Professional Documents
Culture Documents
IJPM 2010 Ma
Uploaded by
Qasim SaadOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
IJPM 2010 Ma
Uploaded by
Qasim SaadCopyright:
Available Formats
PM TITANIUM
The conventional cold-com-
paction-and-sinter powder
metallurgy (PM) approach
COLD COMPACTION AND offers an attractive solution
to the near-net shape or
preform fabrication of titani-
SINTERING OF TITANIUM um and its alloys for cost
reduction and/or improved
AND ITS ALLOYS FOR chemical homogeneity and
refined microstructures.
However, the potential of
NEAR-NET-SHAPE OR the process is yet to be real-
ized as a viable industrial
PREFORM FABRICATION approach. Kroll first com-
pacted and sintered 14
titanium alloys in 1937,
Ma Qian* followed by significant
efforts from DuPont during
the formative years of the
titanium industry in the
INTRODUCTION U.S., and persistent efforts
Titanium and its alloys are advanced structural materials that pos- from many researchers
sess an outstanding array of properties not readily achievable with thereafter. This article out-
other materials. However, structural applications have been limited to lines a historical account of
a few industries such as aerospace, chemical processing, power gener- PM titanium and reviews
ation, and offshore drilling on a limited scale (2009 world titanium the major characteristics of
sponge output ~115,000 mt). The major reason has been their cost- the approach for fabrication,
including the mechanical
affordability. The high cost of a component arises from the cost of tita-
properties obtainable from
nium as well as that of the manufacturing process, which in many
the process. Future direc-
cases determines the consumption level. Historically, titanium compo- tions to realize its commer-
nents are machined from wrought stock, with an average material uti- cial potential are recom-
lization factor of 10%–15%.1,2 For example, aerospace parts makers mended with respect to both
currently buy about eight times as much titanium as is needed for the currently available and
finished part utilizing ingot metallurgy and forging.3 The target set by emerging titanium powder
Lockheed Martin for the F-35 joint strike fighter (JSF) program is to products.
reduce this buy-to-fly ratio to 5:1,2 which still results in 80% scrap. The
high material losses, coupled with machining costs and expensive start-
ing stock, provide an attractive economic motive for near-net- or even
net-shape processes.1
There are also compelling processing advantages as titanium is diffi-
cult to machine and not easy to recycle by remelting. Also, unlike other
metals, molten titanium reacts with most gas atmospheres and with
most metallic and non-metallic materials that would otherwise serve as
crucible materials in melting. It is also challenging to maintain liquid-
metal flow over severe changes in dimension or direction within the
mold cavity.4 The skull technique, which operates through the mainte-
nance of a solid layer of titanium between the crucible and molten
metal, requires careful control of the melting process, where the arc is
directed to the center of the charge to maintain the correct temperature
gradient between the molten titanium and the crucible walls. To pre-
vent atmospheric contamination, an argon atmosphere is sustained in
the crucible and the mold. Casting, even to a simple shape, is still a
*Reader in Materials, The University of Queensland, School of Mechanical and Mining Engineering, ARC Centre of Excellence for Design in Light
Metals, Brisbane, QLD 4072, Australia; E-mail: ma.qian@uq.edu.au
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
29
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
complicated endeavor.4 Conventional shape cast- world’s first sponge production plant in the U.S.10
ing is thus impractical for titanium due to these and produced 3 mt of sponge (>99% pure) in the
adverse factors, which are unique to this metal. same year.11 This, together with the 1st Titanium
This reinforces the attractiveness of PM. In addi- Symposium in Washington, D.C., in 1948, which
tion, there are improved constitutional (enhanced attracted 200 industrial, technical, government,
chemical homogeneity) and microstructural (finer and military leaders, marked “the birth of titanium
grain size) advantages with titanium parts made in the United States as a metal of industrial
from powders.5 stature.”7,10 Commercial production of titanium
In principle, a titanium component can be fabri- sponge followed suit in the UK, Japan, and the
cated through a variety of PM techniques. These U.S.S.R in 1951,12 1952,13 and 1954,14 respec-
include cold compaction and sintering, sintering tively, and titanium emerged as a tonnage struc-
and hot working, direct powder rolling or extru- tural metal in these countries.
sion, hot pressing and machining, hot isostatic Following Dean et al.,9 Bickerdike and
pressing (HIPing), metal injection molding (MIM), Sutcliffe15 produced titanium powders in 100 g
and sintering. Some PM processes may be regard- batch sizes in the UK and fabricated dense bars by
ed as mainstream while others as second order. sintering the powder compacts in vacuum at
The cold-compaction-and-sintering process is 1,200°C for 16 h. A tensile elongation up to 33.2%
technically the simplest and economically the was attained at room temperature after cold ham-
most attractive near-net-shape or preform PM fab- mering the sintered material to essentially its
rication approach, compatible with non-fatigue- pore-free density (4.49 g/cm3), followed by 2 h
critical applications. This review discusses the annealing at 800°C. Close attention was given to
major characteristics of the process and cites the influence of impurities, in particular carbon,
future directions for anticipated applications. iron, oxygen, nickel, and silicon. Goetzel16
reviewed titanium PM up to 1950. A wide variety of
HISTORY binary alloys were sintered that contained up to 20
The first documented attempts to fabricate tita- w/o cobalt, chromium, molybdenum, tantalum, or
nium alloys from powders were made in 1937 by tungsten, up to 5 w/o of aluminum, magnesium,
Kroll,6 who switched from Hunter’s sodium reduc- or vanadium, and up to 1 w/o boron, beryllium,
tion approach to the use of calcium and then to indium, or silicon. The sintered alloys were
magnesium.7 The magnesium reduction approach cold/hot worked or swaged under various condi-
allowed Kroll to produce ~0.5 kg batches of powder tions, and tested in both the worked and annealed
or sponge fines.7,8 Kroll subsequently compacted states for tensile properties, hardness, and electri-
and sintered 14 binary titanium alloys in argon, cal resistivity.
with additions ranging from 2 w/o to 9 w/o. He A multiyear R&D program focusing on the pro-
then hot-rolled the sintered cylinders (19 mm dia.) cessing of titanium powder directly to commercial-
into strips ~1 mm thick to assess their ductility.6 grade mill products was undertaken by DuPont
Kroll presented his magnesium-reduction from 1950 to 1962. Using a commercial-size facil-
approach at the 1940 autumn meeting of the ity, mature technologies were developed through-
Electrochemical Society in Ottawa.7,8 Kroll’s out the 1950s to make sheet, bar, tubing, and
enthusiasm promoted a lengthy R&D program at other shapes by the direct powder rolling or extru-
the U.S. Bureau of Mines to industrialize the mag- sion of hydrostatically compacted billets, followed
nesium reduction process.7,8 by sintering and annealing as necessary.10 High-
Dean et al.9 were able to produce 7.5 kg batch- quality products with superior surface finish were
es of powder with a purity sufficient to be consoli- produced and a tonnage PM industry looked prom-
dated into ductile titanium and published a semi- ising. The near-net-shape PM route for mill prod-
nal paper in 1946.9 The results of this program ucts was initiated to achieve cost reductions by
provide an important basis for understanding and negating the melting operation. Unfortunately,
exploiting titanium PM. By 1947, the U.S. Bureau DuPont curtailed the activity in 1962 because of
of Mines had successfully piloted several impor- an unexpected technical issue;10 it was found that
tant modifications to the original Kroll process and the residual chlorides in the mill products origi-
produced 2 mt of titanium sponge.10 In 1948, nating from the titanium powder volatilized rapid-
based on the Bureau’s work, DuPont built the ly during fusion welding, leading to a build-up on
30 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
the welding electrode that resulted in inconsistent development, Toyota released a new mass-pro-
weld quality.10 Consequently, the company con- duced family car, the Altezza, in 1998 with Ti-TiB
cluded that their products would not be competi- intake and exhaust engine valves.21 In 2000, the
tive vis-à-vis melted and wrought products.10 It Yamaha Motor Co. followed suit and released a
was likely that DuPont’s products were adequate new mass-produced motorbike with similar Ti-TiB
for some applications. To avoid the chlorine- engine valves.22
induced weldability issue, the chlorine content Manufacture of these Ti-TiB engine valves starts
needs to be <50 ppm, which, at that time, was with conventional cold compaction and sintering
judged to be impractical or too costly.10 to fabricate Ti-TiB MMC billets from BE powder
Along with DuPont’s direct powder-conversion mixes. These billet preforms are then extruded and
efforts, several cold-compacted-and-sintered com- forged into near-net-shaped engine valves and fin-
mercially pure (CP) titanium PM parts were intro- ished by machining.21 Toyota has been manufac-
duced to the market on a commercial basis by turing these PM-based titanium engine valves
1956. Examples included bearing housings, valve commercially since 2000 and currently produces
trims, and reverts, with some parts reportedly ~10,000 pieces/month for Yamaha motorcycles
weighing up to 2.7 kg.17 It was clear to the titani- and Toyota sports cars.22 This is the first tonnage
um community that, at that time, CP titanium PM application of titanium PM since Kroll.
parts could be fabricated with properties equiva- With improvements to the Kroll process and
lent to those of materials forged from ingots. In developments in melting techniques, the early
addition, the advantages of PM over arc-melting 1990s saw the shutdown of two major Hunter
and forging were appreciated in product forms as sponge plants: RMI closed its Hunter sponge plant
a result of these developments. For example, it was in the U.S. in 1992 and Deeside Titanium followed
established that to make a bearing housing of one suit in 1993.23 Since then Hunter sponge has been
pound by arc-melting and forging would require essentially out of the market for structural applica-
3.6–4.5 kg of sponge while PM methods would tions and various powder products are now made
require only 0.86 kg of starting material, or even from Kroll sponge. Honeywell remains a major
less.17 The resulting end-cost savings were Hunter sponge producer, with a facility in Salt
20%–25%. These practical evaluations encouraged Lake City that has a capacity of ~340 mt annual-
continued interest in titanium PM, despite a few ly.24 The Hunter sponge produced by Honeywell is
severe supply-and-demand swings beginning in refined electrolytically to 99.999% purity and is the
the late 1950s.10 source of metal in integrated circuits.25
A large number of titanium PM parts were fabri- Several novel production processes have been
cated from blended elemental (BE) or prealloyed under development over the last decade that pro-
powders by the mid-1980s.1,5,18,19 Additionally, duce spongy titanium powders as direct prod-
the static and dynamic properties of various PM ucts.26 Of these, the Armstrong process is sched-
versions of Ti-6Al-4V were evaluated,1,18,19 reflect- uled for commercial production in September
ing different levels of residual chlorides. The 2010 with a subsequent scale-up to 2,000 mt of
results of these efforts confirmed that the use of titanium powder annually in 2011.27 These novel
quality powder allows for most of the mechanical powder products have the potential to enhance
properties of Ti-6Al-4V PM to equate with those of applications if they turn out to be competitive in
the cast and wrought levels,1,18,19 with the excep- the market.
tion of fatigue properties. Other alloys were simi-
larly fabricated via different PM methods and eval- COLD COMPACTION
uated.18,19 Thus, by the mid-1980s titanium PM The methods for compacting titanium powder
was established technically from a R&D perspec- are similar to those used for other ductile powders.
tive after almost four decades of persistent efforts, In fact, high-purity titanium in the most ductile
although industrialization remained sluggish. state is similar to annealed copper in terms of elas-
Notable industrial advances were made by the tic modulus, hardness, elongation, and ultimate
Toyota Central R&D Laboratories, Inc., from 1989 tensile strength. Table I lists property data for
to 1998,20 and initiated PM titanium metal matrix high-purity titanium, annealed copper, and iron.
composite (MMC) design in 1989; the Ti-TiB sys- However, the properties of titanium are sensitive
tem was identified in 1990. After several years of to the impurity level, in particular to nitrogen,
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
31
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
oxygen, carbon, and iron. Nitrogen and oxygen
originate from magnesium, TiCl4, argon gas, and
air during sponge production while carbon and
iron originate primarily from magnesium, TiCl4,
the steel reactor vessels, and other processing
facilities.28 Hardness is a convenient measure of
the quality of a titanium sponge product and the
influence of 15 common impurities on the hard-
ness of titanium has been established. Sumitomo’s
high-purity powder products (TILOP-45H) specify
14 impurities, Table III. Statistical analyses sug-
gest that the Brinell hardness (HB) of titanium
sponge obeys an approximate relationship with
impurity levels given by:11,28
______ ______ ______
HB =______
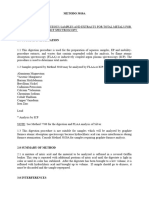
196 w/o N + 158 w/o O + 45 w/o C + Figure 1. Pressing characteristics of sponge titanium powder (-595 m with
20 w/o Fe + 57 (1) <15% -74 m).9 Redrawn with permission from The Minerals, Metals & Materials
Society (TMS)
The relationship presumably applies to powder
products that are made from the sponge. High- products made from the Kroll process.9 The oxy-
purity iodide titanium produced by the de gen and nitrogen contents were estimated to be
Boer–Fast approach7 from titanium sponge typi- <0.1 w/o each, based on hardness.9 The increase
cally contains <0.1 w/o impurities, with each in green density with compaction pressure is rapid
impurity falling in specific ranges: 0.007–0.008 up to 690 MPa and slows down thereafter. At 690
w/o N, <0.05 w/o O, 0.005 w/o C, 0.002–0.006 MPa, the powder compression ratio is ~3.5 to 1,
w/o Fe, 0.003–0.009 w/o Mg, 0.001–0.0075 w/o resulting in >80% of the pore-free density.9
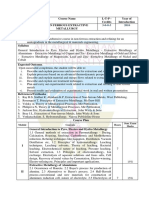
Al, 0.0006–0.001 w/o Si, 0.001–0.005 w/o Mn, Figures 2 and 3 show the influence of nitrogen
0.0001–0.0004 w/o Ni, and <0.0001 w/o Cr.28 and oxygen on the compaction of CP titanium pow-
As with the green-shape formation of other met- der, plotted using data reported by Lim et al.30
als, small parts can be compacted uniaxially in Increasing nitrogen or oxygen levels lead to a sig-
closed steel dies using standard presses. For large nificant reduction in green density because of the
and complex parts, however, cold isostatic pressing increased hardness of the powder. Nevertheless,
(CIPing) may have to be used,29 in which process the powder is still compactable with 1.51 w/o N or
pressure is applied from multiple directions permit- 1.34 w/o O. However, significant particle cracking
ting increased green-shape-making capability with was observed at high nitrogen or oxygen levels
enhanced uniformity in green density. during compaction, rather than appreciable plas-
Figure 1 shows the relationship between com- tic deformation.30 Nitrogen showed a stronger
paction pressure (up to ~1,400 MPa) and the effect than oxygen, consistent with Eq. (1). Owing
attendant green density for CP titanium powder to its sensitivity to oxygen and nitrogen, unlike
other metal powders, the particle size of titanium
TABLE I. PROPERTY DATA FOR HIGH-PURITY TITANIUM, powder may exert a unique effect on powder com-
ANNEALED COPPER, AND IRON* paction since the propensity for picking up oxygen
and nitrogen at temperatures 300°C increases
Property Metal
with decreasing particle size.
Ti Cu Fe Powder morphology affects powder flow, tap
Brinell Hardness 70 — 146 density, and compaction behavior;29,31 and plays
Vickers Hardness 60 50 150 an important role in the consolidation process and
Yield Strength (MPa) 140 33.3 50 parameter selection. Imam and Froes32 recently
Ultimate Tensile Strength (MPa) 220 210 540 cited nine different titanium powder morphologies
Elongation (%) 54 60 — resulting from various processes, and a timeline
Modulus of Elasticity (GPa) 116 110 200 for the development of processes to produce vari-
*Matweb Materials Property Data, http://www/matweb.com ous types of titanium powder is given in Ref. 31. Of
32 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
Figure 2. Effect of nitrogen content on compaction of titanium powder at a Figure 3. Effect of oxygen content on compaction of titanium powder at a
compaction pressure of 927 MPa.30 Sumitomo hydride–dehydride TSP-100 compaction pressure of 927 MPa.30 Sumitomo hydride–dehydride TSP-100
powder was nitrided in pure nitrogen to increase nitrogen content. As-received powder was oxidized in air to increase oxygen content. As-received powder
powder particles are irregular in shape with a mean particle size 53 m. Figures particles are irregular in shape with a mean particle size 53 m. Figures in
in brackets are oxygen contents of the powders brackets are nitrogen contents of the powders
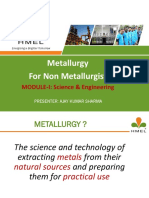
Figure 4. (a) dendritic “coral-like” titanium powder produced by International Titanium Powder (Armstrong process), (b) green density and sintered
density (1 h at 1,300ºC) as a function of compaction pressure (Armstrong powder). Courtesy of Brian Fuller, International Titanium Powder
these, the Armstrong powder is a novel product The compaction behavior of a titanium-alloy
that has a dendritic “coral-like” morphology, powder mix is, in general, determined by the base-
Figure 4(a). The powder appears to require the use metal powder but may be affected by the form of
of a high compaction pressure ( 1,100 MPa) to the alloying additions. It has been found that
attain >80% of the pore-free density, Figure 4(b); blended elemental powder mixes are easier to
this compares with a 600–800 MPa compaction- press than mixes with master alloy powder addi-
pressure range for sponge fines or HDH powder. tions.33 Brittle titanium hydride (TiH2) powder is
Compacts made from Armstrong powder are harder than CP titanium powder but it can be
expected to exhibit excellent green strength readily pressed to >80% of the pore-free density,
because of strong particle interlocking. since the TiH2 powder particles fracture into finer
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
33
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
pieces at pressures >250 MPa.33 The high green ed that the oxide film on titanium powder
density obtainable from cold pressing various disappears around 550°C in !-titanium.15
types of titanium powder ensures adequate green Subsequent work by Watanabe and Horikoshi41
strength, and therefore facilitates safe and rapid revealed that it took about 60 min for the oxide
ejection from the die. film to disappear on loose titanium powder
Unlike aluminum,34 titanium powder exhibits surfaces at 1,000°C (" phase). Mo et al.28 pointed
minimal seizing and galling of steel dies when com- out that significant dissolution of the oxide film in
pacted. Internal lubrication or powder lubrication titanium began at about 700°C. The diffusion coef-
is thus not used for titanium PM, in order to avoid ficient of oxygen in titanium is a few orders of mag-
interfering with the subsequent sintering process nitude faster than in TiO2 in both the !- and "-
as well as contamination.5,35 However, excessive phase regions.41 Hence, the oxide film may disap-
friction during pressing may lead to an inhomoge- pear in either region, depending on the heating
neous green-density distribution, increased ejec- rate. The solubility of oxygen in !-titanium is,
tion forces and reduced die life.36 A recent assess- however, several times greater than that in "-tita-
ment of the effect of powder lubrication on the cold nium over a wide temperature range (oxygen can
compaction of CP titanium powder showed that stabilize !-titanium up to ~1,885°C).39 In conse-
lubrication has a distinct effect on both the fric- quence, no oxide or nitride barrier will exist at the
tional properties of the powder as well as the abil- isothermal sintering temperature (1,200°C–
ity to achieve desired green densities.37 In contrast 1,350°C). Solid-state sintering of titanium powder
to powder lubrication, die-wall lubrication with compacts is thus essentially an interparticle-diffu-
commercial PM lubricants such as zinc and lithi- sion-bonding process.10 It should be noted that
um stearates or Acrawax is generally acceptable in diffusion bonding is a commercially viable fabrica-
reducing both die wear and ejection forces. tion technique for titanium while it is not common-
ly used for other structural metals as the persist-
CONVENTIONAL SINTERING ent oxide films on these metals prevent diffusion.
Titanium and its alloys are unique in their suit- Hollow fan or compressor blades used in aero
ability for sintering.10 This is because the thin engines are fabricated via the diffusion bonding of
oxide and/or nitride layers on the powder surfaces titanium sheets at Rolls-Royce.42
can readily dissolve above 500°C–550°C10,15 or Because of the self-cleaning process that occurs
700°C.28,38 Oxygen and nitrogen have different on the surfaces of titanium powder particles dur-
solubility limits in !-titanium and "-titanium. ing heating, the sintering of titanium is fundamen-
Table II summarizes solubility data extracted from tally a straightforward process. In practice, chal-
binary-phase diagrams.39,40 In the sintering tem- lenges encountered originate from either the impu-
perature range (1,200°C–1,350°C), the solubility of rities in the powder or the reactivity of titanium at
oxygen in "-titanium varies from 1.75 w/o to 2.25 elevated temperatures.
w/o while that of nitrogen varies from 0.5 w/o to
0.9 w/o. Both oxygen and nitrogen increase the c Sintering Atmosphere
value of the !-titanium lattice but the a value The first sintering trials by Kroll in 1937 were
remains essentially constant.28 Reactions between carried out in argon at 6,667 Pa pressure.6
titanium and oxygen or nitrogen are slow below Subsequent work by Dean and co-workers9 con-
500°C but accelerate significantly above 500°C.28 cluded that sintering of sponge fines requires the
In the case of titanium oxide, early work indicat- use of a vacuum ~10-2 Pa to remove the hydrogen
absorbed during leaching, distill residual magne-
TABLE II. SOLUBILITY LIMITS OF OXYGEN AND NITROGEN IN sium, and protect titanium from oxygen and nitro-
-TITANIUM AND !-TITANIUM (ESTIMATED FROM Ti-O AND Ti-N PHASE gen. Helium protects the metal from oxygen and
DIAGRAMS39,40) nitrogen but does not permit hydrogen and mag-
Element Maximum Solubility Maximum Solubility Solubility in -Titanium nesium to be effectively removed.9
in !-Titanium in -Titanium from 1,200°C to 1,350°C The various phenomena observed during the
(w/o) (w/o) (w/o) vacuum sintering of sponge fines are shown in
Oxygen 14.25 at ~600°C 2.75 at ~1,720°C 1.75–2.25 Figure 5. Hydrogen can be removed above 600°C
while the effective removal of magnesium requires
Nitrogen 7.6 at ~1,083°C 2.1 at ~1,995°C 0.5–0.9 temperatures >1,000°C. A thorough removal of the
34 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
and the oxygen and nitrogen contents after sinter-
ing in argon using an Oxynon furnace were lower.45
This highlights the difference between sintering in
argon and vacuum. An in-depth understanding of
the sintering behavior of titanium powder in argon
compared with vacuum sintering is needed in rela-
tion to the influence of common impurities.
Racking Materials for Sintering
Titanium reacts with most materials at high sin-
tering temperatures. As a result, it adheres to
most support materials, resulting in contamina-
tion of the alloy and adhesion to the support.
Therefore, an appropriate support material must
be used for the sintering of titanium and its alloys.
Unfortunately, options are limited to only two
Figure 5. Effect of sintering temperature on weight loss, void space, hydrogen
materials, namely, molybdenum, because of its
evolution and hardness. Samples were made from sponge powder with a
low solubility in titanium and its ability to retain
maximum particle size of 595 m and 15%–20% 75 m particles compacted
at 690 MPa.9 Redrawn with permission from The Minerals, Metals & Materials strength at sintering temperatures, and Y2O3
Society (TMS) because of its inertness to titanium. In most cases,
the use of Y2O3 plates or a Y2O3 coating is compat-
volatiles is essential to attain full densification. ible with the solid-state sintering of titanium and
The removal of hydrogen, magnesium, and other its alloys.
volatiles gives rise to a weight loss. Liquid-phase sintering of titanium alloys can be
Although vacuum sintering is preferred from a more problematic in terms of the support materi-
densification perspective, it is a batch process. In al. A detailed assessment of the lining material
addition, leaks at high sintering temperatures used in the molten-metal pour tubes for gas atom-
(~1,300°C) may occur unexpectedly leading to ization of titanium confirmed that Y2O3 was the
rejection of the entire workload. Thus production most promising material.46 Even so, significant
sintering of titanium and its alloys has been per- contamination of the powder by yttrium occurred,
formed in argon in a continuous-belt sintering fur- which exceeded the limit (50 ppm) required by
nace. Examples are the sintering of titanium mill ASTM F1472 for surgical implant applications.
products in the 1950s10 and the sintering of Ti-TiB Accordingly, the use of Y2O3 has been excluded in
preforms since 2000.22 To ensure adequate protec- the processing of titanium and its alloys for
tion against oxidation in argon, commercially pure implant applications.46 This remains as a chal-
argon must be further purified before entering the lenging issue. At this time, no other options are
hot zone. This may be realized by allowing the pure available as an alternative material to Y2O3.
argon to pass over heated titanium chips
(800°C–1,000°C) or to pass through a separate Sintering of CP Titanium
tube containing titanium sponge preheated to a As noted previously, the solid-state sintering of
similar temperature.43 Alternatively, the oxygen titanium is essentially a diffusion-bonding
partial pressure can be controlled through the use process. The hardness profile shown in Figure 5
of a carbon-fiber belt and/or graphite walls in the implies that the sintering of CP titanium starts to
furnace. The Oxynon furnace44 for high- develop at ~700°C in the !-phase region.
temperature sintering ( 1,100°C) is one such Dilatometric studies of the sintering of titanium–
example. It has been used for the sintering of tita- nickel alloys show similar observations47,48 and
nium in argon since 2002. confirm that oxide films on titanium powder sur-
A recent comparison of the sintering behavior of faces do not need to be reduced by the atmosphere
three different CP Ti powders in argon and vacuum or disrupted by a chemical additive.35 Since diffu-
revealed that sintering in argon resulted in much sion bonding develops only when the oxide films
lower tensile properties than did sintering in vacu- have disappeared, the results generally support
um, although the sintered densities were similar the conclusion that significant dissolution of the
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
35
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
oxide films in titanium occurs at ~700°C.18,28 The enhance the sintering of titanium, for example, by
other dissolution temperature invoked (500°C),15 cyclically heating the powder compacts around the
appears to be too low. transformation temperature 882°C.54 No clear
Isothermal sintering of CP titanium is normally consensus has resulted from these studies.
conducted between 1,250°C and 1,350°C for 2 to 4 Residual chlorides are known to have an impor-
h. Sintered densities ~95% of the pore-free level tant influence on the sintering of CP titanium.55,56
are not difficult to achieve but levels 98% will It has been found that even hot forging is unable to
require the use of fine powder (<45 µm) and/or a eliminate porosity in sintered compacts which con-
high compaction pressure.31,37,49 As in the sinter- tain chlorides at levels as low as 100 ppm.29 After
ing of any powder, a reduction in particle size forging, the pores become lenticular, resulting in
increases the sintering rate and sintered density of an increase in stress intensity leading to lower ten-
titanium and its alloys because of the higher sile ductility and fatigue strength.29 The use of
driving force and smaller pores present in the ultra-low-chloride grade titanium powder appears
green state. to be critical for full densification by solid-state sin-
Recent trials using titanium hydride (TiH2) pow- tering. Table III lists the specifications for five ultra-
der rather than CP titanium powder to produce CP low-chloride grade titanium powder products.
titanium by sintering have shown encouraging
results.50 The use of TiH2 powder (<44 µm, Sintering of Ti-6Al-4V and Other Alloys
compacted at 700 MPa) resulted in 99% of the Both prealloyed and blended elemental methods
pore-free density after 4 h at 1,200°C.50 This is a can be used to fabricate a titanium alloy. However,
significant result compared with the sintering of prealloyed powders are typically difficult to press
CP titanium powder at 1,200°C which normally due to their hardness. For example, in order to
results 95%–96% of the pore-free density (<44 µm, compact <149 µm prealloyed Ti-6Al-4V powder to
compacted at 700 MPa). 84% of the pore-free density, a compaction pres-
The activation energy for the self-diffusion of sure of 965 MPa is necessary; this is essentially
!-titanium ranges from 169 to 192 kJ mol-151 and the yield strength of Ti-6Al-4V.49 In comparison, to
from 131 to 328 kJ mol-1 for the self-diffusion of compact <149 µm blended elemental powder to the
"-titanium.47 There is an increase in volume same green density requires only 413 MPa.49 In
(5.5%) corresponding to the ! # " transforma- addition, sintering of prealloyed powders requires
tion.28 In addition, titanium exhibits diffusional higher sintering temperatures due to the absence
anisotropy over the !-titanium range, and it shows of the positive effects arising from the diffusion
anomalous Arrhenius behavior in the "-titanium of alloying elements.49 The conventional PM
range.52,53 As a result, attempts have been made cold-compaction-and-sintering approach is thus
to take advantage of the ! # " transformation to not the best option for prealloyed powders. Hot
TABLE III. COMMERCIAL ULTRA-LOW-CHLORIDE TITANIUM POWDER PRODUCTS57,58
Product w/o Particle Size
Chemical Components (ppm, maximum)
(minimum) ( m)
Ti Fe Cl Mn Mg Si Ni Cr Al Na K N C H O
Sumitomo
TILOP-150H 99.98 40 10 5 10 5 10 5 5 0.1 0.1 200 200 100 800 -150
Sumitomo
TILOP-45H 99.98 50 10 5 10 5 10 5 5 0.1 0.1 200 200 100 1,300 -150
Toho
TC-150 _ 500 30 100 10 200 _ _ _ _ _ 200 200 300 1,500 -150
Toho
TC-450 _ 500 30 100 10 200 _ _ _ _ _ 200 200 600 3,500 -45
Toho
TC-150 _ 500 30 100 10 200 _ _ _ _ _ 200 200 700 3,500 -20
36 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
isostatic pressing (HIPing), hot pressing (HP), or investigated for the fabrication of Ti-6Al-
spark plasma sintering (SPS) are more suited to 4V.33,50,59–61 Table V lists the various powder
consolidating prealloyed powders. mixes investigated by Ivasishin et al.,33 and the
The blended elemental approach produces tita- sintered densities are shown in Figure 6. This
nium alloys from mixtures of titanium and a mas- approach resulted in high sintered densities
ter alloy powder (e.g., 60Al-40V), which can be cold ( 98%), regardless of the form of the aluminum
compacted and then sintered. Control of the and vanadium additions (mix 5, elemental; mix 7,
process variables can result in sintered densities master alloy) while the use of CP titanium powder
ranging from 95% of the pore-free level to 99%.1 led to inferior densification (mixes 2, 4, and 6).
The approach is capable of producing acceptable Recent work by Fang50 has shown that the use of
mechanical properties. Table IV summarizes TiH2 powder (<44 µm) and 60Al-40V master alloy
selected literature data on cold-compacted-and- powder permits sintering to 99% of the pore-free
sintered Ti-6Al-4V from blended elemental powder density at 1,200°C for 4 h. Dilatometric experi-
mixes. In general, the tensile properties of powder ments revealed that the sintering shrinkage of
compacts sintered to 97% of the pore-free densi- TiH2 was rapid in the !-titanium range following
ty can meet the wrought specification. The chlo- dehydrogenation and most of the densification
rine levels in the titanium powders are also cited. occurred at this stage. The shrinkage curves of
Acceptable tensile properties were attained from TiH2-6Al-4V indicate that sintering above the beta
titanium powder mixes containing chlorine at lev- transus temperature is necessary in order to
els as high as 0.27 w/o.52 achieve full densification and a homogenous
While mechanical properties are important, the microstructure.50 Similarly, recent sintering trials
main driving force in titanium R&D has been cost of TiH2-10V-2Fe-3Al (Ti-1023) and TiH2-5Al-5V-
reduction.29,32 To reduce the high cost of CP tita- 5Mo-3Cr (Ti-5553) have resulted in high sintered
nium powder, the use of TiH2 powder has been densities ( 97%) with excellent tensile proper-
TABLE IV. DENSITIES AND TENSILE PROPERTIES OF COLD-PRESSED-AND-SINTERED BLENDED ELEMENTAL Ti-6Al-4V
Powder Sintered 0.2% YS UTS Elongation Oxygen Source
Density (MPa) (MPa) (%) (w/o)
(% PFD)*
Sponge Fines, <149 m, 0.13 w/o Cl, 99 860 930 12.5–17 0.24 [1]
0.13 w/o O; 4 h at 1,260°C
Sponge Fines, <149 m, 0.13 w/o Cl, 97–98 820 890 10–12.5 0.24 [1]
0.13 w/o O; 4 h at 1,260°C
Sponge Fines, <149 m, 0.13 w/o Cl, 95–96 700 810 5–7.5 0.24 [1]
0.13 w/o O; 4 h at 1,260°C
Crushed Sponge, <149 m, 0.26 w/o 94 737 827 5.0 — [5]
NaCl; 0.1 w/o O
Sodium-Reduced Ti Powder, <149 m, 99 847 983 11.4–13.8 — [59]
0.18 w/o Cl, 0.096 w/o O
Ti Powder, 0.27 w/o Cl; held at 350ºC 98.8 — 960 11 — [77]
for 60 min
CP Ti Powder, <149 m, 0.15 w/o Cl 94 738 827 5.0 0.12 [49]
(estimated)
CP Ti Powder, <149 m, 0.15 w/o Cl 97.5 667 780 10.5 0.07 [49]
(estimated)
Ti Powder, <10 ppm Cl — 800 910 8.3 — [64]
ASTM B-348 Wrought Specification 100 830 980 10 0.2
* Pore-free density
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
37
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
TABLE V. POWDER MIX CONDITIONS FOR DATA IN FIGURE 633
Mix Description Method of Addition
1 Ti, <100 m, 1 w/o Impurities, Elemental Powders
Including 0.29 w/o O Al: 98 w/o, -100 m; V: 99 w/o, <100 m
2 Ti, <100–200 m, 0.7 w/o Impurities, Elemental Powders
Including 0.29 w/o O Al: 98 w/o, -100 m; V: 99 w/o, <100 m
3 TiH2, <100 m, 1 w/o Impurities, Elemental Powders
Including 0.30 w/o O Al: 98 w/o, -100 m; V: 99 w/o, <100 m
4 Ti, <100 m, 1 w/o Impurities, Elemental Powders
Including 0.29 w/o O Al: 95 w/o, -20 m; V: 98 w/o, <40 m
5 TiH2, <100 m, 1 w/o Impurities, Elemental Powders
Including 0.30 w/o O Al: 95 w/o, -20 m; V: 98 w/o, <40 m
6 Ti, <100 m, 1 w/o Impurities, Master Alloy Powders
Including 0.29 w/o O Ti-35Al: 98.5 w/o, -100 m; V-25Al: 98.3 w/o, <100 m
7 TiH2, <100 m, 1 w/o Impurities, Master Alloy Powders
Including 0.30 w/o O Ti-35Al: 98.5 w/o, -100 m; V-25Al: 98.3 w/o, <100 m
from the hydride,33,50 thereby enabling sintering
to develop in the !-titanium region with a much
reduced interparticle diffusion barrier at contact
points where local reduction has occurred. The
only concern over the use of TiH2 powder appears
to be the massive release of hydrogen above 600°C.
While achieving full densification is a constant
goal in sintering, it should be noted that the grain-
boundary pinning effect of residual porosity can
help to control the sintered microstructure. It has
been shown that fully dense BE Ti-6Al-4V exhibits
both a coarse beta grain size and large alpha plate
dimensions because of the lack of pinning of the
pores during sintering, while less dense Ti-6Al-4V
displayed a low aspect ratio of the alpha struc-
ture.29 In the final stage of sintering, the correla-
tion between porosity (assuming spherical pores),
pore size, and grain size can be understood
Figure 6. Sintered density vs. compaction pressure for Ti-6Al-4V made from through the relation:63
various powder mixes.33 Reprinted with permission from Springer Science +
Business Media
gdp
Vp = ___ (2)
RG
ties.62This is encouraging from a cost-reduction
perspective. where Vp is the fractional porosity, g is a geomet-
Two hypotheses have been advanced to explain ric constant, dp is the pore size, G is the grain size,
the sintering of TiH2 powder compacts. The combi- and R is an attachment ratio parameter that meas-
nation of dehydrogenation and densification in one ures the fraction of pores attached to grain bound-
process creates new dehydrided titanium surfaces, aries. A large value of R favors a small grain size.
which are expected to facilitate diffusion bonding For non-fatigue-critical applications, the pinning
leading to rapid densification and high sintered effect of the pores may offset their adverse effect.
densities.50 The other possible reason is that the A detailed study of the pore surfaces of Ti-6Al-4V
oxide films are reduced by the hydrogen released at >99% pore-free density after tensile testing and
38 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
fracture toughness testing showed extrusive slip a function of the sintering temperature for CP
lines on pore surfaces, suggesting that the pores titanium grade 1 (45 µm) and CP titanium grade
played a role in accommodating plastic deforma- 3 (45 µm) powder utilizing SPS in low vacuum
tion, thereby increasing ductility.1 (2 Pa).68 The powder was placed in a graphite die
Apart from Ti-6Al-4V, other commercial alloys and pressed uniaxially at 60 MPa while a pulsed
have been sintered, including Ti-3Al-2.5V, Ti-6Al- electric current was applied through a graphite
6V-2Sn; Ti-6Al-6V-2Fe; Ti-5Al-5Mo-1.5Cr; Ti-5Al- punch. Heating rates up to 200°C/min were used
2Sn-2Zr-4Cr-4Mo; Ti-6Al-2Sn-4Zr-(2/6)Mo; Ti- and isothermal holding at each temperature was
5Al-5V-5Mo-3Cr (Ti-5553), Ti-10V-2Fe-3Al; Ti-5Al- limited to 5 min. The compacts were disks 30 mm
2.5Fe, Ti-11.5Mo-6Zr-4.5Sn,29,35,49,56,59–64 and Ti- dia. × 5 mm thick. Full densification was attained
6Al-7Nb.65 These alloys, including Ti-6Al-4V, are at 950°C for 5 min, and 99% of the pore-free den-
all sintered in the solid state. Of these, the Ti-6Al- sity was achieved after 5 min isothermal holding at
7Nb alloy has been developed to replace Ti-6Al-4V 800°C. Because of rapid consolidation, all the sin-
as a preferred bio-titanium material due to the tox- tered samples showed similar carbon, nitrogen,
icity of vanadium. The alloy can be fabricated by and oxygen contents to those of the starting pow-
metal injection molding (MIM) and sintering to der. Figure 8 is a representative optical micro-
densities >97% of the pore-free level and mechan- graph of fully dense, fine-grain CP titanium grade
ical properties comparable with those of wrought 1 consolidated at 950°C for 5 min. The mechanical
materials.65 properties of this material satisfy ASTM standards
To understand the sintering processes in highly for CP titanium grade 1 and grade 3.68
alloyed titanium, the sintering of Ti-10V-2Fe-3Al Although not as versatile as conventional sinter-
has been investigated in detail over the tempera- ing, SPS is capable of rapidly consolidating a vari-
ture range of 1,200°C–1,350°C using dilatome- ety of symmetrical shapes such as gears, brake
try.66 The apparent activation energy for sintering disks, sprockets, clutch pressure plates, and
(163±13 kJ/mol) was determined with respect to cams, in addition to billet preforms for subsequent
two different modes of introduction of aluminum hot working.69,70 Also, SPS is compatible with both
and vanadium. It was concluded that the densifi- blended elemental powder mixes and prealloyed
cation of this alloy is basically dictated by the self- powders. It is a novel and viable rapid-consolida-
diffusion of "-titanium. tion technique for titanium and its alloys in niche
market applications.
NOVEL SINTERING PROCESSES
Conventional sintering is versatile but, in most Microwave Sintering
cases, is relatively slow. Spark plasma sintering The effectiveness of microwave (MW) sintering
and microwave sintering are two novel sintering
processes that have proven to be effective for the
consolidation of titanium powders. Each exhibits
distinctive features and has the advantage of being
capable of significantly reducing the time of the
sintering cycle.
Spark Plasma Sintering
Spark plasma sintering (SPS) is a pressure-
assisted pulsed-current process. Because of the
combined effects of pressure and the heat generat-
ed by the Joule effect from the high pulsed-current
density (~107 A m-2, 10 V), powder compacts may
be sintered in a short time period, often at a low
temperature.
Consolidation of CP titanium powder by SPS has
demonstrated that the process can lead to rapid Figure 7. Consolidation of CP titanium grade 1 and CP titanium grade 3 powders
and full densification at a relatively low tempera- by SPS as a function of sintering temperature.68 Reprinted with permission from
Maney Publishing
ture.67,68 Figure 7 shows the relative density as
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
39
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
tering produced densification levels comparable
with those of conventional vacuum sintering.
However, MW radiation delivered a much faster
heating rate (34°C/min) than did conventional
vacuum heating, leading to a substantial reduc-
tion in the sintering cycle. This is attributed to
three combined effects:76 (i) heat radiation from
the MW susceptors at low temperatures, (ii)
enhanced MW absorption due to transformation of
the TiO2 film on the titanium powder particle sur-
faces to oxygen-deficient titanium oxides, which
are MW absorbers, and (iii) volumetric heating of
the titanium powder particles by eddy currents.
More detailed studies are under way to assess the
effectiveness of MW sintering of titanium com-
pared with conventional vacuum sintering.
Figure 8. Optical micrograph of CP titanium grade 1 powder (45 m) consolidated
by SPS at 900°C for 5 min.68 Reprinted with permission from Maney Publishing MECHANICAL PROPERTIES AND
APPLICATIONS
has been demonstrated on many ceramic systems The mechanical properties of cold-compacted-
and a number of metallic and metal–ceramic sys- and-sintered titanium and its alloys are deter-
tems but has been unproven for titanium PM until mined by the sintered density, microstructural
recently. One reason is that titanium is a para- uniformity, grain size, and impurity levels. Table
magnetic metal coupling weakly with the magnet- VI lists the tensile properties of cold compacted
ic field of the microwaves, which is principally and sintered CP Ti, Ti-3Al-2.5V, and Ti-6Al-6V-2Fe
responsible for the MW heating effect in magnetic using BE powders and Ti-5Al-5V-5Mo-3Cr and Ti-
oxides.71 The effectiveness of MW for the sintering 10V-2Fe-3Al using TiH2 powder and master alloy
of metal powders was first demonstrated on ferro- powders. The property data listed in Tables IV and
magnetic metal powders such as cobalt and iron VI show the capabilities of the cold-compaction-
and their alloys.72 Recent work has confirmed that and-sinter approach. In addition to cold-compact-
MW radiation is much more effective in heating ed-and-sintered Ti-6Al-4V, as-sintered Ti-5Al-5V-
ferromagnetic iron powders than in heating non- 5Mo-3Cr and Ti-10V-2Fe-3Al can also attain high
ferromagnetic powders such as copper, gold, tin, strength (YS 940 MPa; UTS 1,030 MPa) and duc-
and titanium.73 Limited evidence suggests that tility (elongation 8%–12%).62 These properties are
MW sintering is capable of producing titanium
parts having a relatively dense core.74
A recent detailed comparative study of the MW
sintering and conventional sintering of CP titani-
um powder compacts in high vacuum confirmed
that MW radiation is effective for the consolidation
of titanium with the assistance of MW suscep-
tors.75 Green compacts were made from three dif-
ferent types of CP titanium powder under com-
paction pressures in the range 200 to 800 MPa
and sintered at 1,200°C in a multimode cavity
3kW MW furnace operating at 2.45 GHz in high
vacuum (HAMilab-HV3, Synotherm, China); the
response is compared with that of conventional
vacuum sintering, Figure 9. The highest density
attained with MW sintering is 96.30% of the pore-
Figure 9. Densification of titanium powder compacts by microwave and conven-
free density with AEE-titanium powder. Other
tional sintering.75 AEE-Ti: <20 m; SUMI-Ti: 45–63 m; CERAC-Ti: 100–150 m
than the samples compacted at 200 MPa, MW sin-
40 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
TABLE VI. REPRESENTATIVE PROPERTIES OF PRESS-AND-SINTER CP Ti AND Ti ALLOYS*
Description Density Oxygen Yield Strength UTS Elongation Reduction
(% PFD) (ppm) (MPa) (MPa) (%, 25.4 mm) in Area (%)
CP Ti 95 415 224 305 24.5 23
CP Ti 98 700 283 383 37.1 30
CP Ti 94 1,200 338 427 15.0 23
CP Ti 98 3,000 483 611 11.0 10
Ti-3Al-2.5V - 1,200 564 650 11.5 14
Ti-6Al-6V-2Fe - 1,200 845 963 6.0 3.8
Ti-5Al-5V-5Mo-3Cr 97.3 - 966 1,067 10.1 16.9
Ti-5Al-5V-5Mo-3Cr 97.8 - 933 1,031 11.3 14.9
Ti-10V-2Fe-3Al 96 - 944 1,033 8.0 13.5
Ti-10V-2Fe-3Al 97.2 - 939 1,033 12.0 19.5
*Elemental powder additions49,56,62
acceptable for a wide range of non-fatigue-critical process. Mass-production sintering will need
applications. The as-sintered Ti alloys are known to be carried out in a continuous sintering fur-
to be inferior to their wrought counterparts under nace. Can titanium PM parts be sintered to
cyclic loading. The fatigue strength of as-sintered high densities (>98% pore-free density) in a
Ti-6Al-4V at 99.8% of the pore-free density is at short period ($60 min) in argon? At present,
the lower bound for wrought Ti-6Al-4V.29 Other little is known as past efforts have focused on
mechanical properties such as fracture toughness vacuum sintering. As a starting point, a
and fatigue-crack-growth rate are, however, at a detailed assessment of argon sintering vs.
similar level to those of wrought titanium.29 high-vacuum sintering is necessary.
Titanium has four major fields of application: • Titanium PM Alloys: Current commercial tita-
military aerospace, commercial aerospace, indus- nium alloys are sinterable. However, the
trial, and consumer/other.10,78,79 Unfortunately, isothermal-sintering process typically requires
the application of near-net-shape titanium parts ~240 min to ensure good densification, which
produced by cold compaction and sintering is vir- is less competitive for continuous production
tually zero.32 The only PM tonnage application sintering. Work is needed to limit the
remains Ti-TiB engine valves, with production at isothermal-sintering time to $60 min, either
~10,000 pieces/month.22 Due to their inferior through the development of effective sintering
fatigue properties, as-sintered titanium PM parts aids for existing commercial alloys, or through
must focus on less demanding non-aerospace, the design and development of rapid-sinter-
non-fatigue-critical applications. It is encouraging able titanium PM alloys.
to note that the worldwide consumption of titanium • High-Chloride-Content Titanium Powder: CP
mill products in the non-aerospace field has now titanium grade 2 powder products (0.2 w/o O,
exceeded that for aerospace consumption.79 This 0.03 w/o N, 0.02 w/o C; 0.06 w/o Fe, 0.01
should provide increased opportunities and incen- w/o Mg, 0.05 w/o Cl) made from Kroll sponge
tives for the future of the titanium PM industry. are presently sold at a market price ~$25/kg.
High-chloride-content titanium powder prod-
FUTURE DIRECTIONS ucts can be produced at a more affordable
Cost reduction has been the primary driving price as ~80% of the vacuum distillation
force for titanium R&D. For titanium PM, while efforts are to remove the 1–2 w/o MgCl2 deep
significant efforts are underway to develop and in the sponge.28 There is a need to develop
produce cost-affordable low-impurity-level titani- suitable sintering processes for the fabrication
um powder products, there are other issues that of quality titanium PM parts from high-chlo-
will be important to the future of the titanium PM ride titanium powders. Progress has been
industry: encouraging and cold-compacted-and-sin-
• Sintering in Argon: High-vacuum sintering is tered Ti-6Al-4V prepared from titanium pow-
preferred for densification but it is a batch der mixes containing >0.36 w/o MgCl2 (0.27
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
41
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
w/o Cl) attained an ultimate tensile strength Sciences and Engineering Library of The University
of 960 MPa and a tensile elongation of 11%.77 of Queensland (UQ) is gratefully acknowledged for
• Novel Sintering Processes: Both SPS and MW the availability of a significant number of the refer-
have proven to be effective for the consolida- ences. Ray Low, UQ, is thanked for drawing the
tion of titanium powder compacts. Both have authors attention to Ref. 77.
the potential for niche market applications
and should be exploited in near-net-shape or REFERENCES
preform fabrication. 1. P.J. Anderson, V.M. Svoyatytsky, F.H. Froes, Y. Mahajan
and D. Eylon, “Fracture Behavior of Blended Elemental
• Titanium Metal Matrix Composites (MMCs): PM
P/M Titanium Alloys”, Modern Developments in Power
has advantages over other manufacturing Metallurgy, edited by H. Hausner, H.W. Antes and G.D.
approaches in composite design and fabrica- Smith, Metal Powder Industries Federation, Princeton, NJ,
tion. PM-based Ti-TiB engine valves are an 1981, vol. 13, pp. 537–549.
encouraging example.21 A significant improve- 2. J.E. Barnes, W. Peter and C.A. Blue, “Evaluation of Low
Cost Titanium Alloy Products”, Mater. Sci. Forum, 2009, vol.
ment in stiffness through composite design 618–619, pp. 165–168.
and fabrication by a PM approach is likely to 3. “DuPont Comes up with Titanium Powder for Parts”, Metal
open new markets for titanium PM. In addi- Powder Report, 2006, vol. 61, no. 9, p. 4.
tion, titanium MMCs have the potential to 4. S. Abkowitz, J.J. Burke and R.H. Hiltz, Jr., Titanium in
Industry: Technology of Structural Titanium, 1955, D. Van
offer unique functional properties. Titanium Nostrand, New York, NY.
PM composites represent an important direc- 5. G.I. Friedman, “Titanium Powder Metallurgy”, Inter. J.
tion in the future.80 Powder Metall., 1970, vol. 6, no. 2, pp. 43–54.
• Titanium PM Applications: Owing to their infe- 6. W. Kroll, “Verformbare Legierungen des Titans”, Z
Metallkunde, 1937, vol. 29, pp. 189–192.
rior fatigue properties, titanium PM parts
7. T.W. Lippert, “Titanium in U.S.A.”, The Science, Technology,
made by conventional cold compaction and and Application of Titanium, edited by R.I. Jaffee and N.E.
sintering should focus on non-aerospace, Promisel, Pergamon Press, Oxford, 1970, pp. 5–9.
non-fatigue-critical applications. To enhance 8. Ibid., W.J. Kroll, “Preface”.
titanium PM applications, it is important that 9. R.S. Dean, J.R. Long, F.S. Wartman and E.L. Anderson,
“Preparation and Properties of Ductile Titanium”, Trans.
property data for as-sintered titanium alloys Amer. Inst. Mining Metall. Engineers, 1946, vol. 166, pp.
be reliable and complete so that design engi- 369–381.
neers will be willing to specify titanium PM 10. Titanium: Past, Present, and Future, National Materials
parts for potential new applications. Both Advisory Board, 1983, National Academy Press,
Washington, D.C.
innovation and coordinated efforts are needed 11. D.C. Li, H. Liu and D.L. Zhou, Titanium Smelting
for a viable and sustainable titanium PM Technologies, 2009, Chemical Industry Press, Beijing,
industry in the near future. China.
In summary, the attractiveness of titanium PM 12. G. Lütjering and J.C. Williams, Titanium, Second Edition,
2007, Springer, Berlin, Germany.
has been recognized for several decades, but its
13. Osaka Titanium, http://www.osakati.co.jp/e/e_product/
potential is yet to be realized as an industrial man- titan/index.html [Accessed 17 August 2010].
ufacturing approach. The major challenge to be 14. S.G. Glazunov, “Titanium in the U.S.S.R.”, The Science,
overcome is economic. New titanium powder prod- Technology, and Application of Titanium, edited by R.I.
ucts from a few emerging meltless production Jaffee and N.E. Promisel, Pergamon, Oxford, UK, 1970, pp.
75–76.
processes may provide an improved basis for fur- 15. R.L. Brickerdike and D.A. Sutcliffe, “The Tensile Strength of
ther development. Nevertheless, opportunities Titanium at Various Temperatures”, Powder Metallurgy,
exist even with currently available titanium pow- London, Her Majesty’s Stationery Office, 1951, vol. 9, pp.
der products made from Kroll sponge. The poten- 153–159.
16. C.G. Goetzel, Treatise on Powder Metallurgy, 1950,
tial of cold compaction and sintering for near-net- Interscience Publishers, Inc., New York, NY, vol. II, pp.
shape or preform fabrication will be realized for 692–707.
selective applications. 17. R.F. Bunshah, H. Margolin and I.B. Cadoff, “Titanium
Powder Metallurgy (part two)”, Precision Metal Moulding,
1956, vol. 14, no. 6, pp. 42–43.
ACKNOWLEDGEMENTS
18. F.H. Froes and D. Eylon, “Powder Metallurgy of Titanium
This work is supported by the Australian Alloys”, Titanium Science and Technology: Proceedings of the
Research Council (ARC) and the ARC Center of Fifth International Conference on Titanium, compiled by G.
Excellence for Design in Light Metals. The docu- Lütjering, U. Zwicker and W. Bunk, Deutsche Gesellschaft
ment delivery team at the Dorothy Hill Physical für Metallkunde, Oberursel, Germany, 1985, vol. 1, pp.
42 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
267–286. Hunan, China, pp. 394–396.
19. F.H. Froes, D. Eylon and G. Friedman, “Titanium P/M 39. J.L. Murray and H.A. Wriedt, “The O-Ti (Oxygen-Titanium)
technology”, ASM Handbook, Vol. 7: Powder Metallurgy System”, Phase Diagrams of Binary Titanium Alloys, ASM
Technology and Applications, ASM International, Metals International, Metals Park, OH, 1987, pp. 211–229.
Park, OH, 1984, pp. 748–755. 40. Calphad, http://www.calphad.com/titanium-nitrogen.html
20. T. Saito, “A Cost-Effective P/M Titanium Matrix Composite [Accessed August 2010].
for Automobile Use”, Advanced Performance Materials, 41. T. Watanabe and Y. Horikoshi, “The Sintering Phenomenon
1995, vol. 2, pp. 121–144. of Titanium Powders—A Discussion”, Inter. J. Powder
21. T. Saito, “The Automotive Application of Discontinuously Metall., 1976, vol. 12, no. 3, pp. 209–214.
Reinforced TiB-Ti Composites,” JOM, 2004, vol. 56, no. 5, 42. M. Peters, J. Kumpfert, C.H. Ward and C. Leyens,
pp. 33–36. “Titanium Alloys for Aerospace Applications”, Adv. Eng.
22. T. Saito, Private Communication, June 2010 Mater. 2003, vol. 5, no. 6, pp. 419–427.
23. A.D. Hartman, S.J. Gerdemann and J.S. Hansen, 43. D.S. Arensburger, V.S. Pugin and I.M. Fedorchenko,
“Producing Lower-Cost Titanium for Automotive “Properties of Electrolytic and Reduced Titanium Powders
Applications”, JOM, 1998, vol. 50, no. 9, pp. 16–19. and Sinterability of Porous Compacts from such Powders”,
24. J. Gambogi, “Titanium”, U.S. Geological Survey Minerals Powder Metallurgy and Metal Ceramics, 1968, vol. 7, pp.
Yearbook, 1999, U.S. Government Printing Office, 362–367.
Washington, D.C., 2001, pp. 79.1–79.6. 44. Kanto Yakin Kogyo Co., http://www.k-y-k.co.jp/en/
25. Honeywell Electronic Materials, http://www51.honeywell. sanso_e.html [Accessed August 2010].
com/sm/em/common/documents/product-overview.pdf 45. D. Heaney and R.M. German, “Advances in the Sintering of
[Accessed September 2010]. Titanium Powders”, Proceedings of the PM2004 Powder
26. A. Woodfield, E. Ott, J. Blank, M. Peretti, D. Linger and L. Metallurgy World Congress (Vienna, Austria), vol. 4,
Duke, “Meltless Ti—A New Light Metals Industry”, Mater. European Powder Metallurgy Association, Shrewsbury, UK,
Sci. Forum, 2009, vol. 618–619, pp. 135–138. 2004, pp. 222–227.
27. International Titanium Association, Titanium Update 46. A.J. Heidloff, J.R. Rieken, I.E. Anderson, D. Byrd, J. Sears,
Newsletter, 2008, issue V, p. 5, http://www.titanium.org/ M. Glynn and R.M. Ward, “Advanced Gas Atomization
files/ItemFileA4403.pdf [Accessed September 2010]. Processing for Ti and Ti Alloy Powder Manufacturing”, JOM,
28. W. Mo, G.Z. Deng and F.C. Luo, Titanium Metallurgy, 2010, vol. 62, no. 5, 35–41.
Second Edition, 2007, Metallurgical Industry Press, 47. B.B. Panigrahi, M.M. Godkhindi, K. Das, P.G. Mukunda
Beijing, China, pp. 11–20, 48–49, 293–300. and P. Ramakrishnan, “Sintering Kinetics of Micrometric
29. F.H. Froes and D. Eylon, “Powder Metallurgy of Titanium Titanium Powder’, Mater. Sci. Eng. A, 2005, vol. 396, pp.
Alloys”, Inter. Mater. Rev. 1990, vol. 35, no. 3, pp. 162–182. 255–262.
30. J.B. Lim, C. Bettles, B.C. Muddle and N.K. Park, “Effects of 48. B.B. Panigrahi, “Sintering Behaviour of Ti-2Ni and Ti-5Ni
Impurity Elements on Green Strength of Powder Elemental Powders’, Materials Letters, 2007, vol. 61, pp.
Compacts”, Materials Science Forum, 2010, vol. 654–656, 152–155.
pp. 811–814. 49. S. Abkowitz, J.M. Siergiej and R.D. Regan, “Titanium P/M
31. M. Qian, G.B. Schaffer and C.J. Bettles, “ Sintering of Preforms, Parts and Composites”, Modern Developments in
Titanium and Its Alloys”, Sintering of Advanced Materials, Powder Metallurgy, edited by H.H. Hausner, Metal Powder
edited by Z.K. Fang, Woodhead Publishing Ltd., Cambridge, Industries Federation, Princeton, NJ, 1971, vol. 4, pp.
UK, 2010, pp. 323–354. 501–511.
32. M.A. Imam and F.H. Froes, “TMS 2010 Symposium: Cost- 50. H. Wang, M. Lefler, Z.Z. Fang, T. Lei, S. Fang, J. Zhang and
Affordable Titanium III”, JOM, 2010, vol. 62, pp. 15–16. Q. Zhao, “Titanium and Titanium Alloy via Sintering of TiH2”,
33. O.M. Ivasishin, D.G. Savvakin, F.H. Froes, V.C. Mokson Key Engineering Materials, 2010, vol. 436, pp. 157–163.
and K.A. Bondareva, “Synthesis of Alloy T-6Al-4V with 51. C. Herzig, R. Willecke and K. Vieregge, “Self-diffusion and
Residual Porosity by a Powder Metallurgy Method”, Powder Fast Cobalt Impurity Diffusion in the Bulk and in Grain-
Metallurgy and Metal Ceramics, 2002, vol. 41, pp. 382–390. boundaries of Hexagonal Titanium”, Philosophical Magazine
34. M. Qian and G.B. Schaffer, “Sintering of Aluminium and Its A, 1991, vol. 63, no.5, pp. 949–958.
Alloys”, Sintering of Advanced Materials, edited by Z.K. 52. M.C. Naik and R.P. Agarwala, “Anomalous Diffusion in
Fang, Woodhead Publishing Ltd., Cambridge, UK, 2010, Beta Zirconium, Beta Titanium, and Vanadium”, J. Phys.
pp. 289–322. Chem. Solid, 1969, vol. 30, pp. 2,330–2,334.
35. P.C. Eloff, “Sintering of Titanium”, ASM Handbook, Vol. 7: 53. B.B. Panigrahi and M.M. Godkhindi, “Sintering of
Powder Metallurgy Technology and Applications, ASM Titanium: Effect of Particle Size”, Inter. J. Powder
International, Metals Park, OH, 1984, pp. 393–395. Metallurgy, 2006, vol. 42, no. 2, pp. 35–42.
36. S.T. Hong, Y. Hovanski, C.A. Lavender and K.S. Weil, 54. K. Akechi and Z. Hara, “Increase of Sintering Rate of
“Investigation of Die Stress Profiles During Powder Titanium Powder during Cyclic Phase Transformation”,
Compaction Using Instrumented Die”, J. Mater. Eng. Powder Metallurgy, 1981, vol. 24, no. 1, pp. 41–46.
Perform., 2008, vol. 17, pp. 382–386. 55. Y. Mahajan, D. Eylon, R. Bacon and F.H. Froes,
37. Y. Hovanski, K.S. Weil and C.A. Lavender, “Developments “Microstructure Property Correlation in Cold Pressed and
in Die Pressing Strategies for Low-Cost Titanium Powders”, Sintered Elemental Ti-6Al-4V Powder Compacts”, Powder
TMS 2009 138th Annual Meeting & Exhibition: Supplemental Metallurgy of Titanium Alloys, edited by F.H. Froes and J.E.
Proceedings, Volume 1: Materials Processing and Smugeresky, The Metallurgical Society of AIME,
Properties, 2009, TMS, Warrendale, PA, pp. 549–556. Warrendale, PA, 1980, pp. 189–202.
38. G.S. Wang and R.Z. Tian, Application Technologies of 56. M.J. Donachie Jr., Titanium—A Technical Guide,
Titanium, 2007, Central South University Press, Changsha, Second Edition, ASM International, Materials Park, OH,
Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
43
COLD COMPACTION AND SINTERING OF TITANIUM AND ITS ALLOYS FOR NEAR-NET-SHAPE OR PREFORM FABRICATION
2000, pp. 46–53. 157–164.
57. Sumitomo, http://www.sumitomocorp.co.jp/titanium/ 65. E. Aust, W. Limberg, R. Gerling, B. Oger and T. Ebel,
powder.html [Accessed August 2010] “Advanced TiAl6Nb7 Bone Screw Implant Fabricated by
58. Toho, http://www.toho-titanium.co.jp/en/products/tipow- Metal Injection Moulding”, Advanced Engineering Materials,
der_en.html [Accessed August 2010]. 2006, vol. 8, pp. 365–370.
59. V.A. Druz, V.S. Moxson, R. Chernenkoff, W.F. Jandeska Jr. 66. Y.F. Yang, S.D. Luo, G.B. Schaffer and M. Qian, “Sintering
and J. Lynn, “Blending: An Elemental Approach to Volume of Ti-10V-2Fe-3Al by blended elemental method,” 7th
Titanium Manufacture”, Metal Powder Report, 2006, vol. Pacific Rim International Conference on Advanced Materials
61, no. 10, pp. 16–21. and Processing (PRICM-7), 2010, Cairns, Australia.
60. O.M. Ivasishin, D.G. Savvakin, X.O. Bondareva and O.I. 67. M. Eriksson, Z. Shen and M. Nygren, “Fast Densification
Dekhtyar, “Synthesis of PM Titanium Alloys Using and Deformation of Titanium Powder”, Powder Metallurgy,
Titanium Hydride Powder: Mechanism of Densification”, Ti- 2005, vol. 48, no. 3, pp. 231–236.
2003 Science and Technology, Volume I, edited by G. 68. M. Zadra F. Casari, L. Girardini and A. Molinari,
Lütjering and J. Albrecht, Wiley-VCH, Weinheim, Germany, “Microstructure and Mechanical Properties of CP-Titanium
2004, pp. 495–502. Produced by Spark Plasma Sintering”, Powder Metallurgy,
61. O.M. Ivasishin, D. Eylon, V.I. Bondarchuk and D.G. 2008, vol. 51, no.1, pp. 59–65.
Savvakin, “Diffusion During Powder Metallurgy Synthesis 69. K. Kondoh, T. Threrujirapapong, H. Imai, J. Umeda and B.
of Titanium Alloys”, Defect and Diffusion Forum, 2008, vol. Fugetsu, “Characteristics of Powder Metallurgy Pure
277, pp. 177–185. Titanium Matrix Composite Reinforced with Multi-Wall
62. O.M. Ivasishin and D.G. Savvakin, “The Impact of Diffusion Carbon Nanotubes”, Composites Science and Technology,
on Synthesis of High-Strength Titanium Alloys from 2009, vol. 69, pp. 1,077–1,081.
Elemental Powder Blends”, Key Engineering Materials, 70. T. Threrujirapapong, K. Kondoh, H. Imai, J. Umeda and B.
2010, vol. 436, pp. 113–121. Fugetsu, “Mechanical Properties of a Titanium Matrix
63. R.M. German, Sintering Theory and Practice, 1996, John Composite Reinforced with Low Cost Carbon Black via
Wiley & Sons, New York, NY. Powder Metallurgy Processing”, Materials Transactions,
64. A.D. Hanson, J.C. Runkle, R. Widmer and J.C. Hebeisen, 2009, vol. 50, pp. 2,757–2,762.
“Titanium Near Net Shapes from Elemental Powder 71. M. Tanaka, H. Kono and K. Maruyama, “Selective Heating
Blends”, Inter. J. Powder Metall. 1990, vol. 26, no. 2, pp. Mechanism of Magnetic Metal Oxides by a Microwave
Magnetic Field”, Phys. Rev. B, 2009, vol. 79, pp. 104,420-
1–104,420-5.
Competence 72. R. Roy, D. Agrawal, J. Cheng, and S. Gedevanishvili, “Full
Versatility Sintering of Powdered-Metal Bodies in a Microwave Field,”
Innovative Nature, 1999, vol. 399, p. 668.
73. V.D. Buchelnikov, D.V. Louzguine-Luzgin, G. Xie, S. Li, N.
Yoshikawa, M. Sato, A.P. Anzulevich, I.V. Bychkov and A.
Totally redesigned “Next Generation”
NEW! Inoue, “Heating of Metallic Powders by Microwaves:
Sinterbar™ Pressure Furnace Experiment and Theory”, J. Appl. Phys., 2008, vol. 104, pp.
113,505–113,514.
Sinterbar Furnaces debind, vacuum sinter and sub-
74. M.G. Kutty and S.B. Bhaduri, “Gradient Surface Porosity in
sequent isostatic densify under high pressure gas
Titanium Dental Implants: Relation between Processing
t For advanced ceramics, Parameters and Microstructure”, J. Mater. Sci.: Mater. Med.,
carbides, tool steel, cermets, 2004, vol. 15, pp. 145–150.
Si3N4, SiC, and other ceramics 75. S. Luo, C. Bettles, M. Yan, G.B. Schaffer and M. Qian,
t Pressures from 60 –100 bar “Microwave Sintering of Titanium”, Key Engineering
(900 –1500 psig) Materials, 2010, vol. 436, pp. 141–147.
t Temperatures from 1650° 76. S. Luo, M. Yan, G.B. Schaffer and M. Qian, “Sintering of
to 2200°C Titanium in Vacuum by Microwave Radiation”, 2010, sub-
t 4, 10 and 12 cubic feet and mitted to Metall. Mater. Trans. A.
custom sizes available 77. V.A. Duz, O.M. Ivasishin, V.S. Moxson, D.G. Savvakin and
V.V. Telin, “Cost-Effective Titanium Alloy Powder
Most Vacuum Furnace Experience Compositions and Method for Manufacturing Flat or
t Centorr Vacuum Industries builds over 80 different styles of Shaped Articles from These Powders”, U.S. Patent
batch and continuous furnaces from 1 cu in. to 834 cu ft. 2009/0252638 A1, October 8, 2009.
t Over 6000 units built since 1954
78. M. Holz, “European Titanium Market—Current and Future
t Testing available in our Applied Technology Center furnaces Scenario”, 2006, http://www.deutschetitan.com/
to 2800°C documents/ETM.pdf [Accessed September 2010].
t Worldwide Field Service and Spare Parts available for all 79. L. Hogan, E. McGinn and R. Kendall, “Research and
furnace makes and models. Development in Titanium: Implications for a Titanium
Metal Industry in Australia”, 2008, Australian Bureau of
Centorr Vacuum Industries, Inc. Agricultural and Resource Economics, Canberra, Australia,
55 Northeastern Blvd., Nashua NH t Toll free: 800-962-8631
Ph: 603-595-7233 t Fax: 603-595-9220 t E-mail: sales@centorr.com http://www.abare.gov.au/publications_html/energy/ener-
gy_08/titanium.pdf [Accessed September 2010].
Details at www.centorr.com/ij 80. “Titanium MMC Gains Aerospace Contract”, Powder
Metallurgy, 2007, vol. 50, no. 4, p. 285. ijpm
44 Volume 46, Issue 5, 2010
International Journal of Powder Metallurgy
You might also like
- 48-00722@K - Sheet - Steel, HLSA Improved FormabilityDocument2 pages48-00722@K - Sheet - Steel, HLSA Improved FormabilityMeher PuneethNo ratings yet
- IJPM 2010 MaDocument26 pagesIJPM 2010 MaQasim SaadNo ratings yet
- Overview of Metal Injection Moulding: The Mim ProcessDocument4 pagesOverview of Metal Injection Moulding: The Mim ProcessDanang YudistiroNo ratings yet
- (Scharvogel 2011) Metal Injection Molding of Titanium For Medical and Aerospace ApplicationsDocument3 pages(Scharvogel 2011) Metal Injection Molding of Titanium For Medical and Aerospace ApplicationsChristian MohammadNo ratings yet
- 10.1016/j.powtec.2017.06.053: Powder TechnologyDocument46 pages10.1016/j.powtec.2017.06.053: Powder TechnologychandiniNo ratings yet
- Composites Part A: Muhammad D. Hayat, Harshpreet Singh, Zhen He, Peng Cao TDocument21 pagesComposites Part A: Muhammad D. Hayat, Harshpreet Singh, Zhen He, Peng Cao TSofiane TaaneNo ratings yet
- Ti MIM 2012 Binder For Ti MIMDelevelopment and DesignDocument18 pagesTi MIM 2012 Binder For Ti MIMDelevelopment and DesignTae-Shik YoonNo ratings yet
- Additive Manufacturing of Titanium Alloy For Aircraft ComponentsDocument6 pagesAdditive Manufacturing of Titanium Alloy For Aircraft Componentsnishanth124acharyaNo ratings yet
- Inclusions in Melting Process of Titanium and Titanium AlloysDocument9 pagesInclusions in Melting Process of Titanium and Titanium AlloyswidadNo ratings yet
- TitaniumDocument11 pagesTitaniumSumantra AaryaNo ratings yet
- 1 s2.0 S0264127517311383 Main PDFDocument26 pages1 s2.0 S0264127517311383 Main PDFGiridharanVijayKumarNo ratings yet
- Powder Metallurgy PDFDocument9 pagesPowder Metallurgy PDFhavalNo ratings yet
- Recent Technology of Powder Metallurgy and Applications: Review PaperDocument9 pagesRecent Technology of Powder Metallurgy and Applications: Review Paperİsmet Can KaratepeNo ratings yet
- Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future InterestsDocument17 pagesWire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interestsgino andradeNo ratings yet
- Recent Progress of Reinforcement Materials ADocument21 pagesRecent Progress of Reinforcement Materials AjeffryNo ratings yet
- 1 s2.0 S0272884223003966 MainDocument10 pages1 s2.0 S0272884223003966 MainDorian TourtourolNo ratings yet
- 1 s2.0 S0921509319307890 MainDocument7 pages1 s2.0 S0921509319307890 MainGaurav Kishor SVNITNo ratings yet
- Fabrication and Characterization of Aa6061/Cnts Surface Nanocomposite by Friction Stir ProcessingDocument21 pagesFabrication and Characterization of Aa6061/Cnts Surface Nanocomposite by Friction Stir ProcessingAli RazaNo ratings yet
- 6 Baufeld - 2011 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 26 - 012001Document9 pages6 Baufeld - 2011 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 26 - 012001Manolo GuzmanNo ratings yet
- mc21 Paper PDFDocument4 pagesmc21 Paper PDFxharpreetxNo ratings yet
- Intermetallics: Volker Güther, Melissa Allen, Joachim Klose, Helmut Clemens TDocument11 pagesIntermetallics: Volker Güther, Melissa Allen, Joachim Klose, Helmut Clemens TSofiane TaaneNo ratings yet
- 10 1016@j JMRT 2019 09 068Document21 pages10 1016@j JMRT 2019 09 068olyad ahmedinNo ratings yet
- Moldova N 2015Document8 pagesMoldova N 2015Suissi AnisNo ratings yet
- 1 s2.0 S0870831214000056 Main PDFDocument7 pages1 s2.0 S0870831214000056 Main PDFabilio_j_vieiraNo ratings yet
- Vacuum Heat TreatmentDocument6 pagesVacuum Heat TreatmentQasim BarkatNo ratings yet
- Jorgen Skibsted 2019, Reactivity of Supplementary Cementitious Materials (SCMs0 in Cement BlendsDocument16 pagesJorgen Skibsted 2019, Reactivity of Supplementary Cementitious Materials (SCMs0 in Cement BlendsSatya ChaitanyaNo ratings yet
- Effect of TiB2 Addition On The Elevated Temperature Tribological Behavior ofDocument10 pagesEffect of TiB2 Addition On The Elevated Temperature Tribological Behavior ofSelva BabuNo ratings yet
- Study of Salt Spray Corrosion On Powdermetallurgymade Aluminummetal Matrix CompositesDocument3 pagesStudy of Salt Spray Corrosion On Powdermetallurgymade Aluminummetal Matrix Compositesmechanical mahathammaNo ratings yet
- Untitled Presentation 1Document4 pagesUntitled Presentation 1khan janNo ratings yet
- Machining Aerospace MaterialsDocument10 pagesMachining Aerospace MaterialsChetan DarshanNo ratings yet
- 1.2019.AA2219 MMCDocument8 pages1.2019.AA2219 MMCMENo ratings yet
- Tic Reinforced AmcDocument27 pagesTic Reinforced AmcarlyNo ratings yet
- Materials and Design: F. Rezaei, R. Yunus, N.A. IbrahimDocument4 pagesMaterials and Design: F. Rezaei, R. Yunus, N.A. IbrahimsiavashNo ratings yet
- Experimental Investigation and Analysis of Drilling Parameters of Metal Matrix (Ti/Tib) CompositesDocument12 pagesExperimental Investigation and Analysis of Drilling Parameters of Metal Matrix (Ti/Tib) CompositesvinothksNo ratings yet
- Surface & Coatings Technology: P. Fox, S. Pogson, C.J. Sutcliffe, E. JonesDocument7 pagesSurface & Coatings Technology: P. Fox, S. Pogson, C.J. Sutcliffe, E. JonesRiskiyah DindaNo ratings yet
- Wire-EDM A Potential Manufacturing Process For Gamma Titanium Aluminides in Future Aero EnginesDocument6 pagesWire-EDM A Potential Manufacturing Process For Gamma Titanium Aluminides in Future Aero Enginesmustafa sertNo ratings yet
- Effects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelDocument13 pagesEffects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelJimmy the ReverendNo ratings yet
- 2019 - Comparative Investigation of The Ni and The Fe Effect On The Structure and Mechanical Response of A WC-W-Ni Hardmetal Obtained by InfiltrationDocument8 pages2019 - Comparative Investigation of The Ni and The Fe Effect On The Structure and Mechanical Response of A WC-W-Ni Hardmetal Obtained by Infiltrationcse crteNo ratings yet
- Titanium and Its AlloysDocument3 pagesTitanium and Its Alloysyogesh dewanganNo ratings yet
- Review of The Methods For Production of Spherical Ti and Ti Alloy PowderDocument8 pagesReview of The Methods For Production of Spherical Ti and Ti Alloy Powdershaiksha47No ratings yet
- Ding 2015Document17 pagesDing 2015agilan89No ratings yet
- 2022 - 1-S2.0-S2214860422006340-Main - Ti64 ReviewDocument30 pages2022 - 1-S2.0-S2214860422006340-Main - Ti64 ReviewÁlvaro Nieto CastroNo ratings yet
- Plasma Powder Transferred Arc Additive Manufacturing of ( (Fe, Ni) - Al) Intermetallic Alloy and Resulting PropertiesDocument11 pagesPlasma Powder Transferred Arc Additive Manufacturing of ( (Fe, Ni) - Al) Intermetallic Alloy and Resulting PropertiesengineeringNo ratings yet
- The Formability of Reactive MetalsDocument12 pagesThe Formability of Reactive MetalsmanantodyNo ratings yet
- Materials Today: Proceedings: Naveen Kumar, Ajaya Bharti, Kuldeep K. SaxenaDocument6 pagesMaterials Today: Proceedings: Naveen Kumar, Ajaya Bharti, Kuldeep K. SaxenaSanti Osorio DiezNo ratings yet
- s40964 017 0030 2Document11 pagess40964 017 0030 2nazanin timasiNo ratings yet
- Sarala Rubi 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 032016Document10 pagesSarala Rubi 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 032016Munna SujanNo ratings yet
- The Technologies of Titanium PowderDocument4 pagesThe Technologies of Titanium Powderal3meed33No ratings yet
- 1 s2.0 S0921509318310293 MainDocument10 pages1 s2.0 S0921509318310293 Mainlethao2011No ratings yet
- Materials Science & Engineering A: SciencedirectDocument9 pagesMaterials Science & Engineering A: Sciencedirectnferreira_245024No ratings yet
- Selective Laser Melting of Near-α Titanium Alloy Ti-6Al-2Zr-1Mo-1V Parameter Optimization, Heat Treatment and Mechanical PerformanceDocument14 pagesSelective Laser Melting of Near-α Titanium Alloy Ti-6Al-2Zr-1Mo-1V Parameter Optimization, Heat Treatment and Mechanical Performancesveta netNo ratings yet
- Study of Mechanical Properties µstructure of B C Reinforced Aluminum Metal Matrix CompositeDocument9 pagesStudy of Mechanical Properties µstructure of B C Reinforced Aluminum Metal Matrix CompositeTrishul SampathNo ratings yet
- Review On Titanium AlloysDocument7 pagesReview On Titanium AlloysATILAY AYREZ BozNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Fundicion (Casting) 1 PDFDocument33 pagesFundicion (Casting) 1 PDFLAURA SOFIA PACCI JIMENEZNo ratings yet
- Composites Science and Technology: T. Yamaguchi, T. Okabe, S. YashiroDocument6 pagesComposites Science and Technology: T. Yamaguchi, T. Okabe, S. YashiroBaşar ZamanNo ratings yet
- 1 s2.0 S2212827119301118 MainDocument6 pages1 s2.0 S2212827119301118 Mainarquimedes.e.lucianaNo ratings yet
- 2003 - PM Aluminum Matrix Composites - An OverviewDocument4 pages2003 - PM Aluminum Matrix Composites - An OverviewakjeevananthamNo ratings yet
- Process Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignDocument9 pagesProcess Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignSREEJITH S NAIRNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Perparim Demi CV - enDocument2 pagesPerparim Demi CV - enDemi Perparim100% (1)
- Phosphor Bronze CuSn6-PB103 Datasheet PDFDocument1 pagePhosphor Bronze CuSn6-PB103 Datasheet PDFRemo StortiniNo ratings yet
- Filtered Steel Castings - Low Turbulence Mould FillingDocument1 pageFiltered Steel Castings - Low Turbulence Mould FillingAnkur PatelNo ratings yet
- Altech Sleeve PresentationDocument15 pagesAltech Sleeve PresentationNikhilesh KadukarNo ratings yet
- Selection For Welding Consumables: A 479 Gr.316LDocument2 pagesSelection For Welding Consumables: A 479 Gr.316LanandmlNo ratings yet
- Microstructural and Mechanical Properties of Novel Co-Free Maraging Steel M789 Prepared by Additive ManufacturingDocument16 pagesMicrostructural and Mechanical Properties of Novel Co-Free Maraging Steel M789 Prepared by Additive Manufacturingzbigniew3brytanNo ratings yet
- Structural Steel GradesDocument39 pagesStructural Steel GradesMehman Nasibov100% (1)
- Corrosion Resistance of Hastelloy C-276Document6 pagesCorrosion Resistance of Hastelloy C-276KuzhaliNo ratings yet
- COE-101.01, Corrosion PrinciplesDocument133 pagesCOE-101.01, Corrosion PrinciplesJhonattan BarruetaNo ratings yet
- Unit-2: Phase DiagramDocument37 pagesUnit-2: Phase DiagramPrasad Govind KumbharNo ratings yet
- SAE, AISI, High Strength Steels Welding TipsDocument13 pagesSAE, AISI, High Strength Steels Welding TipsMARIO HUAMANNo ratings yet
- CQI-9 3rd ProcessTableI May2014Document8 pagesCQI-9 3rd ProcessTableI May2014alvaro duarteNo ratings yet
- Data Sheet: 304/304L Stainless SteelDocument2 pagesData Sheet: 304/304L Stainless SteelFranco SwanepoelNo ratings yet
- Ems-004 REV KDocument6 pagesEms-004 REV KErol BurnsNo ratings yet
- Influence of Laser Hardening On Mechanical Properties of A Low Alloy SteelDocument9 pagesInfluence of Laser Hardening On Mechanical Properties of A Low Alloy SteelkarimNo ratings yet
- Corrosion-Resisting Chromium Steel-Clad Plate, Sheet, and StripDocument8 pagesCorrosion-Resisting Chromium Steel-Clad Plate, Sheet, and StripSofiaJabadanEspulgarNo ratings yet
- Método EPA 3010ADocument5 pagesMétodo EPA 3010APaulina Armella RojasNo ratings yet
- Mineral Sistem HexagonalDocument3 pagesMineral Sistem Hexagonalbayu defitraNo ratings yet
- Steel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature ServiceDocument5 pagesSteel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature Servicemohammed karasnehNo ratings yet
- Gurmukh-Gurmat VicharDocument20 pagesGurmukh-Gurmat VicharSikh TextsNo ratings yet
- MT305 Nonferrous Extractive MetallurgyDocument2 pagesMT305 Nonferrous Extractive MetallurgyMerrin John VarkeyNo ratings yet
- T.T.I. - Tubacex Tubos Inoxidables, S.A.: Mill Test CertificateDocument3 pagesT.T.I. - Tubacex Tubos Inoxidables, S.A.: Mill Test CertificateMANUFACTURER OF FORGED FLANGES AND PIPE FITTINGSNo ratings yet
- 918 2762 2 PB DikonversiDocument12 pages918 2762 2 PB DikonversiRizky Fadilah PaneNo ratings yet
- Attachment Report Nakayi-1Document100 pagesAttachment Report Nakayi-1misodzibNo ratings yet
- Chapter4 - Imperfections in SolidsDocument35 pagesChapter4 - Imperfections in SolidsSibakanta SahuNo ratings yet
- Metallurgy For Non Metallurgist - Module-1Document61 pagesMetallurgy For Non Metallurgist - Module-1ajaysharma_1009No ratings yet
- Material Technology IInd SemDocument262 pagesMaterial Technology IInd SemvinayakNo ratings yet
- Assignment Corrosion RustingDocument5 pagesAssignment Corrosion RustingADEBISI JELEEL ADEKUNLE100% (1)
- Mineralogy PresentationDocument61 pagesMineralogy PresentationdharmendraNo ratings yet