You might also like
- Earth's Curvature and Atmospheric RefractionDocument11 pagesEarth's Curvature and Atmospheric RefractionCharles Carpo67% (3)
- Winmax Probe Training: Part Probe Setup and Conversational CalibrationDocument35 pagesWinmax Probe Training: Part Probe Setup and Conversational CalibrationNikolat84No ratings yet
- The Tool Measure Test of Fanuc VMCDocument5 pagesThe Tool Measure Test of Fanuc VMCRobert Dăboi100% (1)
- e - Sonic - Tension - Meter - Manual 508C GatesDocument128 pagese - Sonic - Tension - Meter - Manual 508C Gateshenry rodriguezNo ratings yet
- RTD Temperture Measurement 917ADocument15 pagesRTD Temperture Measurement 917AJohn Rey AranoNo ratings yet
- Different Probe Use enDocument34 pagesDifferent Probe Use enkravchenkovdimNo ratings yet
- CNC - Chapter 11 - Offsets & Polar Coordinate SystemDocument10 pagesCNC - Chapter 11 - Offsets & Polar Coordinate Systembarbu ioanNo ratings yet
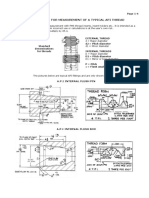
- API Thread Measurement PDFDocument4 pagesAPI Thread Measurement PDFDarkedge100% (1)
- Different Probe Use BGDocument33 pagesDifferent Probe Use BGkravchenkovdimNo ratings yet
- INS P 035, Circularity Check - Cyl.sectionsDocument10 pagesINS P 035, Circularity Check - Cyl.sectionsDeepakNo ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- Macbeth 900 Series ManualDocument10 pagesMacbeth 900 Series ManualRobert McMasterNo ratings yet
- Study On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsDocument5 pagesStudy On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsAnonymous 5AmJ13mLkNo ratings yet
- 8 8.1 Alarm List (CNC)Document122 pages8 8.1 Alarm List (CNC)Jimy Mazter100% (1)
- TITLE: Dimensional Measurement of Screw ThreadDocument11 pagesTITLE: Dimensional Measurement of Screw ThreadBroAmirNo ratings yet
- D Exto Manual de InstalaciónDocument10 pagesD Exto Manual de InstalaciónRicardo QuinteroNo ratings yet
- Ciclos Manual (Milling)Document49 pagesCiclos Manual (Milling)Alejandro CouceiroNo ratings yet
- Parts & Service NewsDocument10 pagesParts & Service NewsJose A. Basanta H.No ratings yet
- 4476 Writing A CNC ProgramDocument30 pages4476 Writing A CNC ProgramrlwersalNo ratings yet
- Spline DesignDocument5 pagesSpline DesignRuchira Chanda Indu100% (2)
- OFITE Calibration Kit For 6-Speed ViscosimetersDocument2 pagesOFITE Calibration Kit For 6-Speed ViscosimetersHenryNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- Total StationDocument7 pagesTotal Stationfaizankhan23No ratings yet
- Total StationDocument7 pagesTotal StationkhajaimadNo ratings yet
- Access DH Probe Kit InstructionsDocument4 pagesAccess DH Probe Kit Instructionsmusz730No ratings yet
- 20174-C Using Gill WindSonic Sensor With RX3000 StationDocument10 pages20174-C Using Gill WindSonic Sensor With RX3000 StationjuokadNo ratings yet
- Electronic Total Station: Instruction ManualDocument33 pagesElectronic Total Station: Instruction ManualLeninSmithZ.SacariNo ratings yet
- Es 0609Document38 pagesEs 0609Joule RomeoNo ratings yet
- Codes and DescriptionDocument18 pagesCodes and DescriptionBrown MeshNo ratings yet
- Limits, Fits & TolerancesDocument81 pagesLimits, Fits & TolerancesBikramMuduliNo ratings yet
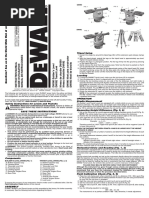
- Operating/Safety Instructions Consignes de Fonctionnement/sécurité Instrucciones de Funcionamiento y SeguridadDocument16 pagesOperating/Safety Instructions Consignes de Fonctionnement/sécurité Instrucciones de Funcionamiento y SeguridadrgueznoeNo ratings yet
- OFITE Calibration Kit For 6-Speed ViscosimetersDocument2 pagesOFITE Calibration Kit For 6-Speed ViscosimetersHenryNo ratings yet
- Instruction Manual Fk50Document5 pagesInstruction Manual Fk50projectpg projectpgNo ratings yet
- PenetrometerDocument8 pagesPenetrometerYen Ling NgNo ratings yet
- Attachment 1 BEA ProcedureDocument7 pagesAttachment 1 BEA ProcedureFateh AliyaNo ratings yet
- BOSCH GSB 550 Professional - O329615v21 - 160992A5CG - 201912 7Document1 pageBOSCH GSB 550 Professional - O329615v21 - 160992A5CG - 201912 7Arif PramudanaNo ratings yet
- 17 - Compass For DD - Anti-Collision Exercise - 061005Document5 pages17 - Compass For DD - Anti-Collision Exercise - 061005ebrahimNo ratings yet
- Ball Screw Maintenance PDFDocument15 pagesBall Screw Maintenance PDFSergio Trujillo CerroNo ratings yet
- GSS 3000Document14 pagesGSS 3000yukisugiyama1984No ratings yet
- Guide 2 4Document18 pagesGuide 2 4ArgaNo ratings yet
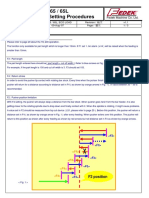
- DH - F Parameters Setting Procedures - v01.2 - 070809Document3 pagesDH - F Parameters Setting Procedures - v01.2 - 070809VladimirAgeevNo ratings yet
- Advanced Engineering Survey: by Engr. Waqas HaroonDocument67 pagesAdvanced Engineering Survey: by Engr. Waqas HaroonWaqas HaroonNo ratings yet
- AG-300 PrecisionGageDocument12 pagesAG-300 PrecisionGageoldtrukluvrNo ratings yet
- Instruction of TS27R Calibration and MeasurementDocument3 pagesInstruction of TS27R Calibration and MeasurementРоман ДедовNo ratings yet
- Automatic Tool Presetter ATP - Alignment - Test - CalibrationDocument14 pagesAutomatic Tool Presetter ATP - Alignment - Test - Calibrationomar macielNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- Q1 Mod 5 EIM GRADE 12 LRMDSDocument16 pagesQ1 Mod 5 EIM GRADE 12 LRMDSRhenan LoseoNo ratings yet
- Total Station and Angle MeasurementsDocument10 pagesTotal Station and Angle MeasurementsNikulast KidsNo ratings yet
- Telex Airmen 750 Headset Procedure SheetDocument9 pagesTelex Airmen 750 Headset Procedure Sheetradhey shyam sharmaNo ratings yet
- CST n55-Slvp28nd ManualDocument48 pagesCST n55-Slvp28nd ManualRicardo NovondoNo ratings yet
- G121 G122 EdgeDocument23 pagesG121 G122 EdgeAldo Efrain Hernandez De La CruzNo ratings yet
- Staco 1010 Transformer Series Owners ManualDocument6 pagesStaco 1010 Transformer Series Owners ManualdonsterthemonsterNo ratings yet
- Heritage Institute of Technology: Department of Mechanical EngineeringDocument8 pagesHeritage Institute of Technology: Department of Mechanical EngineeringSwapnil DeyNo ratings yet
- Installation Data Manual MODEL 509/709/809 Pressure TransmitterDocument4 pagesInstallation Data Manual MODEL 509/709/809 Pressure TransmitterAhmedSaadanyNo ratings yet
- Metrology Lab ManualDocument21 pagesMetrology Lab ManualelavarasanNo ratings yet
- RT Safe Work Area CalculationDocument10 pagesRT Safe Work Area CalculationMuhammed Hisham H100% (1)
- Dewalt Laser TransitDocument5 pagesDewalt Laser TransitAndy PaulNo ratings yet
- Sa100 EnglishDocument28 pagesSa100 Englishsudhanshu1994No ratings yet
- G-Code Manual: Drufelcnc, 2020Document31 pagesG-Code Manual: Drufelcnc, 2020eki miftakhul firdausNo ratings yet
- Rexroth RE 30263-R Sensor Angulo DesplazamientoDocument4 pagesRexroth RE 30263-R Sensor Angulo DesplazamientoantonioNo ratings yet
- 1566016Document6 pages1566016Yudhistira Perdana PutraNo ratings yet
- VGT-6250 2 - 5L Ultrasonic Cleaner BrochureDocument2 pagesVGT-6250 2 - 5L Ultrasonic Cleaner Brochurevipequi50No ratings yet
- Demtroeder Rotovibrazioni PDFDocument23 pagesDemtroeder Rotovibrazioni PDFIrlani SismonikaNo ratings yet
- The Cosmic Universe 46.13Document409 pagesThe Cosmic Universe 46.13Milivoje JaukovicNo ratings yet
- What Is CFD?Document8 pagesWhat Is CFD?Andrea AlvearNo ratings yet
- Tabel ConverterDocument3 pagesTabel ConverterSptyan SammzNo ratings yet
- A Non-Ideal HydrateDocument382 pagesA Non-Ideal Hydratelokeshkumar_mNo ratings yet
- Fi 0.oos": Stress Concentration in A Rotating Disk With A Central Hole and Two Additional Symmetrically Located HolesDocument2 pagesFi 0.oos": Stress Concentration in A Rotating Disk With A Central Hole and Two Additional Symmetrically Located HolesKris SmaczekNo ratings yet
- Polymer Layered Silicate NanocompositesDocument178 pagesPolymer Layered Silicate Nanocompositesnik100% (1)
- Synthesis and Consolidation of Boron Carbide - A ReviewDocument37 pagesSynthesis and Consolidation of Boron Carbide - A ReviewEvandro SilvaNo ratings yet
- Freq ALLDocument6 pagesFreq ALLAli Ib TarshaNo ratings yet
- Learning Objectives-2: Uniform MotionDocument7 pagesLearning Objectives-2: Uniform MotionBryanHarold BrooNo ratings yet
- Handbook Of: Granular MaterialsDocument508 pagesHandbook Of: Granular MaterialsGabriel Alencar Silva Almeida DantasNo ratings yet
- B&W CDM 9NT - ManualDocument25 pagesB&W CDM 9NT - ManualAnonymous gA4Y3pWUwNo ratings yet
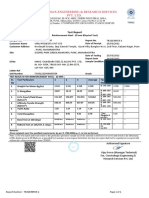
- Constrologix Engineering & Research Services Pvt. LTD.: Test ReportDocument1 pageConstrologix Engineering & Research Services Pvt. LTD.: Test ReportPRASAD THOMBARENo ratings yet
- 06-086-098 Weld Ring GasketsDocument13 pages06-086-098 Weld Ring GasketsRitesh VishambhariNo ratings yet
- Liquid Orals DeepsDocument58 pagesLiquid Orals Deepsjalsadeeps1100% (1)
- Hot Oil System Control PhilosophyDocument3 pagesHot Oil System Control PhilosophyRiyadh SalehNo ratings yet
- 376PAGESadrian Johnston A New German Idealism Hegel Zizek and Dialectical Materialism PDFDocument376 pages376PAGESadrian Johnston A New German Idealism Hegel Zizek and Dialectical Materialism PDFxan30tosNo ratings yet
- Abaqus Analysis Intro Book PDFDocument470 pagesAbaqus Analysis Intro Book PDFFauziah AzizNo ratings yet
- Soil Liquefaction Analysis & Its Mitigation by Driven Pre Cast Piles in Bangladesh - A Case StudyDocument5 pagesSoil Liquefaction Analysis & Its Mitigation by Driven Pre Cast Piles in Bangladesh - A Case StudyArpit ParikhNo ratings yet
- TosDocument7 pagesTosedgar_chieNo ratings yet
- Anunaad 18Document47 pagesAnunaad 18Resonance KotaNo ratings yet
- B 1210Document3 pagesB 1210Argentus Asesorías QuímicasNo ratings yet
- Of Existing Testing Machines: ModernisationsDocument12 pagesOf Existing Testing Machines: ModernisationsLeonardo Kyo KabayamaNo ratings yet
- Tij1o0 Electronic Game Board Wiring and Soldering Rubric Fall 2017Document1 pageTij1o0 Electronic Game Board Wiring and Soldering Rubric Fall 2017api-308067286No ratings yet
- Pulsation Dampener SizingDocument1 pagePulsation Dampener SizingnbsmaniannNo ratings yet
- A Review of FUNDAMENTALS of MACHINING and MACHINE TOOLS by Goeffrey Boothroyd and Winston A Knight Marcel Dekker Inc New York Second Edition 542Document4 pagesA Review of FUNDAMENTALS of MACHINING and MACHINE TOOLS by Goeffrey Boothroyd and Winston A Knight Marcel Dekker Inc New York Second Edition 542Ritesh DadhichNo ratings yet