You might also like
- L7 StudsDocument4 pagesL7 Studsmoussapjomaa619No ratings yet
- L3 StudsDocument7 pagesL3 Studsmoussapjomaa619No ratings yet
- L5 StudsDocument7 pagesL5 Studsmoussapjomaa619No ratings yet
- تقرير معاملDocument13 pagesتقرير معاملايمن عمار جاسم محمد0% (1)
- MUCLecture 2022 4193368Document7 pagesMUCLecture 2022 4193368hsejmal12345No ratings yet
- MUCLecture 2022 4193368Document7 pagesMUCLecture 2022 4193368hsejmal12345No ratings yet
- MUCLecture 2021 112840867Document15 pagesMUCLecture 2021 112840867masrerlordNo ratings yet
- تجربة الرتدرج الحبيبيDocument1 pageتجربة الرتدرج الحبيبيhadjer amel DehiniNo ratings yet
- 542834684 تجربة الرتدرج الحبيبيDocument1 page542834684 تجربة الرتدرج الحبيبيahmed14cNo ratings yet
- ISO 17707/2005 (Confirmed in 2019)Document14 pagesISO 17707/2005 (Confirmed in 2019)mawada.nasefNo ratings yet
- وسائل الانتاجDocument11 pagesوسائل الانتاجFATI DRISNo ratings yet
- 6Document3 pages6gomaaNo ratings yet
- حوامل القطعDocument4 pagesحوامل القطعNacim GMNo ratings yet
- 00231Document8 pages00231يوسف وليد عبد الرحيمNo ratings yet
- 112برنامج تدريب الإنتاجDocument107 pages112برنامج تدريب الإنتاجاشرينكيل مسونكيل100% (2)
- التجارب المعمليه فى الطرقDocument34 pagesالتجارب المعمليه فى الطرقMohammad Abu Yaman100% (1)
- L2Document24 pagesL2moussapjomaa619No ratings yet
- التثقيب التجويف التصحيحDocument4 pagesالتثقيب التجويف التصحيحAbdellah BenkhiraNo ratings yet
- Dzexams 2as Genie Civil 1478070Document6 pagesDzexams 2as Genie Civil 1478070samirasidalibouchramouaadNo ratings yet
- T5Document1 pageT5سعد شحودNo ratings yet
- TournageDocument6 pagesTournagekhocine100% (1)
- الوصلة المتمحورة بالتدحرجDocument2 pagesالوصلة المتمحورة بالتدحرجSmail Ben HamedNo ratings yet
- Publication 11 19626 460Document2 pagesPublication 11 19626 460adelNo ratings yet
- Publication 11 19626 460Document2 pagesPublication 11 19626 460adelNo ratings yet
- التصنيع البصري م6Document85 pagesالتصنيع البصري م6Mhd Saeed Maroof100% (1)
- االبرادةDocument7 pagesاالبرادةSerag FathiNo ratings yet
- الوصلة المتمحورة بالتدحرجDocument7 pagesالوصلة المتمحورة بالتدحرجSmail Ben HamedNo ratings yet
- 1-Bac Blanc Sujet N1 Mai 2016 BDocument18 pages1-Bac Blanc Sujet N1 Mai 2016 BNacim GMNo ratings yet
- الوحدة 3 قطع القلاووظ بالخراطةDocument64 pagesالوحدة 3 قطع القلاووظ بالخراطةMF100% (2)
- Micrometers and Calipers عملي القياساتDocument27 pagesMicrometers and Calipers عملي القياساتmohamed YehyaNo ratings yet
- اختبار مطرقة شميدت شركة اسكانتاDocument11 pagesاختبار مطرقة شميدت شركة اسكانتاhnr553953580% (5)
- صيانة ماكينة الحياكةDocument90 pagesصيانة ماكينة الحياكةKimo AlshameryNo ratings yet
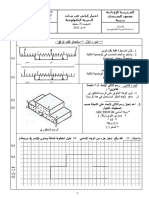
- فرض تأليفي 9 أساسي الثلاثي2 التربية التكنولوجيةDocument3 pagesفرض تأليفي 9 أساسي الثلاثي2 التربية التكنولوجيةAouinti94% (17)
- 2018-كتاب خراطة وحساب فنى- س3Document135 pages2018-كتاب خراطة وحساب فنى- س3A.s. TripoliNo ratings yet
- 7base Controle 3Document4 pages7base Controle 3Mariem MouNo ratings yet
- مشروع أساسيDocument17 pagesمشروع أساسيGhandy ShekhoNo ratings yet
- 9618المحاضرة السادسةDocument27 pages9618المحاضرة السادسةاحمد نعيمNo ratings yet
- 24 PDFDocument19 pages24 PDFAmr AbdalhNo ratings yet
- دراسة أسعار بنود الالومنيومDocument13 pagesدراسة أسعار بنود الالومنيوممصعب السقافNo ratings yet
- دراسة أسعار بنود الالومنيومDocument13 pagesدراسة أسعار بنود الالومنيومFăđøľ MõhâmmëďNo ratings yet
- Lecture 23Document9 pagesLecture 23ahmad.m.fadel1992No ratings yet
- آلة الفريزةDocument14 pagesآلة الفريزةEzz ElhNo ratings yet
- 2021 2022 9اساسيDocument3 pages2021 2022 9اساسيAsma MemmiNo ratings yet
- النموذج الجديد فنى وبيئى ورق كرتونDocument16 pagesالنموذج الجديد فنى وبيئى ورق كرتونeman sobhyNo ratings yet
- دراسة اسعار بنود النجارةDocument25 pagesدراسة اسعار بنود النجارةadelashrafengNo ratings yet
- دراسة تمهيدية لإنشاء مصنع فيبر جلاسDocument4 pagesدراسة تمهيدية لإنشاء مصنع فيبر جلاسMohammed AlaaNo ratings yet
- الوحدة 5 العمليات الأساسية للخراطة 3Document61 pagesالوحدة 5 العمليات الأساسية للخراطة 3Fløwer BesanNo ratings yet
- University of Benghazi 6Document4 pagesUniversity of Benghazi 6عبدالله عبدالحكيم عامرNo ratings yet
- DS1 9base 2022 v1.0Document4 pagesDS1 9base 2022 v1.0boussetta144No ratings yet
- خراطهDocument7 pagesخراطه11002299nnmmnmNo ratings yet
- التسويةDocument3 pagesالتسويةnnju66320No ratings yet
- Devoir de Synthèse N°1 - Technologie - 9ème (2008-2009) MR Jerbi SofienDocument4 pagesDevoir de Synthèse N°1 - Technologie - 9ème (2008-2009) MR Jerbi SofienChokri Jaballi100% (1)
- Document BAC 08Document12 pagesDocument BAC 08rachidaccNo ratings yet
- ... مساحة 2 PDFDocument9 pages... مساحة 2 PDFالشهاب ناروتوNo ratings yet
- القراءات في الصورة 2Document14 pagesالقراءات في الصورة 2ALANOOD NASSER100% (1)