You might also like
- rập đài loanDocument160 pagesrập đài loanjenny Le100% (1)
- 看图学服装纸样设计(双色版).PDF (看图学服装纸样设计(双色版) PDFDocument209 pages看图学服装纸样设计(双色版).PDF (看图学服装纸样设计(双色版) PDFJoe GongNo ratings yet
- 誰說男人不在乎大小Document124 pages誰說男人不在乎大小Otto Choi100% (4)
- 写给大家看的设计书(第4版) 高清彩色Document258 pages写给大家看的设计书(第4版) 高清彩色艺术小卖部No ratings yet
- 钉钉品牌设计规范手册Document68 pages钉钉品牌设计规范手册叶子No ratings yet
- VS1500N Fukuda - Ru.zh TWDocument36 pagesVS1500N Fukuda - Ru.zh TWEason LinNo ratings yet
- 定價管理Document66 pages定價管理T3-BusinessNo ratings yet
- 服装知识大全 最全整理版Document90 pages服装知识大全 最全整理版pong JinNo ratings yet
- 女士汉服Document41 pages女士汉服Alice ChuaNo ratings yet
- 服装裁剪正文Document256 pages服装裁剪正文nana ampongNo ratings yet
- Manga Draw Quyty2013 0197Document322 pagesManga Draw Quyty2013 0197Sathya NathanNo ratings yet
- 服装制版常用数据及公式Document21 pages服装制版常用数据及公式zhadaohuaNo ratings yet
- 服装制版过程中常见问题与处理方法作者Document5 pages服装制版过程中常见问题与处理方法作者zhadaohuaNo ratings yet
- 22 高級寢具-企劃書Document14 pages22 高級寢具-企劃書GreenBrainBagNo ratings yet
- 奥利弗开衫 阿NoDocument17 pages奥利弗开衫 阿Nonofretete.chenNo ratings yet
- 300种围巾系法【图解】Document27 pages300种围巾系法【图解】NG SIEW LAY Moe100% (1)
- 車縫選針 selectingspichDocument5 pages車縫選針 selectingspichdoubledenki8No ratings yet
- 服装制作工艺基础知识Document32 pages服装制作工艺基础知识KevinNo ratings yet
- 服装英语电子小词典Document23 pages服装英语电子小词典pong JinNo ratings yet
- Apparel Dictionary 1Document22 pagesApparel Dictionary 1Raymond ChongNo ratings yet
- 2019 03《基本穿搭:适用一生的穿衣法则》Document166 pages2019 03《基本穿搭:适用一生的穿衣法则》Wing YeungNo ratings yet
- E 2 A 58 D 0 B 864 A 31 Ae 4 F 6 eDocument10 pagesE 2 A 58 D 0 B 864 A 31 Ae 4 F 6 eapi-616483923No ratings yet
- PJK4HDocument7 pagesPJK4HChong Mun ChingNo ratings yet
- TikTok欧美流行消费品类洞察报告 TikTok 报告汇Document36 pagesTikTok欧美流行消费品类洞察报告 TikTok 报告汇Dai CryptoNo ratings yet
- 基于三维技术武将戎装"靠"的仿真设计与实现 秦嘉莉Document4 pages基于三维技术武将戎装"靠"的仿真设计与实现 秦嘉莉xuekekexue666No ratings yet
- 正装穿法Document4 pages正装穿法2666No ratings yet
- 【戒友人生奋斗指导文集】《光明人生手册》2 0版Document147 pages【戒友人生奋斗指导文集】《光明人生手册》2 0版bertie RNo ratings yet
- 拼布缝份计算公式Document2 pages拼布缝份计算公式Alan lauNo ratings yet
- 2035全球及中国时尚产业展望Document16 pages2035全球及中国时尚产业展望lifuciusNo ratings yet
- 尺码对照 2Document1 page尺码对照 2Anonymous H9n5g3aaCENo ratings yet
- 服装打版基础知识Document9 pages服装打版基础知识zhadaohuaNo ratings yet
- 阿苏尔teeDocument13 pages阿苏尔teenofretete.chenNo ratings yet
- 服装制版基本尺寸Document4 pages服装制版基本尺寸zhadaohuaNo ratings yet
- 诺米外套Document5 pages诺米外套nofretete.chenNo ratings yet
- Apparel Dictionary 5Document20 pagesApparel Dictionary 5Raymond ChongNo ratings yet
- Nike男子上裝尺碼表Nike香港官方網上商店Document1 pageNike男子上裝尺碼表Nike香港官方網上商店HCHNo ratings yet
- 翻译:摸发虱痒 嵌字:摸发虱痒 评论:摸发虱痒 本文章仅用于个人学习及研究,请勿用作商业用途 原文及图片版权归TOUR-MAGAZIN杂志所有Document10 pages翻译:摸发虱痒 嵌字:摸发虱痒 评论:摸发虱痒 本文章仅用于个人学习及研究,请勿用作商业用途 原文及图片版权归TOUR-MAGAZIN杂志所有Han ZhangNo ratings yet
- 2021汉服推荐,汉服精选,新手小白怎么选汉服,汉服攻略与制式分类 - 知乎Document1 page2021汉服推荐,汉服精选,新手小白怎么选汉服,汉服攻略与制式分类 - 知乎Nga Man Eavan TANNo ratings yet
- 周界Document12 pages周界CoeyNo ratings yet
- 领带、丝巾、围巾打法完全手册Document50 pages领带、丝巾、围巾打法完全手册Leung AlixNo ratings yet
- 设计与工艺练习单元一Document1 page设计与工艺练习单元一PUA XIN YEE MoeNo ratings yet
- 撞色運動背心 - 焦糖色 - GRLZ LAB 2Document1 page撞色運動背心 - 焦糖色 - GRLZ LAB 2u104015016No ratings yet
- Vocabulary IntermediateDocument4 pagesVocabulary IntermediateZhenli MaoNo ratings yet
- 2024中国男装及男裤时尚趋势研究报告 - 「WGSN x 九牧王」联合发布 - 中国服装协会网Document37 pages2024中国男装及男裤时尚趋势研究报告 - 「WGSN x 九牧王」联合发布 - 中国服装协会网xiyuan.song1998No ratings yet
- Auto Shanghai 2007 Model ListDocument46 pagesAuto Shanghai 2007 Model Listapi-3861136No ratings yet
- 六西格玛统计思维讲稿Document17 pages六西格玛统计思维讲稿zimouse668No ratings yet
- Aulora Pants ChineseDocument14 pagesAulora Pants ChineseShineeNo ratings yet
- 6 测量Document31 pages6 测量leesiewwanNo ratings yet
- 国内服装企业的品牌策划方案Document17 pages国内服装企业的品牌策划方案doubledenki8No ratings yet
- 裤工艺流程图Document1 page裤工艺流程图api-3700188100% (1)
- 2018冬令 7 三角巾包紮圖說Document5 pages2018冬令 7 三角巾包紮圖說Annbeea AnnbeeaNo ratings yet
- 艾斯特开衫Document19 pages艾斯特开衫nofretete.chenNo ratings yet
- 下一季的潮流单品会是什么Document2 pages下一季的潮流单品会是什么coltonmanucNo ratings yet
- ¦Ъ¦¬TВ¦-¦¦ 9 ¦з¦-TБTВTМ2 ¦Э¦Ш¦ЮDocument175 pages¦Ъ¦¬TВ¦-¦¦ 9 ¦з¦-TБTВTМ2 ¦Э¦Ш¦ЮAlexandr PonimatkoNo ratings yet
- MR019Document13 pagesMR019acer acerNo ratings yet
- 《好想做个女孩子 伪娘养成手册Document110 pages《好想做个女孩子 伪娘养成手册leatherneck1938No ratings yet
- 2319青果毛衣v3Document4 pages2319青果毛衣v3S AyubNo ratings yet
- 市场分析与产品规划Document8 pages市场分析与产品规划miqingyang95No ratings yet
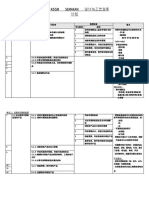
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划HuichinGohNo ratings yet
- FDA PR#Document3 pagesFDA PR#murtajizhussain595No ratings yet
- 论文附录Document10 pages论文附录gwhjcowlfNo ratings yet
- 2023年中国白酒行业消费白皮书Document61 pages2023年中国白酒行业消费白皮书阳熙来No ratings yet
- 超强文案写作公式Document11 pages超强文案写作公式MingChuChooNo ratings yet