You might also like
- Quality Control Procedure SampleDocument12 pagesQuality Control Procedure Samplepocharquitecturaromania92% (50)
- Oil Penetration Leak Test Procedure Rev ADocument4 pagesOil Penetration Leak Test Procedure Rev AAzuwan MohamadNo ratings yet
- API Specification 2BDocument10 pagesAPI Specification 2Bmoonstar_dme100% (1)
- AWS Classification PosterDocument1 pageAWS Classification PosterJorge LunaNo ratings yet
- ETJ - Volume 41 - Issue 7 - Pages 1-9 NewDocument9 pagesETJ - Volume 41 - Issue 7 - Pages 1-9 Newhameed.laftaNo ratings yet
- Effects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Document6 pagesEffects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Joel BrasilBorgesNo ratings yet
- The Effect of Groove Welding On Mechanical PropertDocument8 pagesThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarNo ratings yet
- Geometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingDocument15 pagesGeometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingMathews LimaNo ratings yet
- Materialwissenschaft Werkst - 2023 - Ak Ro Lu - Effects of Process Parameters On Fatigue Behavior and Surface Integrity ofDocument9 pagesMaterialwissenschaft Werkst - 2023 - Ak Ro Lu - Effects of Process Parameters On Fatigue Behavior and Surface Integrity oframazan çakıroğluNo ratings yet
- Metallographic and Fracture Characteristics of TWIP STEELS SPOT WELDEDDocument10 pagesMetallographic and Fracture Characteristics of TWIP STEELS SPOT WELDEDJoselo HRNo ratings yet
- Jurnal SMAW PDFDocument9 pagesJurnal SMAW PDFMuhammad Zuhdi SyihabNo ratings yet
- Materials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianDocument13 pagesMaterials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianRami GhorbelNo ratings yet
- International Journal of Engineering Research and DevelopmentDocument6 pagesInternational Journal of Engineering Research and DevelopmentIJERDNo ratings yet
- Journal of Advanced Joining Processes: Titus Bitek Watmon, Catherine Wandera, James AporaDocument10 pagesJournal of Advanced Joining Processes: Titus Bitek Watmon, Catherine Wandera, James AporaJehuda TitaheluNo ratings yet
- Effect of Multi-Pass SMAW Welding On The Surface HDocument7 pagesEffect of Multi-Pass SMAW Welding On The Surface HYousab CreatorNo ratings yet
- Accepted Manuscript: 10.1016/j.vacuum.2014.08.016Document28 pagesAccepted Manuscript: 10.1016/j.vacuum.2014.08.016Amine OsmaniNo ratings yet
- Failure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziDocument6 pagesFailure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziNarayanan SubramanianNo ratings yet
- Journal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao ZhangDocument12 pagesJournal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao Zhangfara latifaNo ratings yet
- JETIR1705014Document7 pagesJETIR1705014Animesh Dutt Mishra (B20MT006)No ratings yet
- Dissimilar Metal WeldingDocument37 pagesDissimilar Metal WeldingAlbar33% (3)
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Fang 2014Document7 pagesFang 2014gürkan peközNo ratings yet
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocument5 pagesThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNo ratings yet
- He Effect of AC (Alternating Current) and DC (Direct Current) On Bend Testing Results of Low Carbon Steel Welding JointsDocument6 pagesHe Effect of AC (Alternating Current) and DC (Direct Current) On Bend Testing Results of Low Carbon Steel Welding JointsIwankNo ratings yet
- Effect of Laser - MIG Hybrid Welding On Microstructure and Properties of Seismic Steel Plate For BuildingsDocument6 pagesEffect of Laser - MIG Hybrid Welding On Microstructure and Properties of Seismic Steel Plate For BuildingsMarben TanegaNo ratings yet
- Microstructure Characteristics and Corrosion ResistanceDocument11 pagesMicrostructure Characteristics and Corrosion ResistanceDilipSinghNo ratings yet
- Fatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsDocument7 pagesFatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsJuliana G. Rosado CarrascoNo ratings yet
- Effect of Laser Beam Welding Parameters On MicrostDocument10 pagesEffect of Laser Beam Welding Parameters On MicrostSalih HASNo ratings yet
- Optimization of Welding Parameters of Submerged Arc Welding Process: A ReviewDocument6 pagesOptimization of Welding Parameters of Submerged Arc Welding Process: A ReviewsettaNo ratings yet
- CalikDocument5 pagesCalikmarceloNo ratings yet
- Calik PDFDocument5 pagesCalik PDFmarceloNo ratings yet
- Study On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding LayerDocument11 pagesStudy On The Effect of Electromagnetic Field On The Segregation and Structural Property of Ni60 Cladding Layerzixin chenNo ratings yet
- 10 5923 J Materials 20190901 03Document7 pages10 5923 J Materials 20190901 03destaeyasu67No ratings yet
- Effect of Arc Welding Current On The Mechanical PRDocument10 pagesEffect of Arc Welding Current On The Mechanical PRBasim Al-bhadleNo ratings yet
- To Appear in MeasurementDocument28 pagesTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Apem9 4 - 181 186Document6 pagesApem9 4 - 181 186Luis MuñozNo ratings yet
- The Effect of Variation of Welding Camp On The STRDocument9 pagesThe Effect of Variation of Welding Camp On The STRHadera BerheNo ratings yet
- Development of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsDocument23 pagesDevelopment of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsfarahNo ratings yet
- Austenite Morphology and Distribution Dependence of Impact Toughness in S32101 Duplex Stainless Steel Laser WeldsDocument10 pagesAustenite Morphology and Distribution Dependence of Impact Toughness in S32101 Duplex Stainless Steel Laser WeldsOumaymaNo ratings yet
- Effect of Tempering On The Microstructure and Mechanical Properties of Resistance of Spot Welded DP 980 SteelDocument6 pagesEffect of Tempering On The Microstructure and Mechanical Properties of Resistance of Spot Welded DP 980 SteelShameekaNo ratings yet
- Welding of Austenitic Stainless Steel Using Double Sided Arc Welding ProcessDocument6 pagesWelding of Austenitic Stainless Steel Using Double Sided Arc Welding ProcessShaat KumarNo ratings yet
- 45 - 5 - Taban (Butt Joint FSW Better Than Mig)Document8 pages45 - 5 - Taban (Butt Joint FSW Better Than Mig)Amar DJEDIDNo ratings yet
- Development of A New Optical Monitoring System ForDocument7 pagesDevelopment of A New Optical Monitoring System ForNia KurniaNo ratings yet
- Effect of Welding Current On MechanDocument3 pagesEffect of Welding Current On MechanShirohime HajikujiNo ratings yet
- Materials and Design: H.J. Liu, H.J. Zhang, L. YuDocument6 pagesMaterials and Design: H.J. Liu, H.J. Zhang, L. YuGaurav PandeyNo ratings yet
- Project 2020 PDFDocument29 pagesProject 2020 PDFDaya ShankarNo ratings yet
- Journal of Manufacturing Processes: Z.L. Ni, F.X. Ye TDocument15 pagesJournal of Manufacturing Processes: Z.L. Ni, F.X. Ye TMukesh KumarNo ratings yet
- Influence of Welding Processes On Microstructure, Tensile and Impact Properties of Ti 6al 4V Alloy JointsDocument10 pagesInfluence of Welding Processes On Microstructure, Tensile and Impact Properties of Ti 6al 4V Alloy JointsDede DediNo ratings yet
- Beam AngleDocument8 pagesBeam Anglechandan kumarNo ratings yet
- 2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersDocument7 pages2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersAnas IslamNo ratings yet
- Wang2013 DMWDocument34 pagesWang2013 DMWAnand VarmaNo ratings yet
- Microstructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434Document17 pagesMicrostructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434kamal touilebNo ratings yet
- Microstructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessDocument12 pagesMicrostructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessRami GhorbelNo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelAngga Pamilu PutraNo ratings yet
- Materials and Design: Z.Y. Zhu, C.Y. Deng, Y. Wang, Z.W. Yang, J.K. Ding, D.P. WangDocument8 pagesMaterials and Design: Z.Y. Zhu, C.Y. Deng, Y. Wang, Z.W. Yang, J.K. Ding, D.P. WangMohamed NasrNo ratings yet
- Performance and Analysis of Weld Joint by Using Two Dissimilar Electrodes E6010 and E7018Document5 pagesPerformance and Analysis of Weld Joint by Using Two Dissimilar Electrodes E6010 and E7018Editor IJTSRDNo ratings yet
- Magnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsDocument18 pagesMagnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsBANOTH SHIVAKUMARNo ratings yet
- Effect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelDocument8 pagesEffect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelAshish Kumar AgrawalNo ratings yet
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDocument6 pagesUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNo ratings yet
- Seam Welding PDFDocument4 pagesSeam Welding PDFsrivatsanNo ratings yet
- Study The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingDocument8 pagesStudy The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingBasim Al-bhadleNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
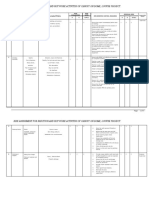
- Hirarc Form: 1.hazard Identification 2.risk Analysis 3.risk ControlDocument2 pagesHirarc Form: 1.hazard Identification 2.risk Analysis 3.risk ControlAiman HakimiNo ratings yet
- Pwe (2000) Prac. Weld. Engineer PDFDocument154 pagesPwe (2000) Prac. Weld. Engineer PDFwi100% (1)
- Iwe 2010Document2 pagesIwe 2010mohammadkhairyNo ratings yet
- Nelson Stud Welding - General Material SpecificationsDocument12 pagesNelson Stud Welding - General Material SpecificationsStefan IonitaNo ratings yet
- BS 07475-1991 (1999)Document16 pagesBS 07475-1991 (1999)Ali RayyaNo ratings yet
- Ergo PresentDocument7 pagesErgo PresentFan ZNo ratings yet
- Harish ResumeDocument2 pagesHarish ResumeadilNo ratings yet
- Performance of Details in Connection of Precast Concrete: Naser Faraj Bankashen, Sri Murni Dewi, Achfas ZacoebDocument7 pagesPerformance of Details in Connection of Precast Concrete: Naser Faraj Bankashen, Sri Murni Dewi, Achfas Zacoebzacoeb_a1669No ratings yet
- 3) Types of Welding MethodsDocument3 pages3) Types of Welding MethodsKrako TramNo ratings yet
- Cone Standard Job Procedures ENG-FEB2014-Rev01Document32 pagesCone Standard Job Procedures ENG-FEB2014-Rev01elder100% (2)
- WPS Format For AWS D1.1 - WPS - SAWDocument1 pageWPS Format For AWS D1.1 - WPS - SAWThe Welding Inspections CommunityNo ratings yet
- Association of American Railroads: Manual of Standards Recommended Practices Section CDocument288 pagesAssociation of American Railroads: Manual of Standards Recommended Practices Section CSse DrgNo ratings yet
- Ford - New Holland Tractors 8670, 8670A, 8770, 8770A, 8870, 8870A, 8970, 8970A Service Manual - CompressedDocument2,105 pagesFord - New Holland Tractors 8670, 8670A, 8770, 8770A, 8870, 8870A, 8970, 8970A Service Manual - CompressednoshansNo ratings yet
- Transtig 16pi Transarc 16iDocument27 pagesTranstig 16pi Transarc 16ibill100% (1)
- Lincoln FC ElectrodesDocument44 pagesLincoln FC ElectrodeszmcgainNo ratings yet
- Asme VIII d1 Ma Appendix 8 PDFDocument2 pagesAsme VIII d1 Ma Appendix 8 PDFedisjdavNo ratings yet
- JPSC-230-41-PCD-4-101-00 HSE PlanDocument23 pagesJPSC-230-41-PCD-4-101-00 HSE PlanYosuaNo ratings yet
- Bed PlateDocument15 pagesBed PlateCadet Aviral Jha [9335]100% (2)
- Welding Handbook 14Document554 pagesWelding Handbook 14szystNo ratings yet
- HIRA For-CanopyDocument4 pagesHIRA For-CanopyMohammed NaseeNo ratings yet
- USCO Catalog DisconnectorDocument56 pagesUSCO Catalog DisconnectornitinpeNo ratings yet
- Design Handbook For Fillet Weld SizeDocument27 pagesDesign Handbook For Fillet Weld SizeCak Nhass100% (2)
- Techno Designs - Silo Product PresentationDocument23 pagesTechno Designs - Silo Product PresentationanujNo ratings yet
- AISC - American Institute of Steel Construction, Inc.: Search Standards by SDODocument5 pagesAISC - American Institute of Steel Construction, Inc.: Search Standards by SDOdeliaabreguNo ratings yet
- Consumables For Repair WeldingDocument8 pagesConsumables For Repair WeldingbernardohbgNo ratings yet
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocument3 pages650-680 Rev 4 - Hydrostatic Test ExemptionspediNo ratings yet