You might also like
- Parts Catalogue Kriss110Document82 pagesParts Catalogue Kriss110Syahrom Niezam100% (1)
- The Tool Measure Test of Fanuc VMCDocument5 pagesThe Tool Measure Test of Fanuc VMCRobert Dăboi100% (1)
- Bolting-Up CalcDocument21 pagesBolting-Up CalcJayanth TSNo ratings yet
- DPI 515 Manual K245Document116 pagesDPI 515 Manual K245Andreea Oltean100% (2)
- CPT Mill Thread Tool Twin InsertDocument4 pagesCPT Mill Thread Tool Twin InsertÁdám RáczNo ratings yet
- Cnccodes Msnc500 enDocument14 pagesCnccodes Msnc500 enigorNo ratings yet
- Centro de Giro 640MtDocument2 pagesCentro de Giro 640MtRafaelNo ratings yet
- Machine Operation Calculations: TurningDocument10 pagesMachine Operation Calculations: TurningRahulChampNo ratings yet
- MT-II LM-319F VSemDocument18 pagesMT-II LM-319F VSemHarkulvinder SinghNo ratings yet
- NclatheDocument16 pagesNclatheapi-356462562No ratings yet
- CNC Programming Concepts and Commonly Used G-Codes inDocument54 pagesCNC Programming Concepts and Commonly Used G-Codes inMel ParasNo ratings yet
- Job Plan 102, 103, 104Document2 pagesJob Plan 102, 103, 104Damn ScaredNo ratings yet
- Batc Rally 97 Sunday April 27Th Sports Connexion CoventryDocument11 pagesBatc Rally 97 Sunday April 27Th Sports Connexion CoventryRahulChampNo ratings yet
- PR No. 61084690 (280KW)Document4 pagesPR No. 61084690 (280KW)Haze DiazNo ratings yet
- Appendix DDocument1 pageAppendix DYeung Shing HoNo ratings yet
- 00 C47G 30 313 - NC - FIXTURE.Report Post - SetupDocument3 pages00 C47G 30 313 - NC - FIXTURE.Report Post - SetupАлександр ШеинNo ratings yet
- Parts Catalogue Kriss 110 Disc BrakeDocument84 pagesParts Catalogue Kriss 110 Disc BrakeMuhammad DanialNo ratings yet
- Typical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingDocument82 pagesTypical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingAbdul RehmanNo ratings yet
- Parts Catalogue Ct115sDocument82 pagesParts Catalogue Ct115sMuhammad hazimanNo ratings yet
- WWW Online Iso Calculator Com Online Bolt Torque CalculatorDocument6 pagesWWW Online Iso Calculator Com Online Bolt Torque CalculatormashudiNo ratings yet
- Machine Operation Calculations: TurningDocument10 pagesMachine Operation Calculations: TurningRahulChampNo ratings yet
- DB Tav131 enDocument6 pagesDB Tav131 enCalandrasReyCalandrasreyNo ratings yet
- 35MANFANXYDocument8 pages35MANFANXYkravchenkovdimNo ratings yet
- Bolt Up CalculationDocument12 pagesBolt Up CalculationAniket GaikwadNo ratings yet
- Cad Manual 2dDocument27 pagesCad Manual 2dSankar KNo ratings yet
- tGFm9Document83 pagestGFm9Febry IllustNo ratings yet
- VMC Slot ProgramingDocument5 pagesVMC Slot ProgramingMechanical FactsNo ratings yet
- Manual de PartesDocument138 pagesManual de PartesrvhkiNo ratings yet
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- Overzicht Afname-Normen Gereedschapswerktuigen en Het Aangeven Van Enkele ProbleemgebiedenDocument18 pagesOverzicht Afname-Normen Gereedschapswerktuigen en Het Aangeven Van Enkele Probleemgebiedenmarcel habersNo ratings yet
- Completed Camd Lab DocumentDocument89 pagesCompleted Camd Lab DocumentAjesh MANo ratings yet
- Technical Information Release Dnm-Tir 005 ACDocument1 pageTechnical Information Release Dnm-Tir 005 ACTeymur AliyevNo ratings yet
- 1st - T - Lect No.6 - CAM - Length OffestDocument38 pages1st - T - Lect No.6 - CAM - Length OffestHazem AhmedNo ratings yet
- IT3401C Codeur RotatifDocument4 pagesIT3401C Codeur RotatifDejuan HuffNo ratings yet
- Modenas Kriss Mr2Document81 pagesModenas Kriss Mr2Affendy LatipNo ratings yet
- P 7.8a, 7.8B 7.8CDocument23 pagesP 7.8a, 7.8B 7.8Csyahmi samirNo ratings yet
- Attachment 1 BEA ProcedureDocument7 pagesAttachment 1 BEA ProcedureFateh AliyaNo ratings yet
- Machine Operation CalculationsDocument9 pagesMachine Operation CalculationsGangadhar NavnageNo ratings yet
- NAKA Tool Ofset CancelDocument4 pagesNAKA Tool Ofset CancelPatryk MarczewskiNo ratings yet
- CNC MCT Job Sheet (Sentrol, Fanuc Basic1) 65pDocument57 pagesCNC MCT Job Sheet (Sentrol, Fanuc Basic1) 65pmarciano1980100% (1)
- sEW20Document78 pagessEW20Wan AzmiNo ratings yet
- Bhavya Forge & Fittings (India) .: Dimension Report-As Per Asme B16.9: 2013Document10 pagesBhavya Forge & Fittings (India) .: Dimension Report-As Per Asme B16.9: 2013Niraj PandeyNo ratings yet
- SEW Eurodrive Drive Unit For 4821-FDB-2005Document6 pagesSEW Eurodrive Drive Unit For 4821-FDB-2005Farobi RifqiNo ratings yet
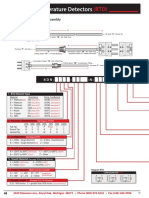
- Resistance Temperature Detectors: Style D - Quick Disconnect AssemblyDocument5 pagesResistance Temperature Detectors: Style D - Quick Disconnect AssemblyShivam TiwariNo ratings yet
- CNC ProgrammingDocument48 pagesCNC Programminglakshmichandranath889No ratings yet
- Training Copy Not For Execution: Sop No. Supersedes Effective Date Next Review DateDocument5 pagesTraining Copy Not For Execution: Sop No. Supersedes Effective Date Next Review Datemanohar kumarNo ratings yet
- NIKHILKUMAR 201229065225264 01 - DraftDocument7 pagesNIKHILKUMAR 201229065225264 01 - DraftAmit BidlanNo ratings yet
- Cost Optimization of Slab Milling Operation Using Genetic AlgorithmsDocument8 pagesCost Optimization of Slab Milling Operation Using Genetic AlgorithmsPelekani SakalaNo ratings yet
- viewNitPdf 2547183Document19 pagesviewNitPdf 2547183EMJAYNo ratings yet
- 143 13 English Catalogue 2014 PDFDocument319 pages143 13 English Catalogue 2014 PDFJa Pa JaNo ratings yet
- Calibrador ElectrónicoDocument6 pagesCalibrador ElectrónicoJaiatiNo ratings yet
- TS27R - BlumDocument14 pagesTS27R - BlumtranhoachbnNo ratings yet
- Report Edm Wire CutDocument12 pagesReport Edm Wire CutGEEKIjatsNo ratings yet
- RO1364Document2 pagesRO1364shiauyunn.yeohNo ratings yet
- 1315 - Air J S EnterprisesDocument1 page1315 - Air J S EnterprisesJaffer AliNo ratings yet
- Air Cooled Heat Exchanger Design Calculator (Estimation) : To ModifyDocument9 pagesAir Cooled Heat Exchanger Design Calculator (Estimation) : To ModifyBilal BhattiNo ratings yet
- PV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Document32 pagesPV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Priyo Jati WahyonoNo ratings yet
- Trisquare Switchgear Pvt. LTD.: Commercial OfferDocument8 pagesTrisquare Switchgear Pvt. LTD.: Commercial OfferaaaaNo ratings yet