You might also like
- DdwndtunnelDocument12 pagesDdwndtunnelEmmanuel BagonNo ratings yet
- Influence of Convergent Section Length and Angle On Performance of Supersonic NozzleDocument7 pagesInfluence of Convergent Section Length and Angle On Performance of Supersonic Nozzledjeffal mohammed amineNo ratings yet
- Jurnal TeknologiDocument7 pagesJurnal TeknologiThoni LacknerNo ratings yet
- Investigation of The Flow Field For A Double-Outlet Nozzle During Minimum Quality Lubrication GrindingDocument9 pagesInvestigation of The Flow Field For A Double-Outlet Nozzle During Minimum Quality Lubrication GrindingJosephat KalanziNo ratings yet
- Yan-Gregory and Smith-Secondary Flow Reduction in A Nozzle Guide Vane Cascade by Non-Axisymmetric End Wall ProfilingDocument8 pagesYan-Gregory and Smith-Secondary Flow Reduction in A Nozzle Guide Vane Cascade by Non-Axisymmetric End Wall ProfilingDivyansh RathiNo ratings yet
- I J Seas 20171208Document7 pagesI J Seas 20171208Anonymous PL6rbbNo ratings yet
- Efficiency Analysis of An Aerospike Nozzle: Dipak J. Choudhari, Uday V. AsolekarDocument5 pagesEfficiency Analysis of An Aerospike Nozzle: Dipak J. Choudhari, Uday V. AsolekarAswith R ShenoyNo ratings yet
- Minimization of Exit Flow Non-Uniformities in Supersonic NozzlesDocument5 pagesMinimization of Exit Flow Non-Uniformities in Supersonic NozzlesJanaNo ratings yet
- Design of Various Components of An Open Circuit Blower Tunnel Without Exit DiffuserDocument6 pagesDesign of Various Components of An Open Circuit Blower Tunnel Without Exit DiffuserprashasscribdNo ratings yet
- Fluids: A Computational Simulation Study of Fluid Mechanics of Low-Speed Wind Tunnel ContractionsDocument12 pagesFluids: A Computational Simulation Study of Fluid Mechanics of Low-Speed Wind Tunnel ContractionsJAIR DIEGO VIDAURRE QUISPENo ratings yet
- Numerical Model of An Air-Jet Loom Main Nozzle For Drag Forces EvaluationDocument6 pagesNumerical Model of An Air-Jet Loom Main Nozzle For Drag Forces EvaluationAnuj ShandilyaNo ratings yet
- Optimum Design of Wind Tunnel Contractions MikhailDocument7 pagesOptimum Design of Wind Tunnel Contractions MikhailsekharsamyNo ratings yet
- Design of A PipeRing Type of Sparger For A Bubble Column Reactor PDFDocument8 pagesDesign of A PipeRing Type of Sparger For A Bubble Column Reactor PDFAshkanHosseini100% (1)
- Design of Aerospike Nozzle 3Document5 pagesDesign of Aerospike Nozzle 3Chowkidar Karthik100% (1)
- 3.2. Contraction: Design Methodology For A Quick and Low-Cost Wind Tunnel 9Document2 pages3.2. Contraction: Design Methodology For A Quick and Low-Cost Wind Tunnel 9Dang Tien PhucNo ratings yet
- Metals 11 01223 v2Document13 pagesMetals 11 01223 v2tf maNo ratings yet
- CFD Analysis of Rocket Nozzle Flow Using ANSYSDocument7 pagesCFD Analysis of Rocket Nozzle Flow Using ANSYSSAMEER MOHDNo ratings yet
- 1Document14 pages1Umair MunirNo ratings yet
- Pandey & Brar - SymmetryDocument20 pagesPandey & Brar - SymmetrylalluNo ratings yet
- Experimental Investigation of The Flow Noise and VDocument20 pagesExperimental Investigation of The Flow Noise and VanhspidermenNo ratings yet
- Transonic radial compressor inlet design optimizationDocument8 pagesTransonic radial compressor inlet design optimizationEmandi RajeshNo ratings yet
- Numerical Investigation of Three-Dimensional Separation Control in An Axial Compressor CascadeDocument6 pagesNumerical Investigation of Three-Dimensional Separation Control in An Axial Compressor CascadeDeepakNarayananNo ratings yet
- Ijser: Design Optimisation of Convergent-Divergent Aircraft NozzleDocument8 pagesIjser: Design Optimisation of Convergent-Divergent Aircraft NozzleHAFIZ GOHAR FARIDNo ratings yet
- Test Section Blockage Corrections For Subsonic Open-Circuit Wind TunnelDocument4 pagesTest Section Blockage Corrections For Subsonic Open-Circuit Wind TunnelTJPRC PublicationsNo ratings yet
- Yan2019 Article AxisymmetricHub-EndwallProfileDocument16 pagesYan2019 Article AxisymmetricHub-EndwallProfileMoatazmostafamostafaNo ratings yet
- Numerical Investigation of Three-Dimensional Separation Control in An Axial Compressor CascadeDocument7 pagesNumerical Investigation of Three-Dimensional Separation Control in An Axial Compressor CascadeMohammad OmidiNo ratings yet
- Design and Optimization of Aerospike Nozzle UsingDocument31 pagesDesign and Optimization of Aerospike Nozzle UsingHrm rocketNo ratings yet
- Turbo 141 01 011011Document11 pagesTurbo 141 01 011011Navdeep SinghNo ratings yet
- Nazar Aldabash R1Document17 pagesNazar Aldabash R1Anuj ShandilyaNo ratings yet
- Review of Supersonic Intake Buzz, Problems Associated and Possible SolutionsDocument6 pagesReview of Supersonic Intake Buzz, Problems Associated and Possible Solutionsneerajkumarer9680No ratings yet
- Project Abstract - 1 (13N31D7618)Document1 pageProject Abstract - 1 (13N31D7618)aditya1589No ratings yet
- Effect of Bent Inlet Pipe On The Ow Instability Behavior of Centrifugal CompressorsDocument11 pagesEffect of Bent Inlet Pipe On The Ow Instability Behavior of Centrifugal CompressorsAnbarasan RaviNo ratings yet
- Computational Analysis of Mixing in Scramjet Combustor Using Cross Flow Injection TechniqueDocument8 pagesComputational Analysis of Mixing in Scramjet Combustor Using Cross Flow Injection TechniqueTJPRC PublicationsNo ratings yet
- Jet Control: 3.1 Classification of Control MethodsDocument5 pagesJet Control: 3.1 Classification of Control MethodsVignesh MeganathanNo ratings yet
- Nazar Aldabash R1Document17 pagesNazar Aldabash R1ABDULLAH SHAHRIAR PIYAL CHY 1803034No ratings yet
- Pressure Drop Characteristics of Perforated Pipes With Particular Application To The Concentric Tube ResonatorDocument9 pagesPressure Drop Characteristics of Perforated Pipes With Particular Application To The Concentric Tube ResonatorDavid NeihgukNo ratings yet
- 68 - Cartalos Et Dupuis (1993)Document11 pages68 - Cartalos Et Dupuis (1993)Hicham HichamNo ratings yet
- Design Aspects of Tall Chimneys: S. N. ManoharDocument8 pagesDesign Aspects of Tall Chimneys: S. N. ManoharRama KrishnaNo ratings yet
- Design Construction and Performance Test of A Low Cost Subsonic Wind TunnelDocument10 pagesDesign Construction and Performance Test of A Low Cost Subsonic Wind TunnelalfredsunnyNo ratings yet
- Swain 9 RelDocument100 pagesSwain 9 RelAJINKYANo ratings yet
- Numerical Study of Sub Nozzle Flows For The Weft Transmis - 2015 - Procedia EngiDocument6 pagesNumerical Study of Sub Nozzle Flows For The Weft Transmis - 2015 - Procedia Engiyirga shitahunNo ratings yet
- The Study of End Losses in A Three Dimensional Rectilinear Turbine CascadeDocument18 pagesThe Study of End Losses in A Three Dimensional Rectilinear Turbine CascadevinodsingoriaNo ratings yet
- AerodynamicsDocument23 pagesAerodynamicsadwankarparagNo ratings yet
- Nfgyju 70Document10 pagesNfgyju 70amit986876587No ratings yet
- CFD Analysis of Conical and Bell NozzlesDocument5 pagesCFD Analysis of Conical and Bell NozzlesKunal RaikarNo ratings yet
- He, Zheng - 2017 - Mechanisms of Sweep On The Performance of Transonic Centrifugal Compressor ImpellersDocument22 pagesHe, Zheng - 2017 - Mechanisms of Sweep On The Performance of Transonic Centrifugal Compressor ImpellersXiao HeNo ratings yet
- Numerical Analysis of Suppression of Laminar Bubble at Low Reynolds Number Using Different ProtrusionsDocument8 pagesNumerical Analysis of Suppression of Laminar Bubble at Low Reynolds Number Using Different ProtrusionsKarthikNo ratings yet
- The Ow Pattern and Entropy Generation in An Axial Inlet Cyclone With Re Ux Cone and Gaps in The Vortex FinderDocument12 pagesThe Ow Pattern and Entropy Generation in An Axial Inlet Cyclone With Re Ux Cone and Gaps in The Vortex FinderdadNo ratings yet
- Effect_of_bent_inlet_pipe_on_the_flow_instability_Document11 pagesEffect_of_bent_inlet_pipe_on_the_flow_instability_MaximilianoNo ratings yet
- Experimental Study For Ik Airfoil at Low Speed in A Rectangular Air Cross FlowDocument10 pagesExperimental Study For Ik Airfoil at Low Speed in A Rectangular Air Cross FlowTJPRC PublicationsNo ratings yet
- Ieic D 20 00500 PDFDocument7 pagesIeic D 20 00500 PDFDiptoNo ratings yet
- Theoretical Study On Dual Bell Nozzle For Future SSTO MissionsDocument5 pagesTheoretical Study On Dual Bell Nozzle For Future SSTO MissionsAbu Hudhayfa MuhammadNo ratings yet
- Effects of A Parametric Variation of The Rim Seal Geometry On The Interaction Between Hub Leakage and Mainstream Flows in High Pressure TurbinesDocument11 pagesEffects of A Parametric Variation of The Rim Seal Geometry On The Interaction Between Hub Leakage and Mainstream Flows in High Pressure TurbinesIvan MagriniNo ratings yet
- 1 s2.0 S003259102200523X MainDocument17 pages1 s2.0 S003259102200523X Maintejareddy1No ratings yet
- Analysis of Area Ratio in A CD Nozzle With Suddenly Expanded Duct Using CFD MethodDocument11 pagesAnalysis of Area Ratio in A CD Nozzle With Suddenly Expanded Duct Using CFD MethodNainan TrivediNo ratings yet
- Testing and Commissioning of Low to Supersonic Wind Tunnel Test SectionsDocument7 pagesTesting and Commissioning of Low to Supersonic Wind Tunnel Test SectionsMj Santos100% (1)
- 03 VzmijanovicDocument8 pages03 VzmijanovicJon DoeNo ratings yet
- 1 OnlineDocument21 pages1 OnlineBành Đức MinhNo ratings yet
- Design of A Variable Contraction For A Full-Scale Automotive Wind TunnelDocument21 pagesDesign of A Variable Contraction For A Full-Scale Automotive Wind TunnelBành Đức MinhNo ratings yet
- Development of Wind Tunnel For Laboratory Wind Turbine TestingDocument5 pagesDevelopment of Wind Tunnel For Laboratory Wind Turbine TestingBành Đức MinhNo ratings yet
- Fundamentals of Wind-Tunnel Design ChapterDocument11 pagesFundamentals of Wind-Tunnel Design ChapterMustafa EserNo ratings yet
- Wave Mechanics Activity Using Phet SimulationDocument4 pagesWave Mechanics Activity Using Phet SimulationAeriel May PliegoNo ratings yet
- BLDEA’S VACHANA PITAMAHA DR. P.G HALAKATTI COLLEGE ZERO ENERGY BUILDING SEMINARDocument15 pagesBLDEA’S VACHANA PITAMAHA DR. P.G HALAKATTI COLLEGE ZERO ENERGY BUILDING SEMINARMuhammad MangoliNo ratings yet
- Some Aspects On Integrated Current Shunts For High Frequency Switching Power Electronic ConvertersDocument6 pagesSome Aspects On Integrated Current Shunts For High Frequency Switching Power Electronic ConvertersElena RamonaNo ratings yet
- AnsaldoEnergia SYNCHRONOUSCONDENSERS 20220622Document6 pagesAnsaldoEnergia SYNCHRONOUSCONDENSERS 20220622rotimi olalekan fataiNo ratings yet
- 01 GCB History enDocument25 pages01 GCB History enInsan AzizNo ratings yet
- SD20N60Document10 pagesSD20N60Francisco LucenaNo ratings yet
- Q-21 Attempt All Questions Time: 45 Min Electronics and CommunicationDocument5 pagesQ-21 Attempt All Questions Time: 45 Min Electronics and CommunicationalemuNo ratings yet
- SI Units and Prefixes Explained: Chapter 1 ReviewDocument9 pagesSI Units and Prefixes Explained: Chapter 1 ReviewalejandroNo ratings yet
- Panda PMS 8mini E-TEC Operation Manual (V02)Document56 pagesPanda PMS 8mini E-TEC Operation Manual (V02)Dình Trần100% (1)
- Datasheet MCBDocument3 pagesDatasheet MCBNanda ramadhanNo ratings yet
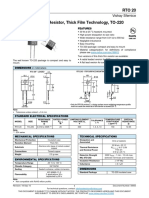
- Vishay Sfernice: FeaturesDocument5 pagesVishay Sfernice: FeaturesteoilcaNo ratings yet
- DC Motor ControlDocument11 pagesDC Motor ControlPearl Joyce SubereNo ratings yet
- DC Distribution NetworkDocument7 pagesDC Distribution NetworkAugustine OkaforNo ratings yet
- Exp. 5 - Continuity Test For A Given Electrical Circuit Need For Continuity TestingDocument12 pagesExp. 5 - Continuity Test For A Given Electrical Circuit Need For Continuity Testingrishika chhibberNo ratings yet
- Physics121 Exam1 Homework SetDocument14 pagesPhysics121 Exam1 Homework Sethahaha43210No ratings yet
- Week 7 - Differential Equations of Physical SystemsDocument9 pagesWeek 7 - Differential Equations of Physical SystemsMohammad OzairNo ratings yet
- CH 6 NotesDocument34 pagesCH 6 NotesKris ANo ratings yet
- Astm D 445Document10 pagesAstm D 445Régulo RafaelNo ratings yet
- SMMS-7 - Benchmarking and USP.Document19 pagesSMMS-7 - Benchmarking and USP.Tín Nguyễn ThànhNo ratings yet
- Parallel Operation of DC GeneratorsDocument11 pagesParallel Operation of DC GeneratorsSangeen Panezai0% (1)
- Physics Lesson on Work and PowerDocument4 pagesPhysics Lesson on Work and PowerJb Croft89% (9)
- Name: - Class: - : Read The Clocks and Answer The QuestionsDocument2 pagesName: - Class: - : Read The Clocks and Answer The QuestionsGEETHA NARAYANAN HOMEROOM - PRIMARY-SLM-MAINNo ratings yet
- Aits 2223 FT Viii Jeea Paper 1 SolDocument14 pagesAits 2223 FT Viii Jeea Paper 1 SolREBBAPRAGADA KARTHEEKNo ratings yet
- ch11 1Document55 pagesch11 1Krizzi Dizon GarciaNo ratings yet
- AP Physics Lab 6.1Document6 pagesAP Physics Lab 6.1randomNo ratings yet
- 1.1 Temperature Compensated Logarithmic Amplifier: T TC R R R TCDocument2 pages1.1 Temperature Compensated Logarithmic Amplifier: T TC R R R TCnapoleon_velasc3617No ratings yet
- 211Document7 pages211Anonymous Qr763VNo ratings yet
- Leduri SMDDocument12 pagesLeduri SMDali3nu2No ratings yet
- First Law of Thermodynamics: Air AirDocument27 pagesFirst Law of Thermodynamics: Air AirDiptoNo ratings yet
- Problems Set 1 PDFDocument5 pagesProblems Set 1 PDFabdghfarNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Introduction to Fly-By-Wire Flight Control SystemsFrom EverandIntroduction to Fly-By-Wire Flight Control SystemsRating: 5 out of 5 stars5/5 (1)