You might also like
- MaterialsDocument1 pageMaterialsŞhallaw R. QadirNo ratings yet
- MaterialsDocument1 pageMaterialsAhmad RizkiNo ratings yet
- Material TypeDocument1 pageMaterial Typesalikhashmi2013No ratings yet
- Material TypeDocument1 pageMaterial TypeapNo ratings yet
- MaterialsDocument1 pageMaterialsMd AmazerNo ratings yet
- All Materials DocumentsDocument1 pageAll Materials DocumentsHarnish BariaNo ratings yet
- Piping For PDFDocument1 pagePiping For PDFSumañ DašNo ratings yet
- Welding ChartDocument2 pagesWelding ChartVikas DograNo ratings yet
- Prepared By-Yogesh PokharkarDocument1 pagePrepared By-Yogesh PokharkarMd AmazerNo ratings yet
- All Materials DocumentsDocument1 pageAll Materials DocumentsRonit PatelNo ratings yet
- MaterialsDocument1 pageMaterialsMd AmazerNo ratings yet
- MaterialsDocument1 pageMaterialssubhashaheer524No ratings yet
- Piping UpdatedDocument1 pagePiping UpdatedbalamuruganNo ratings yet
- ASTM A106. Gr. A B C. P235GH P265GH P295GHDocument4 pagesASTM A106. Gr. A B C. P235GH P265GH P295GHOmkar100% (3)
- ASTM A106 Data SheetDocument4 pagesASTM A106 Data Sheetmarcelomaster88No ratings yet
- ASTM A53 Data SheetDocument3 pagesASTM A53 Data Sheetmarcelomaster88No ratings yet
- Astm A105Document1 pageAstm A105Isaac SamuelNo ratings yet
- UntitledDocument6 pagesUntitledSUNIL PandeyNo ratings yet
- ASTM A53 Data Sheet PDFDocument3 pagesASTM A53 Data Sheet PDFmarcelomaster88No ratings yet
- Product Specifications: Specifications For Continuous Cast ProductsDocument4 pagesProduct Specifications: Specifications For Continuous Cast ProductsvejanidbNo ratings yet
- Piping Updated-4Document4 pagesPiping Updated-4karuppan2525No ratings yet
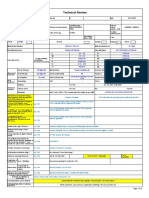
- Technical Review: (Minimum Score Required 75%)Document4 pagesTechnical Review: (Minimum Score Required 75%)Deepak HoleNo ratings yet
- Advanz 6F E170 DataSheetDocument1 pageAdvanz 6F E170 DataSheetMattia Terri TerrandoNo ratings yet
- Data Sheet SA 517 GRPDocument2 pagesData Sheet SA 517 GRPwajdiNo ratings yet
- A4 (SS 316) Data SheetDocument1 pageA4 (SS 316) Data SheetSoubra SenmarecNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuarteNo ratings yet
- Cu ZN 15 TombacDocument2 pagesCu ZN 15 TombacPetrus UngureanuNo ratings yet
- Steel Equivalent Table: en / BS To SAE - Page 1 of 20Document3 pagesSteel Equivalent Table: en / BS To SAE - Page 1 of 20LASCARZAMFIRESCUNo ratings yet
- Copper Cu-Dhp / Sf-Cu: Page 1/2Document2 pagesCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNo ratings yet
- Aluminium Alloys - GDC - PDCDocument4 pagesAluminium Alloys - GDC - PDCetamil87No ratings yet
- Astm 4140Document3 pagesAstm 4140Ramiz KhanNo ratings yet
- Astm 4140 PDFDocument3 pagesAstm 4140 PDFRameshNo ratings yet
- Certificados - Mtc-Po 23040-Req 14989Document98 pagesCertificados - Mtc-Po 23040-Req 14989MissionPetroleum InfoNo ratings yet
- sjpw-t4 Ds enDocument8 pagessjpw-t4 Ds enPalinda BandaraNo ratings yet
- STK 400Document5 pagesSTK 400Nizar NazriNo ratings yet
- Ceramic Encased: SeriesDocument5 pagesCeramic Encased: SeriesRavi RokkamNo ratings yet
- TernaryplotstemplateDocument32 pagesTernaryplotstemplateHsein WangNo ratings yet
- A 53 Type E Grade A (USA / ASTM) : Material PropertiesDocument1 pageA 53 Type E Grade A (USA / ASTM) : Material PropertiesAndri YantoNo ratings yet
- Datasheet For Steel Grades Special Alloy STS304Document2 pagesDatasheet For Steel Grades Special Alloy STS304Thanakit Srisaeng100% (1)
- Sheathing, Light-Colored, DIN VDE 0207 EM1, 70 Shore A, EPDM, Sulfur Cure (E - 1 - 0 - 006)Document1 pageSheathing, Light-Colored, DIN VDE 0207 EM1, 70 Shore A, EPDM, Sulfur Cure (E - 1 - 0 - 006)andresmsantoshNo ratings yet
- Baking Colour Code Pre Heat/Post Heat PWHT Weld Visual NDT: Nominal CompositionDocument1 pageBaking Colour Code Pre Heat/Post Heat PWHT Weld Visual NDT: Nominal Compositiongarvit goyankaNo ratings yet
- Steel P235TR2Document2 pagesSteel P235TR2Moulham ShahinNo ratings yet
- Inspection Certificate 21.1914: RequiredDocument1 pageInspection Certificate 21.1914: RequiredMichał IlińskiNo ratings yet
- Data Sheet S690QL1Document2 pagesData Sheet S690QL1wajdiNo ratings yet
- Phosphor Bronze CuSn6-PB103 Datasheet PDFDocument1 pagePhosphor Bronze CuSn6-PB103 Datasheet PDFRemo StortiniNo ratings yet
- Steel X20Cr13: EN 10250-4:1999, Number: 1.4021Document4 pagesSteel X20Cr13: EN 10250-4:1999, Number: 1.4021AdamNo ratings yet
- Pump Protection Valve TDM087UVW-CS: Datasheet SA - TD.054133Document1 pagePump Protection Valve TDM087UVW-CS: Datasheet SA - TD.054133AhmadNo ratings yet
- Zar 400Document2 pagesZar 400WILLIAN PATRICK DA SILVA RODRIGUESNo ratings yet
- Bars Technical Information Hot RolledDocument1 pageBars Technical Information Hot RolledsubrahNo ratings yet
- Pipe Itp ErwDocument7 pagesPipe Itp ErwvaraNo ratings yet
- 1N5758 Etc PDFDocument3 pages1N5758 Etc PDFPedro lealNo ratings yet
- WPS Mig 2Document1 pageWPS Mig 2rafetguzelsoyNo ratings yet
- Technical Evaluation Sheet: Kishan Forge, RajkotDocument3 pagesTechnical Evaluation Sheet: Kishan Forge, RajkotRajoo PrajapatiNo ratings yet
- Aaepl: TDC No. AAEPL/RM/lDocument2 pagesAaepl: TDC No. AAEPL/RM/lSandip PandeNo ratings yet
- Datasheet For Steel Grades Carbon Steel S70C-CSPDocument3 pagesDatasheet For Steel Grades Carbon Steel S70C-CSPMuhamad Syaiful AnwarNo ratings yet
- Plinth Area Estmate For Laboratory, Test Range ,& ListDocument20 pagesPlinth Area Estmate For Laboratory, Test Range ,& ListShailendraNo ratings yet
- SMS 2 PresentationDocument69 pagesSMS 2 PresentationSANTOSH KUMAR100% (2)
- 1050 Data Sheet: Chemical CompositionDocument1 page1050 Data Sheet: Chemical CompositionMiguel Angel Rocca HuaytaNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Database Management Systems: Understanding and Applying Database TechnologyFrom EverandDatabase Management Systems: Understanding and Applying Database TechnologyRating: 4 out of 5 stars4/5 (8)
- Annamalai University Directorate Ofdistance Education: Online Payment - ReceiptDocument1 pageAnnamalai University Directorate Ofdistance Education: Online Payment - ReceiptdulacogNo ratings yet
- PulleyDocument89 pagesPulleyPopeye BlueNo ratings yet
- Ash Conveying Systems PDFDocument5 pagesAsh Conveying Systems PDFPrasantaKumarMallikaNo ratings yet
- Nische Solutions North America: Catalog BookDocument11 pagesNische Solutions North America: Catalog BookYuvaRaj RNo ratings yet
- Types of Welding Position: Keywords: Flat Welding, Horizontal Welding, Vertical and Overhead Welding, GrooveDocument6 pagesTypes of Welding Position: Keywords: Flat Welding, Horizontal Welding, Vertical and Overhead Welding, GrooveSajan JamesNo ratings yet
- 2018 Fall - Master (1070601)Document13 pages2018 Fall - Master (1070601)YuvaRaj RNo ratings yet
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- Types of Bricks - Detail Classification of Bricks - Civil EngineeringDocument6 pagesTypes of Bricks - Detail Classification of Bricks - Civil EngineeringPrajith AdNo ratings yet
- ECE 3223 Separation Processes I: B. Eng (Hons.) Chemical EngineeringDocument19 pagesECE 3223 Separation Processes I: B. Eng (Hons.) Chemical EngineeringJosh VatomNo ratings yet
- LXS Witcobond Polyurethane Dispersions Brochure GlobalDocument8 pagesLXS Witcobond Polyurethane Dispersions Brochure GlobalrbucholzNo ratings yet
- 03 Johnsonite Base Warranty PDFDocument1 page03 Johnsonite Base Warranty PDFmotaNo ratings yet
- Sikagard Wallcoat Id Pds enDocument4 pagesSikagard Wallcoat Id Pds enodang rizkiNo ratings yet
- SNR Bearing Units - ThermoplasticDocument35 pagesSNR Bearing Units - ThermoplasticVolodymyrNo ratings yet
- Methods of Installation and Current-Carrying Capacities Based On IEC 60364-5-52 Ed.3Document31 pagesMethods of Installation and Current-Carrying Capacities Based On IEC 60364-5-52 Ed.3Din TcmNo ratings yet
- Electrical Piping SystemDocument16 pagesElectrical Piping SystembaharmarineNo ratings yet
- MiniFlex Protection Tube Spec SheetDocument2 pagesMiniFlex Protection Tube Spec Sheetasabdoh75No ratings yet
- BT Joe Quiz 1Document1 pageBT Joe Quiz 1corazon philNo ratings yet
- API 577 Closed Books Questions AnswersDocument3 pagesAPI 577 Closed Books Questions Answersnikafiq100% (5)
- Optimization of Fe O - , Co O - , Nio-And/Or Pdo-Functionalized Ceo Nanoparticles For Heavy Oil Upgrading Through Catalytic Steam GasificationDocument32 pagesOptimization of Fe O - , Co O - , Nio-And/Or Pdo-Functionalized Ceo Nanoparticles For Heavy Oil Upgrading Through Catalytic Steam GasificationdanielaNo ratings yet
- Texcare Sra 300 F: Functional Benefits in Powder DetergentsDocument18 pagesTexcare Sra 300 F: Functional Benefits in Powder DetergentsCARMEN LINARESNo ratings yet
- Advanced MaterialsDocument255 pagesAdvanced Materialsg10dra_g100% (3)
- MarineLine784 Protective CoatingsDocument8 pagesMarineLine784 Protective CoatingsTimuçin ÇolakelNo ratings yet
- Asme Sec Ii D 1 PDFDocument21 pagesAsme Sec Ii D 1 PDFErikoNo ratings yet
- Astm c827Document5 pagesAstm c827Pedro SánchezNo ratings yet
- AB-3P Technical Reference ManualDocument67 pagesAB-3P Technical Reference ManualTeh NicoleNo ratings yet
- Black BagDocument5 pagesBlack BaggurbanivarunNo ratings yet
- Ration GodownDocument38 pagesRation Godowngolu23_1988No ratings yet
- FormalineDocument2 pagesFormalineJawharaNo ratings yet
- Oxidation of Cyclohexanol To CyclohexanoneDocument5 pagesOxidation of Cyclohexanol To CyclohexanoneChandrani Chakraborti100% (1)
- SEEP Resepte en ProsesseDocument31 pagesSEEP Resepte en ProsesseCora MarieNo ratings yet
- Act 6 - Water Hardness Determination - WorksheetDocument4 pagesAct 6 - Water Hardness Determination - WorksheetNitrogenNo ratings yet
- Pressure Sensitive AdhesivesDocument22 pagesPressure Sensitive Adhesivesyemresimsek100% (2)
- 2004 - 04 - Eng BrazingDocument10 pages2004 - 04 - Eng BrazingKewell LimNo ratings yet
- MS - MasterTop 135PGDocument4 pagesMS - MasterTop 135PGAzhar Shaikh100% (1)
- Soda Ash Production PDFDocument84 pagesSoda Ash Production PDFG0% (1)
- Methodology For Minor Bridges / Under Passes 1.0 Scope: Continental Engineering CorporationDocument10 pagesMethodology For Minor Bridges / Under Passes 1.0 Scope: Continental Engineering Corporationvenkateswara rao PothinaNo ratings yet