You might also like
- Roll-to-Roll Manufacturing: Process Elements and Recent AdvancesFrom EverandRoll-to-Roll Manufacturing: Process Elements and Recent AdvancesJehuda GreenerNo ratings yet
- Review On Machining Techniques: Dry Machining and Cryogenic MachiningDocument7 pagesReview On Machining Techniques: Dry Machining and Cryogenic MachininghrishikeshNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- MQL DharDocument10 pagesMQL Dhardinnu_diatduNo ratings yet
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- Gas Turbine TribologyDocument12 pagesGas Turbine TribologyChukkur Hali100% (2)
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Dry Rotary Swaging With Structured and Coated Tools: Articles You May Be Interested inDocument7 pagesDry Rotary Swaging With Structured and Coated Tools: Articles You May Be Interested inehtisham khanNo ratings yet
- Sreejith2000 - Dry MachiningDocument5 pagesSreejith2000 - Dry Machiningpavandatta_jadhav5262No ratings yet
- The Influence of Minimum Quantity of Lubrication (MQL) On Cutting Temperature, Chip and Dimensional Accuracy in Turning AISI-1040 SteelDocument7 pagesThe Influence of Minimum Quantity of Lubrication (MQL) On Cutting Temperature, Chip and Dimensional Accuracy in Turning AISI-1040 SteelImran PrithbeeNo ratings yet
- Potential of Alternative Lubrication Strategies For Metal Cutting Processes A ReviewDocument33 pagesPotential of Alternative Lubrication Strategies For Metal Cutting Processes A ReviewAzaath AzuNo ratings yet
- Review 4Document38 pagesReview 4AynamawNo ratings yet
- Dry, Semi-Dry and Wet Machining of 6061-T6 Aluminium Alloy: J. Kouam, V. Songmene, M. Balazinski and P. HendrickDocument24 pagesDry, Semi-Dry and Wet Machining of 6061-T6 Aluminium Alloy: J. Kouam, V. Songmene, M. Balazinski and P. HendrickAbhimanyuPatilNo ratings yet
- High-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationDocument16 pagesHigh-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationAsha NegiNo ratings yet
- Innovative Technology Investigation Into Cryogenic Cooling Green Grinding Using Liquid Nitrogen JetDocument4 pagesInnovative Technology Investigation Into Cryogenic Cooling Green Grinding Using Liquid Nitrogen JetAnoop JoseNo ratings yet
- Performance Improvement of Hard Turning With Solid LubricantsDocument7 pagesPerformance Improvement of Hard Turning With Solid LubricantsAvinash GamitNo ratings yet
- Comparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisDocument8 pagesComparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisaeroprinceNo ratings yet
- J Ijmachtools 2006 09 017Document6 pagesJ Ijmachtools 2006 09 017AynamawNo ratings yet
- Eco-Friendly Face Milling of Titanium AlloyDocument6 pagesEco-Friendly Face Milling of Titanium AlloyAynamawNo ratings yet
- AWJCDocument29 pagesAWJCМарија МиловановићNo ratings yet
- Effect of Minimum Quantity Lubrication (MQL) On Tool Wear and Surface Roughness in Turning AISI-4340 SteelDocument7 pagesEffect of Minimum Quantity Lubrication (MQL) On Tool Wear and Surface Roughness in Turning AISI-4340 Steelnjoguken1864No ratings yet
- New Developments in Gear HobbingDocument8 pagesNew Developments in Gear HobbingpongerkeNo ratings yet
- Machinability Study of Ti-6Al-4V Alloy Using Solid LubricantDocument8 pagesMachinability Study of Ti-6Al-4V Alloy Using Solid LubricantdipakNo ratings yet
- 3Document19 pages3Safalsha BabuNo ratings yet
- Welding Cost Optimization with GMAWDocument6 pagesWelding Cost Optimization with GMAWratneshkumar2004No ratings yet
- Paper 1Document7 pagesPaper 1Akeel WannasNo ratings yet
- LubrodalDocument7 pagesLubrodaldanaandrei74No ratings yet
- Grinding: Delivered ToDocument4 pagesGrinding: Delivered ToMohamedOmaraNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Forjado de MaterialesDocument12 pagesForjado de MaterialesMari MatzNo ratings yet
- Mist Application of Cutting Fluid: Md. Abdul Hasib, Abdullah Al-Faruk, Naseem AhmedDocument5 pagesMist Application of Cutting Fluid: Md. Abdul Hasib, Abdullah Al-Faruk, Naseem AhmedFelicia WagnerNo ratings yet
- Design Guide For Forging SDocument19 pagesDesign Guide For Forging Schidambaram kasiNo ratings yet
- Case Study On Effect of Cutting Fluids in Turning Operation: Gokul Gopan, Smitha G. NairDocument6 pagesCase Study On Effect of Cutting Fluids in Turning Operation: Gokul Gopan, Smitha G. NairAnonymous l5PQDDkNo ratings yet
- CBN Blade Tip AbradableDocument8 pagesCBN Blade Tip Abradablebehtam2407No ratings yet
- Cutting Temperature and Tool Wear in Cryogenic CoolingDocument6 pagesCutting Temperature and Tool Wear in Cryogenic CoolingBro EdwinNo ratings yet
- Investigations On Hard Turning With Minimal Cutting Fluid Application (HTMF) and Its Comparison With Dry and Wet TurningDocument8 pagesInvestigations On Hard Turning With Minimal Cutting Fluid Application (HTMF) and Its Comparison With Dry and Wet TurningLeo Dev WinsNo ratings yet
- Sustainable MachiningDocument6 pagesSustainable MachiningDr. N. SenthilkumarNo ratings yet
- Laser Assisted MachiningDocument32 pagesLaser Assisted MachiningShreyansh ShuklaNo ratings yet
- Hybrid Nano-Fluid-Minimum Quantity Lubrication Strategy For Machining Austempered Ductile Iron (ADI)Document9 pagesHybrid Nano-Fluid-Minimum Quantity Lubrication Strategy For Machining Austempered Ductile Iron (ADI)AynamawNo ratings yet
- Experimental Study On Chip Deformation of Ti-6Al-4V Titanium Alloy in Cryogenic CuttingDocument7 pagesExperimental Study On Chip Deformation of Ti-6Al-4V Titanium Alloy in Cryogenic CuttingRAMACHANDRAN MNITNo ratings yet
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNo ratings yet
- Analysis of Tool WearDocument12 pagesAnalysis of Tool Wearaswinkrishnakjkd02No ratings yet
- Cec Chel 2020Document30 pagesCec Chel 2020idham05No ratings yet
- LiteratureDocument7 pagesLiteraturegudukumarNo ratings yet
- Liquid Nitrogen Improves Cold Rolling 33006030glbDocument4 pagesLiquid Nitrogen Improves Cold Rolling 33006030glbNuno TeixeiraNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- Literature Review Cryogenic MachiningDocument5 pagesLiterature Review Cryogenic MachiningSaad100% (1)
- Experimental Investigation To Study The Effect of Solid Lubricants On Cutting Forces and Surface Quality in End MillingDocument10 pagesExperimental Investigation To Study The Effect of Solid Lubricants On Cutting Forces and Surface Quality in End MillingBro EdwinNo ratings yet
- Effect of High Pressure Coolant Jet (HPCJ) in Drilling Aisi 4340 SteelDocument14 pagesEffect of High Pressure Coolant Jet (HPCJ) in Drilling Aisi 4340 SteelIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Ijaret: © IaemeDocument17 pagesIjaret: © IaemeIAEME PublicationNo ratings yet
- Machining Inconel 718 Towards Dry CuttingDocument18 pagesMachining Inconel 718 Towards Dry CuttingSanjay BhosaleNo ratings yet
- 10.1007@s11665 021 05656 WDocument10 pages10.1007@s11665 021 05656 WSenthilkumar NNo ratings yet
- 208 217Document10 pages208 217amit_iitNo ratings yet
- Hamdan2011 PDFDocument11 pagesHamdan2011 PDFSivi KarudijanNo ratings yet
- 31Document5 pages31iskricaman7No ratings yet
- Using Internally Cooled Cutting Tools in The MachiDocument8 pagesUsing Internally Cooled Cutting Tools in The MachiShivaprasad bhNo ratings yet
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDocument16 pagesModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewNo ratings yet
- Thermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreDocument10 pagesThermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreMocerneac BogdanNo ratings yet
- Literature ReviewDocument28 pagesLiterature ReviewDennisIgoyDacanayNo ratings yet
- Study of Process Parameters of Gravity Die Casting DefectsDocument4 pagesStudy of Process Parameters of Gravity Die Casting DefectsIAEME PublicationNo ratings yet
- HMDA-Abridged Building Guidelines-English PDFDocument88 pagesHMDA-Abridged Building Guidelines-English PDFAman GuptaNo ratings yet
- Catalogo ComptekDocument16 pagesCatalogo ComptekMatias Charras100% (2)
- Zinc-Coated Steel Doors and Frames: (Galvanized/Galvannealed)Document4 pagesZinc-Coated Steel Doors and Frames: (Galvanized/Galvannealed)abualamalNo ratings yet
- Machine Room Less ElevatorsDocument14 pagesMachine Room Less ElevatorsAzm FaisalNo ratings yet
- ccmc13132-R - TJI Series Joists PDFDocument10 pagesccmc13132-R - TJI Series Joists PDFAnonymous aGfUMPeNo ratings yet
- ERKE Group, PTC SC13 Building Stone Columns With BFS System GreeceDocument1 pageERKE Group, PTC SC13 Building Stone Columns With BFS System GreeceerkegroupNo ratings yet
- Biomaterials For Dental Implants: PART II Basic SciencesDocument29 pagesBiomaterials For Dental Implants: PART II Basic SciencesAna-Maria RoșuNo ratings yet
- Combined CL (01) A02-D01 - R01Document60 pagesCombined CL (01) A02-D01 - R01omar mamdouhNo ratings yet
- Timken Bearing Damage Analysis - 7352Document3 pagesTimken Bearing Damage Analysis - 7352mariamalloney1730No ratings yet
- Builders' Technical Quality Assurance Checklist: Notes For Using The ChecklistsDocument12 pagesBuilders' Technical Quality Assurance Checklist: Notes For Using The ChecklistsAndrew LeeNo ratings yet
- Balthaus 1991 - Tunnel Face Stability in Slurry Shield TunnellingDocument4 pagesBalthaus 1991 - Tunnel Face Stability in Slurry Shield TunnellingFederico MalteseNo ratings yet
- Sikament NN Pds enDocument3 pagesSikament NN Pds enArdy YulisetiantoNo ratings yet
- SaniPackDocument2 pagesSaniPackafzal_aabNo ratings yet
- Fatigue Crack Growth Behavior of JIS SCM440 Steel N 2017 International JournDocument13 pagesFatigue Crack Growth Behavior of JIS SCM440 Steel N 2017 International JournSunny SinghNo ratings yet
- ASHRAE Duct Noise Vs VelocityDocument1 pageASHRAE Duct Noise Vs Velocityasdthu75% (4)
- Efa 602Document22 pagesEfa 602Abdelhamid ElgasaierNo ratings yet
- XHHW-2: XLP Insulation, 600 VoltsDocument2 pagesXHHW-2: XLP Insulation, 600 VoltsNaveedNo ratings yet
- Keystone Fig. AR1-AR2 Butterfly ValveDocument4 pagesKeystone Fig. AR1-AR2 Butterfly Valvepca97No ratings yet
- Variation LetterDocument2 pagesVariation LetterHaiSorkerNo ratings yet
- Mechanical and Tribological Properties of Ceramic Tiles: A ReappraisalDocument14 pagesMechanical and Tribological Properties of Ceramic Tiles: A ReappraisalSalih MohayaddinNo ratings yet
- Friction - Friction Coefficients and CalculatorDocument3 pagesFriction - Friction Coefficients and CalculatorMaiquel Eduardo ErnNo ratings yet
- Cellular Retaining WallsDocument3 pagesCellular Retaining Wallschaval01No ratings yet
- Design of Optimum HeatsinkDocument9 pagesDesign of Optimum Heatsinkbitconcepts9781No ratings yet
- C StructuralSystems Warr 3Document4 pagesC StructuralSystems Warr 3albertoxinaNo ratings yet
- Cemi42.5n SR3LH enDocument2 pagesCemi42.5n SR3LH enmouazen mostafaNo ratings yet
- Reinforcement Detail of RCC Barrel: NotesDocument1 pageReinforcement Detail of RCC Barrel: NotesAvinash SahuNo ratings yet
- University of Texas Report On Galvanized Slip Coefficients Draft Final 4915Document37 pagesUniversity of Texas Report On Galvanized Slip Coefficients Draft Final 4915Jay ZengNo ratings yet
- 500 Shell DesignDocument28 pages500 Shell DesignOkondu Chiedu100% (3)
- ACMV CalculationDocument12 pagesACMV Calculationazim azrulNo ratings yet
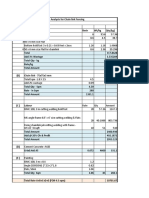
- Rate Analysis for 1 Sqm Chain link FencingDocument6 pagesRate Analysis for 1 Sqm Chain link Fencingsri projectssNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Audio IC Circuits Manual: Newnes Circuits Manual SeriesFrom EverandAudio IC Circuits Manual: Newnes Circuits Manual SeriesRating: 5 out of 5 stars5/5 (1)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet