You might also like
- Libro DDDDocument59 pagesLibro DDDluisaNo ratings yet
- Target_fragmentation_for_efficient_loading_and_cruDocument10 pagesTarget_fragmentation_for_efficient_loading_and_crumine.bcNo ratings yet
- Comminution and Energy Usage: 30 Sme Mining Engineering HandbookDocument1 pageComminution and Energy Usage: 30 Sme Mining Engineering HandbookYeimsNo ratings yet
- Comminution Mechanisms, Particle Shape Evolution and Collision Energy Partitioning in Tumbling MillsDocument21 pagesComminution Mechanisms, Particle Shape Evolution and Collision Energy Partitioning in Tumbling MillsW ZuoNo ratings yet
- A Review of Ball Mill Grinding Process Modeling Using Discrete Element MethodDocument9 pagesA Review of Ball Mill Grinding Process Modeling Using Discrete Element MethodGonzalo MansillaNo ratings yet
- Calculation Method and Its Application For Energy Consumption of Ball Mills in Ceramic Industry Based On Power Feature DeploymentDocument14 pagesCalculation Method and Its Application For Energy Consumption of Ball Mills in Ceramic Industry Based On Power Feature DeploymentKiran ShetNo ratings yet
- Effect of Wave Collision On Fragmentation, Throw, and Energy Efficiency of Mining and ComminutionDocument17 pagesEffect of Wave Collision On Fragmentation, Throw, and Energy Efficiency of Mining and ComminutionrakoNo ratings yet
- Minerals: Industrial Vertical Stirred Mills Screw Liner Wear Profile Compared To Discrete Element Method SimulationsDocument20 pagesMinerals: Industrial Vertical Stirred Mills Screw Liner Wear Profile Compared To Discrete Element Method SimulationsANo ratings yet
- Towards A Virtual Comminution MachineDocument12 pagesTowards A Virtual Comminution MachinePatricio LeonardoNo ratings yet
- Numerical Investigation On Rock-Breaking Mechanism and Cutting Temperature of Compound Percussive Drilling With A Single PDC CutterDocument16 pagesNumerical Investigation On Rock-Breaking Mechanism and Cutting Temperature of Compound Percussive Drilling With A Single PDC Cutterxiaowu001.ggNo ratings yet
- Minerals Engineering: M. Yahyaei, N.S. Weerasekara, M.S. PowellDocument8 pagesMinerals Engineering: M. Yahyaei, N.S. Weerasekara, M.S. PowellLuis Gabriel Gutiérrez MendozaNo ratings yet
- Numerical Analysis of The Weldability of SuperalloysDocument15 pagesNumerical Analysis of The Weldability of SuperalloysSgk ManikandanNo ratings yet
- An Evaluation On The Impact of Ore Framented by Blasting On Mining PerformanceDocument23 pagesAn Evaluation On The Impact of Ore Framented by Blasting On Mining PerformanceAcosta FaustoNo ratings yet
- Perforacion en Mine To MillDocument10 pagesPerforacion en Mine To MillFrAnkLeÓnNo ratings yet
- Weir Milling Paper at Millops2018 ProofDocument13 pagesWeir Milling Paper at Millops2018 ProofVicente RodriguezNo ratings yet
- Fragmentation and Its Impact On Downstream ProcessingDocument4 pagesFragmentation and Its Impact On Downstream Processingalvaroaac4No ratings yet
- HTTPWWW - Min Pan - Krakow - Plwydawnictwagsm264saramak I Inni 1 PDFDocument12 pagesHTTPWWW - Min Pan - Krakow - Plwydawnictwagsm264saramak I Inni 1 PDFaghilifNo ratings yet
- Adv Eng Mater - 2023 - AkhtarDocument17 pagesAdv Eng Mater - 2023 - Akhtarakhil.khajuriaNo ratings yet
- The Effects of Blasting On Crushing and Grinding Efficiency and Energy ConsumptionDocument11 pagesThe Effects of Blasting On Crushing and Grinding Efficiency and Energy ConsumptionEquipmentDesignNo ratings yet
- Applied Energy: Xiaojun Dai, Mark JollyDocument6 pagesApplied Energy: Xiaojun Dai, Mark JollyFrancesca MárgaryNo ratings yet
- Modelling and Simulation Technique Applied To Mine To MillDocument14 pagesModelling and Simulation Technique Applied To Mine To MillJassele Leite no CuNo ratings yet
- VNITNagpur2020 ReviewofFragmentationPredictionModelsDocument10 pagesVNITNagpur2020 ReviewofFragmentationPredictionModelsAldijana SehicNo ratings yet
- Mapping Synergy of Erosion Mechanisms of Tidal TurDocument16 pagesMapping Synergy of Erosion Mechanisms of Tidal TurTakaya SakuraiNo ratings yet
- Review PaperDocument9 pagesReview PaperPhilbert MuhayimanaNo ratings yet
- A Critical Review On The Mechanisms of Chemical Additives Used in Grinding and Their Effects On The Downstream ProcessesDocument15 pagesA Critical Review On The Mechanisms of Chemical Additives Used in Grinding and Their Effects On The Downstream Processeshasan70 sheykhiNo ratings yet
- Mineral Liberation by High Voltage Pulses vs Conventional MethodsDocument9 pagesMineral Liberation by High Voltage Pulses vs Conventional MethodsMonica Ulloa LamasNo ratings yet
- A More Sustainable Approach To Assessing Comminution EfficiencyDocument9 pagesA More Sustainable Approach To Assessing Comminution EfficiencyEnoque MatheNo ratings yet
- 1 s2.0 S0955221920305689 MainDocument19 pages1 s2.0 S0955221920305689 MainJoaoNo ratings yet
- An Overview of Ceramic Molds For Investment Casting of Nickel SuperalloyesDocument19 pagesAn Overview of Ceramic Molds For Investment Casting of Nickel SuperalloyesJuan SarmientoNo ratings yet
- Investigation On Mechanical Behaviors of Shale Cap Rock For GeologicalDocument15 pagesInvestigation On Mechanical Behaviors of Shale Cap Rock For Geologicalarafath007jamsbondNo ratings yet
- 2020 - ECAP of AA - Numerical InvestigationDocument6 pages2020 - ECAP of AA - Numerical Investigationabcde.xyz1No ratings yet
- Amme MS Id 000504Document16 pagesAmme MS Id 000504Mohd SazidNo ratings yet
- DEM Prediction of Particle Flows in Grinding Processes: P. W. Cleary, M. D. Sinnott and R. D. MorrisonDocument35 pagesDEM Prediction of Particle Flows in Grinding Processes: P. W. Cleary, M. D. Sinnott and R. D. MorrisonLuciano Cruz JancoNo ratings yet
- eswaraiah2008Document11 pageseswaraiah2008Adfa AdfaNo ratings yet
- Abrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaDocument12 pagesAbrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaEdsonNo ratings yet
- Powder Technology: Yun-Wang Li, La-La Zhao, Er-Yi Hu, Kang-Kang Yang, Jing-Feng He, Hai-Shen Jiang, Qin-Fu HouDocument13 pagesPowder Technology: Yun-Wang Li, La-La Zhao, Er-Yi Hu, Kang-Kang Yang, Jing-Feng He, Hai-Shen Jiang, Qin-Fu HouMaisam JdeedNo ratings yet
- Reactor Nuclear Modular CoreanoDocument19 pagesReactor Nuclear Modular CoreanoAlcides AcevedoNo ratings yet
- Crystals 11 00918 v2Document21 pagesCrystals 11 00918 v2Satyendra SinghNo ratings yet
- Ball Motion Axial Segregation and PowerDocument12 pagesBall Motion Axial Segregation and PowerAndres Acosta RozoNo ratings yet
- Scaling Up Ultrasonic Vibration Assisted Additive Man - 2022 - Journal of ManufaDocument8 pagesScaling Up Ultrasonic Vibration Assisted Additive Man - 2022 - Journal of ManufaDiego BarreraNo ratings yet
- Energy Dissipation Enhancement of Thin-Walled 6063Document19 pagesEnergy Dissipation Enhancement of Thin-Walled 6063Nhân TrầnNo ratings yet
- Grinding Aid PDFDocument14 pagesGrinding Aid PDFarafatNo ratings yet
- Cu - Ni Alloy - Electrodeposition and Powder Metallurgy MethodsDocument8 pagesCu - Ni Alloy - Electrodeposition and Powder Metallurgy MethodsyascheNo ratings yet
- Fracture JournalDocument2 pagesFracture Journalkierjohn237343No ratings yet
- Electrochemical DeburringDocument8 pagesElectrochemical DeburringraulNo ratings yet
- Minerals Engineering: Jens Lichter, King Lim, Alex Potapov, Dean KajaDocument5 pagesMinerals Engineering: Jens Lichter, King Lim, Alex Potapov, Dean KajaHosein HashemiNo ratings yet
- Powder Technology: C.T. Jayasundara, H.P. ZhuDocument9 pagesPowder Technology: C.T. Jayasundara, H.P. ZhuHubert Hugo Ventura HinostrozaNo ratings yet
- Micromanufacturing of Composite Materialsa Review HasanDocument27 pagesMicromanufacturing of Composite Materialsa Review HasanQOMARUL HADINo ratings yet
- AKTNTDD2022 JFM WindfarmsDocument29 pagesAKTNTDD2022 JFM WindfarmsThe SangeNo ratings yet
- Energies: An Alternative To Conventional Rock Fragmentation Methods Using SCDA: A ReviewDocument31 pagesEnergies: An Alternative To Conventional Rock Fragmentation Methods Using SCDA: A ReviewZaka EmadNo ratings yet
- Preprints202205 0406 v1Document7 pagesPreprints202205 0406 v1tigalima 35No ratings yet
- Exploring The Effect of Blast Design On SAG Mill Throughput at KCGMDocument17 pagesExploring The Effect of Blast Design On SAG Mill Throughput at KCGMVanco AdziskiNo ratings yet
- 23 PDFDocument15 pages23 PDFyasemin bürüngüzNo ratings yet
- Journal of Constructional Steel Research: Vincenzo Piluso, Rosario Montuori, Elide Nastri, Annabella PacielloDocument15 pagesJournal of Constructional Steel Research: Vincenzo Piluso, Rosario Montuori, Elide Nastri, Annabella Pacielloyasemin bürüngüzNo ratings yet
- Eng 2018041216213748Document12 pagesEng 2018041216213748alirafiqNo ratings yet
- Concrete Rock InterfaceDocument7 pagesConcrete Rock Interfacedyc123No ratings yet
- 1 s2.0 S2589299123000459 MainDocument8 pages1 s2.0 S2589299123000459 Mainsuebin30No ratings yet
- Strategic Mine Planning and DesignDocument14 pagesStrategic Mine Planning and DesignVLADIMIR PEREIRA MAMANI MAMANINo ratings yet
- Fusion Dilemmas: Striking a Balance Between Energy and Arms Control.From EverandFusion Dilemmas: Striking a Balance Between Energy and Arms Control.No ratings yet
- Corrosion and Corrosion Protection of Wind Power Structures in Marine Environments: Volume 2: Corrosion Protection MeasuresFrom EverandCorrosion and Corrosion Protection of Wind Power Structures in Marine Environments: Volume 2: Corrosion Protection MeasuresNo ratings yet
- Improvements in The Operation and Control of SAG Mills in PT Amman Mineral's Batu Hijau Operation Using Mill Load Soft SensorDocument17 pagesImprovements in The Operation and Control of SAG Mills in PT Amman Mineral's Batu Hijau Operation Using Mill Load Soft SensorFernandoNo ratings yet
- Getting Started with LaTeX GuideDocument19 pagesGetting Started with LaTeX Guideabhiraj1234No ratings yet
- A New Size Distribution Model by T-FamilDocument8 pagesA New Size Distribution Model by T-FamilFernandoNo ratings yet
- GA TutorialDocument19 pagesGA TutorialYugal KumarNo ratings yet
- 317 Whiten PDFDocument8 pages317 Whiten PDFFernandoNo ratings yet
- (2002) Delboni H. & Morrell S. - A Load-Interactive Model For Predicting The Performance of Autogenous and Semi-Autogenous Mills PDFDocument15 pages(2002) Delboni H. & Morrell S. - A Load-Interactive Model For Predicting The Performance of Autogenous and Semi-Autogenous Mills PDFLuis Miguel La TorreNo ratings yet
- Optimisation of The Cadia Hill SAG Mill CircuitDocument11 pagesOptimisation of The Cadia Hill SAG Mill CircuitFernandoNo ratings yet
- MillFillingCalc v4 PDFDocument3 pagesMillFillingCalc v4 PDFFernandoNo ratings yet
- Optimization of the SAG mill circuit at Kinross Paracatu BrazilDocument13 pagesOptimization of the SAG mill circuit at Kinross Paracatu BrazilFernando Nicolas Ureta GodoyNo ratings yet
- Influence of The Distribution Function On ModelingDocument7 pagesInfluence of The Distribution Function On ModelingFernandoNo ratings yet
- Broyden - A Class of Methods For Solving Nonlinear Simultaneous EquationsDocument18 pagesBroyden - A Class of Methods For Solving Nonlinear Simultaneous EquationssfilopouNo ratings yet
- Society For Industrial and Applied MathematicsDocument22 pagesSociety For Industrial and Applied MathematicsFernandoNo ratings yet
- Optimisation of The Cadia Hill SAG Mill CircuitDocument11 pagesOptimisation of The Cadia Hill SAG Mill CircuitFernandoNo ratings yet
- A Mill Power Equation For SAG MillsDocument12 pagesA Mill Power Equation For SAG MillsOmar Andres Quilodran RodriguezNo ratings yet
- Broy DenDocument5 pagesBroy DenFernandoNo ratings yet
- FerromagnetismDocument48 pagesFerromagnetismkawtherahmedNo ratings yet
- Peak Overpressures From Internal BlastDocument65 pagesPeak Overpressures From Internal BlastDianna LambertNo ratings yet
- A Level Chemistry SolutionsDocument8 pagesA Level Chemistry SolutionsImagreenbucklegirl SGNo ratings yet
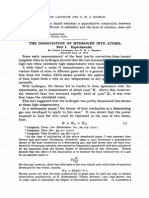
- Dissociation of Hydrogen 1 LangmuirDocument15 pagesDissociation of Hydrogen 1 LangmuirpomodoroNo ratings yet
- Safety Data Sheet: Welding Torch - CoolantDocument8 pagesSafety Data Sheet: Welding Torch - CoolantDheebika MurugesanNo ratings yet
- General Science Capsule 2019Document26 pagesGeneral Science Capsule 2019Mazhar AliNo ratings yet
- Roldana Barba-Johannis PDFDocument13 pagesRoldana Barba-Johannis PDFantedluvianoNo ratings yet
- Sheniblog IX - Phy.unit.1 (EM)Document7 pagesSheniblog IX - Phy.unit.1 (EM)Rema DeviNo ratings yet
- Periodic Table Stories PDFDocument47 pagesPeriodic Table Stories PDFErra Peñaflorida100% (1)
- Vtu Previous Year Question PapersDocument26 pagesVtu Previous Year Question Papersprashanth prabhuNo ratings yet
- Pharmaceutical EmulsionsDocument28 pagesPharmaceutical EmulsionsEph RemNo ratings yet
- Science of The Egg Drop1Document2 pagesScience of The Egg Drop1Virginia FernandezNo ratings yet
- Notes On Materials Metals and Non MetalsDocument6 pagesNotes On Materials Metals and Non Metalsmatho logyNo ratings yet
- AkzoNobel Asphalt TB Bitumen Emulsion Tcm45-36500Document24 pagesAkzoNobel Asphalt TB Bitumen Emulsion Tcm45-36500Waleed Louri100% (2)
- Vibration Analysis and Control Exam QuestionsDocument4 pagesVibration Analysis and Control Exam QuestionsAshokNo ratings yet
- Nicolaus Copernicus IsDocument3 pagesNicolaus Copernicus IsShaila Mae VillegasNo ratings yet
- Definition of The Term Piping Design Bases - Calgary, ABDocument4 pagesDefinition of The Term Piping Design Bases - Calgary, ABVelpandian ManiNo ratings yet
- Flow-induced vibration risks to piping systemsDocument6 pagesFlow-induced vibration risks to piping systemsLijukrishnanNo ratings yet
- MATLS 4I03 Assignment 2Document3 pagesMATLS 4I03 Assignment 2RoyNo ratings yet
- W.G. Szymczak and A.B. Wardlaw - Numerical Methods For Explosion Plume PredictionsDocument47 pagesW.G. Szymczak and A.B. Wardlaw - Numerical Methods For Explosion Plume PredictionsMallamaxNo ratings yet
- 2Document5 pages2gg hyuNo ratings yet
- 843 02105 01 Architectural and Industrial Coatings Solutions Selection GuideDocument20 pages843 02105 01 Architectural and Industrial Coatings Solutions Selection GuidenanoNo ratings yet
- Coal Technology Presentation PDFDocument24 pagesCoal Technology Presentation PDFyondelaNo ratings yet
- Lab ManualDocument20 pagesLab ManualNadira NadieyraNo ratings yet
- GP 20Document12 pagesGP 20MALIK ZARYABBABARNo ratings yet
- Carbon Nanotubes, Inorganic Nanowires and Functionalization: Dr. Anita S. Ethiraj Associate ProfessorDocument8 pagesCarbon Nanotubes, Inorganic Nanowires and Functionalization: Dr. Anita S. Ethiraj Associate ProfessorGovarthananNo ratings yet
- Researching homemade whiteboard marker inkDocument8 pagesResearching homemade whiteboard marker inkMarejoy OrantesNo ratings yet
- 1709 3391 1 SMDocument30 pages1709 3391 1 SMAlvinsyah AbdullahNo ratings yet
- Teflon MsdsDocument3 pagesTeflon MsdsTajul Islam SabojNo ratings yet
- Question 1 of 25Document7 pagesQuestion 1 of 25antonio larotta100% (1)