You might also like
- Process Hazard AnalysisDocument103 pagesProcess Hazard AnalysisSabrinaQurrotaayun50% (2)
- Chemical Engineering - Instrumentation (Improving Plant Operation, Safety and Control) - Volume 2 PDFDocument149 pagesChemical Engineering - Instrumentation (Improving Plant Operation, Safety and Control) - Volume 2 PDFsw100% (1)
- T41C PohDocument83 pagesT41C PohtsNo ratings yet
- Helicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsFrom EverandHelicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsRating: 5 out of 5 stars5/5 (1)
- Hazard Identification Risk AssessmentDocument17 pagesHazard Identification Risk AssessmentWilfred WongNo ratings yet
- Sample of Feed CTRDocument83 pagesSample of Feed CTRAsyraf Nordin100% (2)
- Production of 30 000 Metric Tonnes of Butanol Per YearDocument710 pagesProduction of 30 000 Metric Tonnes of Butanol Per YearAiman100% (1)
- Transformer ProtectionDocument139 pagesTransformer Protectionjoblogs432100% (5)
- P&id Boiler DrawingDocument22 pagesP&id Boiler Drawingmanh hung leNo ratings yet
- Air Conditioning B767 FedexDocument65 pagesAir Conditioning B767 FedexWalter Jair Rodriguez Munoz (LATAM)100% (1)
- Management of Change Procedure - Rev02Document34 pagesManagement of Change Procedure - Rev02alfred02No ratings yet
- 2014 TUBING Reference Tables: Listings For Pipe Sizes To 5 - In. OdDocument28 pages2014 TUBING Reference Tables: Listings For Pipe Sizes To 5 - In. OdOMSD-01 OPMNo ratings yet
- Plant Design For The Production of 1800Document41 pagesPlant Design For The Production of 1800Bhaskar Shitole100% (1)
- Flight Manual: P92 E P92 E /100Document56 pagesFlight Manual: P92 E P92 E /100Fernando José FerreiraNo ratings yet
- B737-800 Thrust ReductionDocument5 pagesB737-800 Thrust ReductionTariq khosoNo ratings yet
- A320 Abnormal NotesDocument12 pagesA320 Abnormal NotesCheck Singh100% (1)
- Ch.E-403 Chemical Engineering Plant DesignDocument262 pagesCh.E-403 Chemical Engineering Plant DesignAmna EhsanNo ratings yet
- Marine Gyro-Compasses and Automatic Pilots: A Handbook for Merchant Navy OfficersFrom EverandMarine Gyro-Compasses and Automatic Pilots: A Handbook for Merchant Navy OfficersRating: 5 out of 5 stars5/5 (2)
- A320 Abnormal Notes: Last UpdatedDocument13 pagesA320 Abnormal Notes: Last UpdatedDevdatt SondeNo ratings yet
- Transformer Protection Relay IM30Document8 pagesTransformer Protection Relay IM30ashish_patel111No ratings yet
- HAZOP MethodologyDocument2 pagesHAZOP Methodologyhwang2No ratings yet
- Use Case Histories To Energize Your HAZOPDocument6 pagesUse Case Histories To Energize Your HAZOPNanthawat BabybebNo ratings yet
- A320 Quick ReferencesDocument4 pagesA320 Quick ReferencesLibya FreeNo ratings yet
- HAZOP Study For DAP Process-Mysha - 0419022037 PDFDocument3 pagesHAZOP Study For DAP Process-Mysha - 0419022037 PDFMysha MomtazNo ratings yet
- Pages From Process Automation HandbookDocument4 pagesPages From Process Automation HandbookPandhuNo ratings yet
- Pre-Commissioning and CommissioningDocument25 pagesPre-Commissioning and CommissioningVictor BiacoloNo ratings yet
- Hazop & Hazid Report - CNG Gas Plant - Tambak Lorok Rev BDocument110 pagesHazop & Hazid Report - CNG Gas Plant - Tambak Lorok Rev BDenstar Ricardo Silalahi94% (16)
- ERICK SAUL - Consultant in Oil and Gas - Process and SafetyDocument4 pagesERICK SAUL - Consultant in Oil and Gas - Process and SafetyErick SaulNo ratings yet
- Hazid Lecture Part - 1Document21 pagesHazid Lecture Part - 1MohamedNo ratings yet
- AW139 Air Cond TrainingDocument393 pagesAW139 Air Cond Trainingbank100% (4)
- Cdu Hazop PRL Sep 2014Document102 pagesCdu Hazop PRL Sep 2014amar yunisNo ratings yet
- Ara 1Document48 pagesAra 1Anonymous 4IpmN7On0% (1)
- ACM Facility Safety PHA HAZOP SIL SIS ProjectsDocument28 pagesACM Facility Safety PHA HAZOP SIL SIS Projectsmalisolangi50% (2)
- Piping and Instrumentation Diagram: Nama Alat Kode Fungsi Memanaskan Suhu Umpan Nafta Sebelum Masuk Reaktor I H-101Document6 pagesPiping and Instrumentation Diagram: Nama Alat Kode Fungsi Memanaskan Suhu Umpan Nafta Sebelum Masuk Reaktor I H-101Rusma YantiNo ratings yet
- Tecnogaz Europa B XP 24 - Service Manual (31-60)Document30 pagesTecnogaz Europa B XP 24 - Service Manual (31-60)enzasantarellaNo ratings yet
- S.No Interlock No. Description Proposal/Remarks Equipment / Instrument / Area/ActivityDocument8 pagesS.No Interlock No. Description Proposal/Remarks Equipment / Instrument / Area/ActivityKiran KumarNo ratings yet
- CPU Trip Limit 1Document2 pagesCPU Trip Limit 1Bikash Kumar SahooNo ratings yet
- Ut-1201 Flow MeterDocument12 pagesUt-1201 Flow MeterRam KumarNo ratings yet
- Fuji TR Series Overload RelaysDocument12 pagesFuji TR Series Overload RelaysOchie YusufNo ratings yet
- Node: 2. Steam Superheater Risk ScoreDocument1 pageNode: 2. Steam Superheater Risk ScoreNada Ibtihal YumnaNo ratings yet
- Skylark TRS-101: Starting With S/N ADW90030299Document42 pagesSkylark TRS-101: Starting With S/N ADW90030299Juan Miguel Marin QuinteroNo ratings yet
- Instrument INTERLOCKDocument17 pagesInstrument INTERLOCKNitesh MakodeNo ratings yet
- Model RC-1 Retard Chamber For Variable Pressure Wet Pipe Sprinkler Systems 300 Psi (20,7 Bar)Document4 pagesModel RC-1 Retard Chamber For Variable Pressure Wet Pipe Sprinkler Systems 300 Psi (20,7 Bar)asimnaqvi2008No ratings yet
- HAZOP Study Checklist (26092011) - 3Document1 pageHAZOP Study Checklist (26092011) - 3Hina ImranNo ratings yet
- TR-7551 Wiring & Typical Connection DiagramDocument1 pageTR-7551 Wiring & Typical Connection Diagramlakshitha sandaruwanNo ratings yet
- Deluge Valve Model-H3Document16 pagesDeluge Valve Model-H3AJ MolinaNo ratings yet
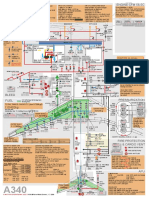
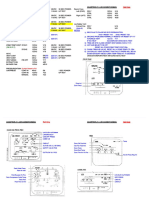
- A340 Air Fuel EngineDocument1 pageA340 Air Fuel EngineDAVID FAJARDO PUERTO100% (1)
- P&I DiagramDocument6 pagesP&I DiagramMohamed AminNo ratings yet
- HAZOP WorksheetDocument8 pagesHAZOP Worksheetxiaoyii9707No ratings yet
- Universal Process Indicator ControllerDocument2 pagesUniversal Process Indicator ControllerExcellent InstrumentsNo ratings yet
- Idoc - Pub - 13 Deluge Valve HD Fire PDFDocument17 pagesIdoc - Pub - 13 Deluge Valve HD Fire PDFĐinh TrọngNo ratings yet
- PDC CurrentsDocument11 pagesPDC CurrentsSugiharnoNo ratings yet
- Soal 2Document1 pageSoal 2haikal shahabNo ratings yet
- X Line Condensing Unit Catalog 2018 en 3948212Document48 pagesX Line Condensing Unit Catalog 2018 en 3948212HoàngViệtAnhNo ratings yet
- Presentation: "TG Trip Interlocks 2X15 MW"Document17 pagesPresentation: "TG Trip Interlocks 2X15 MW"06nikhil100% (1)
- Field Engineer Log - 21.7 - BoilerDocument3 pagesField Engineer Log - 21.7 - BoilerSreekanthMylavarapuNo ratings yet
- PL Grundfos 2020Document158 pagesPL Grundfos 2020retno riadiNo ratings yet
- Typical Autoclave CycleDocument1 pageTypical Autoclave Cyclemohammed goudaNo ratings yet
- Typical Autoclave CycleDocument1 pageTypical Autoclave Cyclemohammed goudaNo ratings yet
- 16 - C4101 (Fam 5)Document7 pages16 - C4101 (Fam 5)kcottNo ratings yet
- 7.REFRIG - CHAMBER ALARM APPROVAL DRAWING FOR H288'sDocument9 pages7.REFRIG - CHAMBER ALARM APPROVAL DRAWING FOR H288'sYoppi Marta FirdausNo ratings yet
- 7.airbus A320 Family CB List and ResetsDocument30 pages7.airbus A320 Family CB List and ResetsVu Nguyen TuanNo ratings yet
- Hazop Study of HTSC & LTSCDocument17 pagesHazop Study of HTSC & LTSCwasayNo ratings yet
- Energo: Transformer Mechanical Protection ChecksDocument1 pageEnergo: Transformer Mechanical Protection ChecksgavinilaaNo ratings yet
- H-1 HoseDocument8 pagesH-1 HoseValentin A.No ratings yet
- Fuji TK26 016TN 22ADocument13 pagesFuji TK26 016TN 22AtokusanNo ratings yet
- Piping & Instrumentation Diagrams: Basic Format (Feedback Control)Document9 pagesPiping & Instrumentation Diagrams: Basic Format (Feedback Control)Benjamin BroskiNo ratings yet
- Site Inspection and Test Record:: A10-310-XFR-802Document4 pagesSite Inspection and Test Record:: A10-310-XFR-802NaveenNavabNo ratings yet
- Equip SCH Rev 3.0Document26 pagesEquip SCH Rev 3.0Weain DionNo ratings yet
- Ch05 StabDocument33 pagesCh05 StabPa Loma B. SantosNo ratings yet
- Emergency Checklist and BriefingDocument2 pagesEmergency Checklist and BriefingMd NasirNo ratings yet
- Pdfen GIZMO - ASANSOR.KUMANDA - KARTI 1460288512 PDFDocument69 pagesPdfen GIZMO - ASANSOR.KUMANDA - KARTI 1460288512 PDFvictor de la peñaNo ratings yet
- Anbarasu C&I PDFDocument42 pagesAnbarasu C&I PDFDeepak Saheb GuptaNo ratings yet
- ABB Thermal Overload RelaysDocument1 pageABB Thermal Overload RelaysPak Tam100% (1)
- HTR591 SM Parts Rev4Document78 pagesHTR591 SM Parts Rev4Tofigh JavadNo ratings yet
- Trane XV95 Service FactsDocument44 pagesTrane XV95 Service Factsi RandyNo ratings yet
- Ty 5131Document4 pagesTy 5131Mohamed El-AyouttiNo ratings yet
- C2R Compressor & Turbine ShutdownDocument10 pagesC2R Compressor & Turbine ShutdownfvaefaNo ratings yet
- Chemical Engineer ResumeDocument2 pagesChemical Engineer ResumeRicky MenonNo ratings yet
- Hazard Analysis: By: Sir Japhet G. BagsitDocument21 pagesHazard Analysis: By: Sir Japhet G. BagsitKemuel BagsitNo ratings yet
- HAZOP Study MethodologyDocument5 pagesHAZOP Study MethodologyRonak MotaNo ratings yet
- Process EngineerDocument3 pagesProcess EngineerkrissNo ratings yet
- Test Pack-D5bf-4637-A89d-2df0b6233e93-150828025754-Lva1-App6892Document37 pagesTest Pack-D5bf-4637-A89d-2df0b6233e93-150828025754-Lva1-App6892Ram L Rao100% (1)
- Assignment 2 Q2Document2 pagesAssignment 2 Q2Johan Aliff0% (1)
- Application of A HAZOP Study Method To Hazard Evaluation of Chemical Unit of The Power StationDocument8 pagesApplication of A HAZOP Study Method To Hazard Evaluation of Chemical Unit of The Power Stationshinta sariNo ratings yet
- HAZID ModifiedDocument14 pagesHAZID Modifiedchem_taNo ratings yet
- PE 6801-Risk Assessment and Safety Engineering PDFDocument66 pagesPE 6801-Risk Assessment and Safety Engineering PDFAnonymous U7yp0x100% (2)
- PSSR SafetyDocument10 pagesPSSR SafetyHedi Ben Mohamed100% (1)
- Piping Work: ObjectiveDocument3 pagesPiping Work: ObjectiveTrishul Nath PallayNo ratings yet