You might also like
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Tool Model Review With CFT: Die / Core Box Project No. & Name: - Customer NameDocument3 pagesTool Model Review With CFT: Die / Core Box Project No. & Name: - Customer NamepraveenNo ratings yet
- New Bottom PlateDocument9 pagesNew Bottom PlateEmmanuel kusimo100% (1)
- Die Inward Inspection ReportDocument2 pagesDie Inward Inspection ReportRahul DevkateNo ratings yet
- Rajasthan Transformer 1Document24 pagesRajasthan Transformer 1Bijay KumarNo ratings yet
- Temperature Transmitter Specification Sheet: Client Project Unit LocationDocument2 pagesTemperature Transmitter Specification Sheet: Client Project Unit LocationFranklin J Talero BNo ratings yet
- Design DataDocument13 pagesDesign DatakamleshyadavmoneyNo ratings yet
- Indian Standard: Designer'S Data SheetDocument4 pagesIndian Standard: Designer'S Data SheetSumanth VasistaNo ratings yet
- Procedure Fabrikasi TankiDocument10 pagesProcedure Fabrikasi TankiMuhammad Yunus NurdinNo ratings yet
- CDPL-EEL-SNM-PUMP-QY-0002 - Pump Inspection and Test Procedure 4TP-47938 - R0Document23 pagesCDPL-EEL-SNM-PUMP-QY-0002 - Pump Inspection and Test Procedure 4TP-47938 - R0Amit KumarNo ratings yet
- Pulley 1Document4 pagesPulley 1Vijayakumar SamyNo ratings yet
- Air Blower Haya Water VerfDocument9 pagesAir Blower Haya Water Verfgharsallah mounaNo ratings yet
- AIRMAN PDS185S 6C1 Parts Catalog BTWDocument35 pagesAIRMAN PDS185S 6C1 Parts Catalog BTWAris SuryantoNo ratings yet
- Tank Fabrication ProcedureDocument11 pagesTank Fabrication ProcedureNurul100% (2)
- Inspection Test Record (Itr) - A Jacket Pre-Loadout ST08-ADocument1 pageInspection Test Record (Itr) - A Jacket Pre-Loadout ST08-AMomo ItachiNo ratings yet
- Fabrication and Erection ProcedureDocument13 pagesFabrication and Erection ProcedureshivanshsovNo ratings yet
- Construction Check Sheet Orifice Plate Pre-Installation Check I-005ADocument1 pageConstruction Check Sheet Orifice Plate Pre-Installation Check I-005AKailash PandeyNo ratings yet
- BK4A-001-TS-ME6-DS-01 - Datasheet For Pig Receiver - 3 - 040414 PDFDocument6 pagesBK4A-001-TS-ME6-DS-01 - Datasheet For Pig Receiver - 3 - 040414 PDFhai_solincvnNo ratings yet
- Screw Screw Screw Screw Pump Pump Pump PumpDocument2 pagesScrew Screw Screw Screw Pump Pump Pump PumpvictorvikramNo ratings yet
- Cold Forming ProcedureDocument5 pagesCold Forming ProcedureMassimo FumarolaNo ratings yet
- Me8381 - Computer Aided Machine Drawing ManualDocument89 pagesMe8381 - Computer Aided Machine Drawing ManualAeronautical Engineering HODNo ratings yet
- Fabrication Procedure For SteelDocument8 pagesFabrication Procedure For SteelNguyễn MinhNo ratings yet
- EIL - Specification SheetDocument1 pageEIL - Specification SheetDinesh ChouguleNo ratings yet
- Rectangular Tank Design - RoarksDocument3 pagesRectangular Tank Design - RoarksSakthi Vel100% (1)
- Product Data Sheet Rosemount CMB Chamber en 6236194Document16 pagesProduct Data Sheet Rosemount CMB Chamber en 6236194shaharlaleNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 Mechnisha_khanNo ratings yet
- 1890 No Till Air Drill 3 Section IntroductionDocument4 pages1890 No Till Air Drill 3 Section IntroductionOleksandr YermolenkoNo ratings yet
- Engineer's Training Manual-2023Document16 pagesEngineer's Training Manual-2023Jagannath EpeeliNo ratings yet
- QA-QC Plan For EQCC-011Document13 pagesQA-QC Plan For EQCC-011Ruthai KomthaisongNo ratings yet
- Document KindDocument10 pagesDocument KindTenri DimitriNo ratings yet
- Industrial TrainingDocument33 pagesIndustrial Trainingpawan0% (1)
- Samyo MPR 714Document79 pagesSamyo MPR 714Anonymous D8ay3BMJ5No ratings yet
- Pressure Vessel: Client Equip. No W.O. Requisition No. Specification No. Unit Area Procured by Installed byDocument1 pagePressure Vessel: Client Equip. No W.O. Requisition No. Specification No. Unit Area Procured by Installed byAiman HamamNo ratings yet
- DatasheetDocument1 pageDatasheetDeni HermawanNo ratings yet
- Inspection and Test Procedure and Plan Rev 0 Commented by HDECDocument16 pagesInspection and Test Procedure and Plan Rev 0 Commented by HDECarchalys4u100% (4)
- Refrigerant Aircooler 0.3 MMSCFD (Ac-200b)Document35 pagesRefrigerant Aircooler 0.3 MMSCFD (Ac-200b)RodolfoNo ratings yet
- API System Inspection ChecklistDocument2 pagesAPI System Inspection ChecklistYasir ArafatNo ratings yet
- Temperature Client Transmitter Project Specification Sheet Unit LocationDocument2 pagesTemperature Client Transmitter Project Specification Sheet Unit LocationFranklin J Talero BNo ratings yet
- Method StatementDocument10 pagesMethod StatementEmmanuel kusimoNo ratings yet
- Libro de Codigod de PermcoDocument21 pagesLibro de Codigod de Permcotecnicomineria14060No ratings yet
- 124 Code BookDocument21 pages124 Code BookYuriPasenkoNo ratings yet
- 460DскидерDocument1,164 pages460DскидерValerii100% (1)
- Shuttering Check-List For TWDDocument2 pagesShuttering Check-List For TWDMohammed Shabbir LunawadiNo ratings yet
- 111111111111111111seminar - I INJECTION MOULD DESIGNDocument64 pages111111111111111111seminar - I INJECTION MOULD DESIGNMuhammed K MNo ratings yet
- Mechanical Tank Gauging System (D 29)Document3 pagesMechanical Tank Gauging System (D 29)Elias EliasNo ratings yet
- TC FLS Sihi ZTND enDocument19 pagesTC FLS Sihi ZTND enFosseni DialloNo ratings yet
- Sample QAPDocument3 pagesSample QAPsniperiNo ratings yet
- TBE For UG Knock Out Drum - Draft For Rev.C1Document22 pagesTBE For UG Knock Out Drum - Draft For Rev.C1pragatheeskNo ratings yet
- 330 Adjustment of Pivot DoorDocument31 pages330 Adjustment of Pivot Doorhx344375No ratings yet
- Content List MDR Storange TankDocument72 pagesContent List MDR Storange Tankunto gunungNo ratings yet
- Mold Spec GuidelinesDocument25 pagesMold Spec GuidelinesBestin QnnNo ratings yet
- Technical Data: 1. DescriptionDocument7 pagesTechnical Data: 1. DescriptionRamesh arumugamNo ratings yet
- Check ListDocument4 pagesCheck ListDo BuiNo ratings yet
- Isa-Tr20 00 01-2001Document1 pageIsa-Tr20 00 01-2001makkee81997No ratings yet
- Technical Data: 1. DescriptionDocument15 pagesTechnical Data: 1. DescriptionInternational companyNo ratings yet
- Annex I-2.1 Technical Specification of Mechanical and Hydraulic Equipment-Rev01Document60 pagesAnnex I-2.1 Technical Specification of Mechanical and Hydraulic Equipment-Rev01jackhuguesNo ratings yet
- Ventilation FansDocument39 pagesVentilation FanskalaiNo ratings yet
- In-Process Inspection Checklist: SL Check Points Observations Checked I Fabricated Cubicle / in House FabricationDocument3 pagesIn-Process Inspection Checklist: SL Check Points Observations Checked I Fabricated Cubicle / in House FabricationViswa Bhuvan0% (1)
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Senate ManualDocument35 pagesSenate ManualRbai praveenNo ratings yet
- Machinery Lubrication I IIDocument11 pagesMachinery Lubrication I IIRbai praveenNo ratings yet
- Anil Kumar R - CV - July 2014Document3 pagesAnil Kumar R - CV - July 2014Rbai praveenNo ratings yet
- Machinery Lubrication I IIDocument11 pagesMachinery Lubrication I IIRbai praveenNo ratings yet
- Rolls Royce HR OpeningDocument2 pagesRolls Royce HR OpeningRbai praveenNo ratings yet
- Electric Field IntensityDocument6 pagesElectric Field IntensityRbai praveenNo ratings yet
- HNDPMPDocument2 pagesHNDPMPRbai praveenNo ratings yet
- Automated Guided VehicleDocument30 pagesAutomated Guided VehicleRbai praveenNo ratings yet
- MbaDocument65 pagesMbaRbai praveenNo ratings yet
- Diode Laser: Theory of OperationDocument12 pagesDiode Laser: Theory of OperationRbai praveenNo ratings yet
- Airbag Inflation: The Airbag and Inflation System Stored in The Steering Wheel. See MoreDocument5 pagesAirbag Inflation: The Airbag and Inflation System Stored in The Steering Wheel. See MoreShivankur HingeNo ratings yet
- MP65557-1 Manual Técnico - 4900Document371 pagesMP65557-1 Manual Técnico - 4900Tecnico IncoderNo ratings yet
- 4 Building Water System and Design Part 2Document12 pages4 Building Water System and Design Part 2Rayan Ahmad Barodi100% (1)
- Expedient Homemade Firearms 22 Pistol Handgun PDFDocument2 pagesExpedient Homemade Firearms 22 Pistol Handgun PDFDavid0% (2)
- Hydraulic Swaging Units (MS-02-154) R2Document4 pagesHydraulic Swaging Units (MS-02-154) R2herysyam1980No ratings yet
- Grounding & Bonding - Why It Is Done and How To Install ProperlyDocument21 pagesGrounding & Bonding - Why It Is Done and How To Install ProperlyJohn Ryan EspinozaNo ratings yet
- sd8 Valve Overall DetailsDocument1 pagesd8 Valve Overall DetailsVEERAMANINo ratings yet
- WWW Learncbse in Lakhmir Singh Physics Class 10 Solutions Chapter 2Document48 pagesWWW Learncbse in Lakhmir Singh Physics Class 10 Solutions Chapter 2akritiNo ratings yet
- Downloaded From Manuals Search EngineDocument30 pagesDownloaded From Manuals Search EngineAadil FarooqNo ratings yet
- Owner'S Manual: Smartonline Hot-Swappable Modular Intelligent True On-Line Ups SystemsDocument52 pagesOwner'S Manual: Smartonline Hot-Swappable Modular Intelligent True On-Line Ups SystemsjuampicNo ratings yet
- MV Air Insulated Switchgear Panels Outdoor Panels Model - 36/24Document35 pagesMV Air Insulated Switchgear Panels Outdoor Panels Model - 36/24Terdy MNNo ratings yet
- Full Download Ebook PDF Issues and Ethics in The Helping Professions Updated With 2014 Aca Codes 9Th Edition Ebook PDF Docx Kindle Full ChapterDocument23 pagesFull Download Ebook PDF Issues and Ethics in The Helping Professions Updated With 2014 Aca Codes 9Th Edition Ebook PDF Docx Kindle Full Chapterpaul.shropshire768100% (33)
- Oil Free Vacuum Pumps: Operating ManualDocument27 pagesOil Free Vacuum Pumps: Operating ManualMartin Fco EncinasNo ratings yet
- Surge Arresters: Subject Document Revision No. Sheet No. Equipment Specification Surge Arresters 1 1Document5 pagesSurge Arresters: Subject Document Revision No. Sheet No. Equipment Specification Surge Arresters 1 1PRAKASH SNo ratings yet
- Conectores de 60 Pines 3400230Document4 pagesConectores de 60 Pines 3400230Rocky Escudero GonzalesNo ratings yet
- Lathe Machine CZ1440G-1 ManualDocument32 pagesLathe Machine CZ1440G-1 Manualsecondharbour China100% (1)
- Industrial Security Management 2Document4 pagesIndustrial Security Management 2johnpaulacostaNo ratings yet
- Instructions - Mossberg - 351 - Rev7bDocument2 pagesInstructions - Mossberg - 351 - Rev7bClaude MaloNo ratings yet
- American Woodworker - 087 (06-2001)Document68 pagesAmerican Woodworker - 087 (06-2001)api-19759721100% (3)
- Rexroth Vt2019Document4 pagesRexroth Vt2019Cong SonNo ratings yet
- Multi Type Room Air Conditioner: Service ManualDocument67 pagesMulti Type Room Air Conditioner: Service ManualValfrido BarbosaNo ratings yet
- Chris Marine Surface Grinder Type CPLDocument22 pagesChris Marine Surface Grinder Type CPLSamer SalibaNo ratings yet
- Price List 2017 PDFDocument32 pagesPrice List 2017 PDFOscar Waiharo50% (2)
- LED Lamps BrochureDocument32 pagesLED Lamps BrochureYuliia BukharovaNo ratings yet
- List of Vessel Equipment To Be Handed OverDocument9 pagesList of Vessel Equipment To Be Handed OverOMS BROMONo ratings yet
- List of Material: Saudi Arabian Oil CompanyDocument1 pageList of Material: Saudi Arabian Oil CompanyAbu Anas M.SalaheldinNo ratings yet
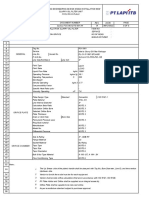
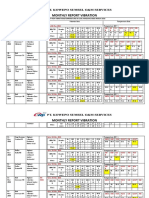
- Monthly High Vibration and Temperature Fan Boiler&Coal Handling-March 2016Document3 pagesMonthly High Vibration and Temperature Fan Boiler&Coal Handling-March 2016Yuliadi YunusNo ratings yet
- Material Item Specification Fill Capacity: SECTION 206-03: Front Disc Brake 2014 F-150 Workshop Manual SpecificationsDocument16 pagesMaterial Item Specification Fill Capacity: SECTION 206-03: Front Disc Brake 2014 F-150 Workshop Manual SpecificationsHenry SilvaNo ratings yet
- 2930 1214 00 Parts GlossaryDocument35 pages2930 1214 00 Parts GlossaryMateo PaladinoNo ratings yet
- Canon Powershot g7 X Mark II Guia de EspecificacionesDocument3 pagesCanon Powershot g7 X Mark II Guia de EspecificacionesvwcxlNo ratings yet
- Schaltungss. B77 MKIIDocument150 pagesSchaltungss. B77 MKIIJVTO79No ratings yet