SettuBala SundarNo ratings yet
- Adding Library Objects To Sbuilder BY Jon Masterson Scruffyduck SceneryDocument17 pagesAdding Library Objects To Sbuilder BY Jon Masterson Scruffyduck SceneryInterim InterimNo ratings yet
- Crizal RX and Stock Lens Availability ChartDocument9 pagesCrizal RX and Stock Lens Availability ChartArvind HanaNo ratings yet
- GRM 1Document55 pagesGRM 1Mady RadaNo ratings yet
- Customer Satisfaction, Market Share and ProfitabilityDocument15 pagesCustomer Satisfaction, Market Share and Profitabilityxaxif826550% (2)
- VadafoneDocument12 pagesVadafoneSantosh MirjeNo ratings yet
- CSS 211Document173 pagesCSS 211Adikwu Anyebe OwoichoNo ratings yet
- Reinforced Concrete Building Design and Analysis: Project: Proposed Two-Storey Residential HouseDocument106 pagesReinforced Concrete Building Design and Analysis: Project: Proposed Two-Storey Residential HouseRonaldo BatlaganNo ratings yet
- S.I.P. Assignment: Submitted By: Sec: A ROLL: 50 PGDM 2019 - 2021 Submitted ToDocument23 pagesS.I.P. Assignment: Submitted By: Sec: A ROLL: 50 PGDM 2019 - 2021 Submitted ToShinjini PatraNo ratings yet
- LG Machine SpecDocument1 pageLG Machine SpecMohd AffiqNo ratings yet
- CV Adinda Putri MDocument1 pageCV Adinda Putri MVeena GamingNo ratings yet
- Infrastructure Man TemplateDocument1 pageInfrastructure Man Template1namillied08No ratings yet
- Ignou Thesis FormatDocument8 pagesIgnou Thesis Formatdnr8hw9w100% (2)
- Locating Liquefaction Potential 211228 221028Document4 pagesLocating Liquefaction Potential 211228 221028Its MineNo ratings yet
- Project Report On Business Eco Magazine - Vivek Kumar ShawDocument36 pagesProject Report On Business Eco Magazine - Vivek Kumar ShawAnand shawNo ratings yet
- ApexSQL Propagate 2018 ReleasedDocument2 pagesApexSQL Propagate 2018 ReleasedPR.comNo ratings yet
- 1 PTI Introduction1Document29 pages1 PTI Introduction1Creation YourNo ratings yet
- IGS System-1Document11 pagesIGS System-1manojNo ratings yet
- A Case Study On Pizza Hut PakistanDocument10 pagesA Case Study On Pizza Hut PakistanHammad IshfaqNo ratings yet
- Tarea I de EnglishDocument3 pagesTarea I de Englishjean carlos vasquezNo ratings yet
- Chrysler Customer Specifics For PPAP, AMEF 5th Edition August 2015Document8 pagesChrysler Customer Specifics For PPAP, AMEF 5th Edition August 2015Absalón Rocael Anzueto100% (1)
- Transfer Learning PDFDocument10 pagesTransfer Learning PDFajaytiwari2779No ratings yet
- ECE 4316: Digital Signal Processing: Dr. Hany M. ZamelDocument19 pagesECE 4316: Digital Signal Processing: Dr. Hany M. ZamellovelearnNo ratings yet
- BRANIGAN - Eduard - A Point of View in The CinemaDocument6 pagesBRANIGAN - Eduard - A Point of View in The CinemaSonia RochaNo ratings yet