You might also like
- CVT and Shift Indicator, Cruise Control, Engine ControlDocument27 pagesCVT and Shift Indicator, Cruise Control, Engine ControlБарат МахпировNo ratings yet
- Diesel Engine Emission and Control PDFDocument64 pagesDiesel Engine Emission and Control PDFRohit_l7No ratings yet
- Automotive Catalyst: 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung UniversityDocument160 pagesAutomotive Catalyst: 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung UniversityVenu GopalNo ratings yet
- Designing The Next Generation of Small Pleasure and Commercial Powerboats With The Latest ISO 12215-5 For Hull Construction and ScantlingsDocument14 pagesDesigning The Next Generation of Small Pleasure and Commercial Powerboats With The Latest ISO 12215-5 For Hull Construction and ScantlingsДмитрий КирзуновNo ratings yet
- Pipeline BasicsDocument12 pagesPipeline Basicsgerrydl100% (2)
- Low Carbon Technology For Marine ApplicationDocument21 pagesLow Carbon Technology For Marine ApplicationTamal MukherjeeNo ratings yet
- Application Guide Nordberg GP Series Cone CrushersDocument14 pagesApplication Guide Nordberg GP Series Cone CrushersAndrey Gyrych100% (1)
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Low SulphurDocument55 pagesLow SulphurАлександр РусскихNo ratings yet
- The Electrochemistry and Characteristics of Embeddable Reference Electrodes for ConcreteFrom EverandThe Electrochemistry and Characteristics of Embeddable Reference Electrodes for ConcreteNo ratings yet
- Steam Blowing Steam Blowing Procedure PDFDocument11 pagesSteam Blowing Steam Blowing Procedure PDFAdelAbdElhamidNo ratings yet
- New Technologies for Emission Control in Marine Diesel EnginesFrom EverandNew Technologies for Emission Control in Marine Diesel EnginesNo ratings yet
- ECA Compliance EbookDocument62 pagesECA Compliance EbookbuzbonNo ratings yet
- 2 BV PresentationDocument10 pages2 BV PresentationKaran DoshiNo ratings yet
- Scrubbers On TankersDocument15 pagesScrubbers On TankersJohn RobertsNo ratings yet
- PE40002 Slides Midsem (1997)Document45 pagesPE40002 Slides Midsem (1997)Shaiha AshrafNo ratings yet
- Marine Scrubber Efficiency and Nox Emission From Large Ocean Going VesselsDocument29 pagesMarine Scrubber Efficiency and Nox Emission From Large Ocean Going VesselsvikramNo ratings yet
- Marinization of A Two Stage Mixed StructDocument10 pagesMarinization of A Two Stage Mixed StructAlbert StratingNo ratings yet
- Cleaner Vehicle EmissionsDocument7 pagesCleaner Vehicle EmissionsDikra BkNo ratings yet
- Hughes E IMODocument18 pagesHughes E IMOmustafasenbagci3693No ratings yet
- CTO Rohini 2023Document6 pagesCTO Rohini 2023environment NK AreaNo ratings yet
- Paper 2023 - Evaluation of Alternative Marine Fuels From Dual Perspectives Considering Multiple Vessel SizesDocument19 pagesPaper 2023 - Evaluation of Alternative Marine Fuels From Dual Perspectives Considering Multiple Vessel SizesAlexandros MichelisNo ratings yet
- Shore To Ship System - An Alternative Electric PowDocument11 pagesShore To Ship System - An Alternative Electric PowJCANo ratings yet
- Standards in Shipping: Looking ForwardDocument62 pagesStandards in Shipping: Looking ForwardAjithkumar SukumarnNo ratings yet
- Assessing Methanol Potential As A Cleaner Marine Fuel: An Analysis of Its Implications On Emissions and Regulation ComplianceDocument12 pagesAssessing Methanol Potential As A Cleaner Marine Fuel: An Analysis of Its Implications On Emissions and Regulation Compliancezixin chenNo ratings yet
- Focus Shift - NOx Emissions and Why The World Needs To Pay Immediate AttentionDocument4 pagesFocus Shift - NOx Emissions and Why The World Needs To Pay Immediate AttentionKamelia CleantechNo ratings yet
- Membrane Tanks On Inland Gas TankersDocument32 pagesMembrane Tanks On Inland Gas Tankersdordano zuvelaNo ratings yet
- "Shore To Ship" System - An Alternative Electric Power Supply in PortDocument10 pages"Shore To Ship" System - An Alternative Electric Power Supply in PortBenny TshoombeNo ratings yet
- Winterfield Christian Moomba CCS Project 2020 Roundtable For Oil and Gas FinalDocument11 pagesWinterfield Christian Moomba CCS Project 2020 Roundtable For Oil and Gas FinalyavveeNo ratings yet
- Compliance Possibilities For The FutureDocument13 pagesCompliance Possibilities For The FutureSamyak DhutaleNo ratings yet
- Clean Marine Presentation To Intertanko - Ma 2014Document45 pagesClean Marine Presentation To Intertanko - Ma 2014Yao WeiNo ratings yet
- Marpol 2020Document15 pagesMarpol 2020shantisagarkoneruNo ratings yet
- V65 N1 P8 OS C832 WelayaDocument20 pagesV65 N1 P8 OS C832 WelayaMorgen GumpNo ratings yet
- Jobsheet 1 Perancangan Kapal RateDocument13 pagesJobsheet 1 Perancangan Kapal RateJesicha PamelaNo ratings yet
- VDMA Broschüre 2011 enDocument62 pagesVDMA Broschüre 2011 enDule FangioNo ratings yet
- Air Pollution From ShipsDocument7 pagesAir Pollution From ShipsKhairul AzaniNo ratings yet
- Prof. Dr. Md. Mashud Karim Department of NAME 2. S.M. Rashidul Hasan, PH.D Student, Department of NAMEDocument35 pagesProf. Dr. Md. Mashud Karim Department of NAME 2. S.M. Rashidul Hasan, PH.D Student, Department of NAMEmanon160No ratings yet
- U38 - Aspen (7-7-03)Document57 pagesU38 - Aspen (7-7-03)kreutzNo ratings yet
- SSRN Id4440340Document34 pagesSSRN Id4440340Dimas FalsafNo ratings yet
- Ses 27 P01Document18 pagesSes 27 P01ninaehimovNo ratings yet
- Engineering Consideration of Surface Facilities For A Candidate CCS Demonstration Project in JapanDocument8 pagesEngineering Consideration of Surface Facilities For A Candidate CCS Demonstration Project in JapanAlex SalazarNo ratings yet
- J.fuel.2020.118477 042731Document16 pagesJ.fuel.2020.118477 042731armen.lambo115No ratings yet
- A Multi Criteria Approach For Comparing Alternative 2023 Energy Conversion ADocument16 pagesA Multi Criteria Approach For Comparing Alternative 2023 Energy Conversion A劉振邦No ratings yet
- The Management of The Radioactive Waste Generated by Cernavoda NPP, Romania, An Example of International Cooperation - 13449Document15 pagesThe Management of The Radioactive Waste Generated by Cernavoda NPP, Romania, An Example of International Cooperation - 13449MihaelaNo ratings yet
- HaddadjiSonatrach AlgeriaDocument34 pagesHaddadjiSonatrach AlgeriaChemita HidalgoNo ratings yet
- 15-06-2020-1592206359-6-Ijme-1. Ijme - Human-Induced Violation of Imo Regulations On EmissionDocument10 pages15-06-2020-1592206359-6-Ijme-1. Ijme - Human-Induced Violation of Imo Regulations On Emissioniaset123No ratings yet
- A Discussion On Alternative Fuel Criteria For Marine TrasportDocument9 pagesA Discussion On Alternative Fuel Criteria For Marine TrasportVyshakhNo ratings yet
- Jobsheet 1 Perancangan KapalDocument12 pagesJobsheet 1 Perancangan KapalAndika SatriyaNo ratings yet
- 2021 02 ROSEN PaperDocument13 pages2021 02 ROSEN Papermostafa shahrabiNo ratings yet
- Catalysts 12 01191 v2 1 3Document3 pagesCatalysts 12 01191 v2 1 3galin8575No ratings yet
- Topa CTO 2018Document5 pagesTopa CTO 2018nikhil ranjanNo ratings yet
- Design, Fabrication and Testing of A 4-Way Catalytic Converter For Reducing Exhaust Emission Pollution in A Diesel Automobile EngineDocument14 pagesDesign, Fabrication and Testing of A 4-Way Catalytic Converter For Reducing Exhaust Emission Pollution in A Diesel Automobile EngineTJPRC PublicationsNo ratings yet
- Wartsila ScrubbersDocument8 pagesWartsila ScrubbersKalezic NebojsaNo ratings yet
- 1 s2.0 S2092678221000510 MainDocument15 pages1 s2.0 S2092678221000510 MainromaylopezismaelNo ratings yet
- Man Ps 2020 Brochure Jan 2019Document13 pagesMan Ps 2020 Brochure Jan 2019Alexandros KritsotakisNo ratings yet
- CEN/TC 51 Business Plan Date: 2015-04-21Document11 pagesCEN/TC 51 Business Plan Date: 2015-04-21Oyebola Akin-DeluNo ratings yet
- Sulphur Inspection Guidance - 2018Document28 pagesSulphur Inspection Guidance - 2018ΑΝΝΑ ΒΛΑΣΣΟΠΟΥΛΟΥNo ratings yet
- DBS - IMO 2020 - Sulphur Limit - Dec 2021Document42 pagesDBS - IMO 2020 - Sulphur Limit - Dec 2021frajogodiNo ratings yet
- p2000 Data Sheet MarineDocument4 pagesp2000 Data Sheet MarineMeindert gerssenNo ratings yet
- IndianOils Net Zero Target 25082022Document15 pagesIndianOils Net Zero Target 25082022karikalcholan mayavanNo ratings yet
- Guideline For Plans SubmissionDocument7 pagesGuideline For Plans SubmissionPrathamesh ShevaleNo ratings yet
- 4f6580da f072 8fb5w3Document9 pages4f6580da f072 8fb5w3Nur Aufaq Rizky IrfanNo ratings yet
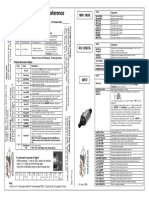
- Jetcat V5.0 Ecu Quick Reference: Min / MaxDocument2 pagesJetcat V5.0 Ecu Quick Reference: Min / Maxmohamed sidkyNo ratings yet
- מפרט רכש טורבינות - - BoBo - UTEXDocument8 pagesמפרט רכש טורבינות - - BoBo - UTEXYoninNo ratings yet
- Flomax OverviewDocument45 pagesFlomax OverviewjsgkhairulNo ratings yet
- Permeability Estimates: Classical Methods For Permeability Estimating 14.1 Metode Klasik Untuk Estimasi PermeabilitasDocument21 pagesPermeability Estimates: Classical Methods For Permeability Estimating 14.1 Metode Klasik Untuk Estimasi PermeabilitasBERNADDY MBNo ratings yet
- T5 RED-LVD EN60065 ReportDocument59 pagesT5 RED-LVD EN60065 ReportBillNo ratings yet
- Asyraf Thaqif Resume 4Document1 pageAsyraf Thaqif Resume 4nurul fatihahNo ratings yet
- 6 Market For Green AmmoniaDocument8 pages6 Market For Green Ammoniaaquaboi924No ratings yet
- Lecture 13: Passive Circuit Elements: Inductors and RL CircuitsDocument8 pagesLecture 13: Passive Circuit Elements: Inductors and RL CircuitsHuzaifa RehanNo ratings yet
- BrochureDocument2 pagesBrochureShii YaoNo ratings yet
- Type of The TankerDocument18 pagesType of The TankerНиколай НикаNo ratings yet
- Physics 12 Inv Daniel PDF 1Document19 pagesPhysics 12 Inv Daniel PDF 1Karan RajNo ratings yet
- PhotosynthesisDocument59 pagesPhotosynthesisAima AzharNo ratings yet
- High Precision PSR Constant Current LED Driver Description FeaturesDocument2 pagesHigh Precision PSR Constant Current LED Driver Description FeaturesVictorUrbinaNo ratings yet
- 02 - Cabin Slim Ac Ug 2 D - 21 enDocument13 pages02 - Cabin Slim Ac Ug 2 D - 21 enkdc termice100% (1)
- Chapter 2 PhotosynthesisDocument41 pagesChapter 2 PhotosynthesisTshering ChodenNo ratings yet
- Euroklimat FCUDocument46 pagesEuroklimat FCUIb esNo ratings yet
- Charging System Troubleshooting: Identify The System To Be TestedDocument1 pageCharging System Troubleshooting: Identify The System To Be TestedEBNo ratings yet
- Price List RetailsDocument16 pagesPrice List RetailsKishan AhirNo ratings yet
- Lithium Iron Phosphate Battery - Lp18-48200: Electrical PerformanceDocument2 pagesLithium Iron Phosphate Battery - Lp18-48200: Electrical PerformanceSara Maria GonzalezNo ratings yet
- Clean Energy Technology Observatory Renewable fuels-KJNA31292ENNDocument59 pagesClean Energy Technology Observatory Renewable fuels-KJNA31292ENNismailayarNo ratings yet
- Salient Features:: Crawler DozerDocument4 pagesSalient Features:: Crawler DozerJackson PhinniNo ratings yet
- Advanced Features Certified Protection: Motor Protection and Control RelayDocument2 pagesAdvanced Features Certified Protection: Motor Protection and Control RelayEliasNo ratings yet
- (IJCST-V10I2P8) :yalamanchili Ramprasad, S.T. P Sarath Chandra, Nallamala NowhithDocument10 pages(IJCST-V10I2P8) :yalamanchili Ramprasad, S.T. P Sarath Chandra, Nallamala NowhithEighthSenseGroupNo ratings yet
- Load Cell Troubleshooting: Visual InspectionDocument7 pagesLoad Cell Troubleshooting: Visual InspectionLogan JohnsonNo ratings yet
- Exploring An Alternative To The Chilean Textile Waste CF Assessment of A Textile Recycling ProcessDocument7 pagesExploring An Alternative To The Chilean Textile Waste CF Assessment of A Textile Recycling Processivory11136999No ratings yet
- CDS 29Document2 pagesCDS 29MarleyNo ratings yet
- Rolldown: Pipe RehabilitationDocument4 pagesRolldown: Pipe RehabilitationYKNo ratings yet