You might also like
- Ultimate Small Shop BookDocument245 pagesUltimate Small Shop BookDenise York100% (8)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Australian Woodsmith 172 - 2022.11.12Document76 pagesAustralian Woodsmith 172 - 2022.11.12Angel A.S. DauriaNo ratings yet
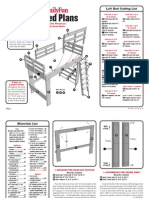
- Loft Bed PlansDocument6 pagesLoft Bed PlansDarryl Lashambe100% (2)
- Cutting Speed Feed For Milling MachineDocument21 pagesCutting Speed Feed For Milling MachineKeerthi Kumar100% (1)
- Easy DIY Murphy Bed Construction Guide Download 061620Document42 pagesEasy DIY Murphy Bed Construction Guide Download 061620zxsdfNo ratings yet
- Kristeel CatalogueDocument52 pagesKristeel CatalogueRam TejaNo ratings yet
- Block PrintingDocument25 pagesBlock PrintingshaifaliNo ratings yet
- Fine Blanking Design GuideDocument33 pagesFine Blanking Design GuideVikram Borkhediya100% (5)
- Carlton Chaisaw Chain ManualDocument35 pagesCarlton Chaisaw Chain ManualstarkopeteNo ratings yet
- Data Sheet AluminaDocument10 pagesData Sheet AluminaXin EnNo ratings yet
- Cherry and Fir BookcaseDocument6 pagesCherry and Fir Bookcasecaballo_blanco_2100% (1)
- Lathe and VMC Cycle Time CalculatorDocument5 pagesLathe and VMC Cycle Time CalculatorDhanus KodiNo ratings yet
- Atlas Copco (MB-) / Chicago Pneumatic (CP-)Document97 pagesAtlas Copco (MB-) / Chicago Pneumatic (CP-)BryanNevadoNo ratings yet
- Drilling MachineDocument37 pagesDrilling MachineRavichandran G100% (4)
- Hot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaDocument4 pagesHot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaraajmrkNo ratings yet
- Cement Milling I Blue Circle PDFDocument24 pagesCement Milling I Blue Circle PDFIrshad HussainNo ratings yet
- Catalogo LaminaDocument320 pagesCatalogo LaminaHumberto José Reyes CevallosNo ratings yet
- Woodwork 066 2000 12Document84 pagesWoodwork 066 2000 12Никола СтевићNo ratings yet
- Fiber To Yarn Spinning Process of Polyester FiberDocument12 pagesFiber To Yarn Spinning Process of Polyester FiberVinod Kumar100% (1)
- Making Window Sash F HB LekeDocument6 pagesMaking Window Sash F HB LekeStephen Sutcliffe100% (1)
- Calculos CNC Feeds and SpeedsDocument5 pagesCalculos CNC Feeds and SpeedsJmc JmcNo ratings yet
- Feeds and SpeedsDocument3 pagesFeeds and Speedsadnan abdulmalikNo ratings yet
- Milling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Document4 pagesMilling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Damir PrstenkovNo ratings yet
- Experiment P1 Metal Cutting Process: Adama UniversityDocument37 pagesExperiment P1 Metal Cutting Process: Adama UniversityelmasrinavatheNo ratings yet
- Fraise Uncle Phil DescriptionDocument4 pagesFraise Uncle Phil DescriptionchevallierludovicNo ratings yet
- Cutting Speed and Feedrate SouthbayDocument5 pagesCutting Speed and Feedrate SouthbayShahed FacebookNo ratings yet
- Finding CGDocument22 pagesFinding CGDURGGA PRASADDNo ratings yet
- Grane: Cutting Data RecommendationsDocument4 pagesGrane: Cutting Data RecommendationsBang JOJONNo ratings yet
- Speed and Feed For Lathe MachiningDocument6 pagesSpeed and Feed For Lathe MachiningThinesh ChanderNo ratings yet
- CM 500Document81 pagesCM 500Support BiomedNo ratings yet
- Cutter Blade Reference GuideDocument12 pagesCutter Blade Reference GuideThePrintManNo ratings yet
- Cutting SpeedDocument5 pagesCutting Speedokooy erusNo ratings yet
- Milling-Parameters Tooling BlockDocument22 pagesMilling-Parameters Tooling BlockJan VaandragerNo ratings yet
- Calculatingchipthicknessratio 230512110909 Ad0ca7d6Document10 pagesCalculatingchipthicknessratio 230512110909 Ad0ca7d6Haryad HewaNo ratings yet
- Krar Unit 60Document21 pagesKrar Unit 60AkashNo ratings yet
- Krar Unit 60Document21 pagesKrar Unit 60Aman QaisarNo ratings yet
- Spindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkDocument4 pagesSpindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkBerheNo ratings yet
- SpindleSpeed & FeedRateDocument4 pagesSpindleSpeed & FeedRateMohamed Ben SalemNo ratings yet
- An Externally Mounted Flange Facing Machine For All Types of Flange Facings, Seal Groove Machining, Weld Preparation and Counter BoringDocument3 pagesAn Externally Mounted Flange Facing Machine For All Types of Flange Facings, Seal Groove Machining, Weld Preparation and Counter BoringManish MohananNo ratings yet
- Resistance WireDocument16 pagesResistance Wirets01759No ratings yet
- Trigear Brochure - 2121 PDFDocument5 pagesTrigear Brochure - 2121 PDFDeep PatelNo ratings yet
- Grane: Cutting Data RecommendationsDocument4 pagesGrane: Cutting Data Recommendationsmetallic_tigerNo ratings yet
- NPA104 enDocument4 pagesNPA104 enAdelino GasparNo ratings yet
- C OCOWOODDocument16 pagesC OCOWOODalfredomota100% (1)
- Z-CARB MD SpeedFeedDocument1 pageZ-CARB MD SpeedFeedalphatoolsNo ratings yet
- General Guidelines - KetaspireDocument2 pagesGeneral Guidelines - KetaspireSh.nasirpurNo ratings yet
- Chapter 11 Size ReductionDocument50 pagesChapter 11 Size ReductionCharmaine A. OlivasNo ratings yet
- XEBEC Technical Crosshole-BrushDocument4 pagesXEBEC Technical Crosshole-BrushferNo ratings yet
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsDocument36 pages5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuNo ratings yet
- Bimetal-Strip-Steel 2017 Rev.1Document14 pagesBimetal-Strip-Steel 2017 Rev.1humberto cerda gonzalezNo ratings yet
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikNo ratings yet
- Zhengtan Belting Rubber Conveyor BeltDocument24 pagesZhengtan Belting Rubber Conveyor BeltJohn Renzel Rivera IIINo ratings yet
- HighFeed Brochure - US - Correction PDFDocument48 pagesHighFeed Brochure - US - Correction PDFSusan RooneyNo ratings yet
- Esteves Group Bunching Dies 2018 04 EU EN PDFDocument2 pagesEsteves Group Bunching Dies 2018 04 EU EN PDFYayan RnsNo ratings yet
- Screen OptionsDocument2 pagesScreen Optionsaraz_1985No ratings yet
- DS - (Q-0456-R2) Agrawal Machinery Stroes - LT Screen & InstDocument3 pagesDS - (Q-0456-R2) Agrawal Machinery Stroes - LT Screen & InstAppzNo ratings yet
- Heavy Copper Magnetics PresentationDocument17 pagesHeavy Copper Magnetics PresentationlancerspatNo ratings yet
- Outokumpu Machining Guideline Ultra 254SMODocument2 pagesOutokumpu Machining Guideline Ultra 254SMOzhiqianxuNo ratings yet
- Aluminum MaterialDocument2 pagesAluminum Materialuseddille-864No ratings yet
- Basic Scroll Saw PDFDocument14 pagesBasic Scroll Saw PDFDaguliNo ratings yet
- EzblowDocument22 pagesEzblowramsesiNo ratings yet
- I XmillDocument8 pagesI XmillVladimir Pereira MacielNo ratings yet
- RF 35Document3 pagesRF 35Isra NazeerNo ratings yet
- Inductive Sensors Standard 3,4 Wire3Document20 pagesInductive Sensors Standard 3,4 Wire3Csaba VargaNo ratings yet
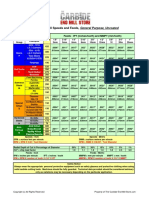
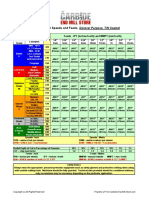
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocument1 pageCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNo ratings yet
- Design Rules Basic CBT en PDFDocument8 pagesDesign Rules Basic CBT en PDFVICTOR MARCOSNo ratings yet
- PCB CharacteristicsDocument7 pagesPCB Characteristicssanthoshkvs2005No ratings yet
- Coating Thickness Gauge - INDIANDocument1 pageCoating Thickness Gauge - INDIANarhamscientific coNo ratings yet
- Carbide End Mill Feeds and Speeds General Purpose TiNDocument1 pageCarbide End Mill Feeds and Speeds General Purpose TiNjoshNo ratings yet
- ASME B 18.6.5M - 2000 (R2010) Metric Type IA Cross-Recessed Flat Countersunk Head Tapping Screws (Table 10)Document1 pageASME B 18.6.5M - 2000 (R2010) Metric Type IA Cross-Recessed Flat Countersunk Head Tapping Screws (Table 10)Mahmut ErdönmezNo ratings yet
- Awesome CNC Table: InstructablesDocument7 pagesAwesome CNC Table: InstructablesNana Obiri Yeboa DarkoNo ratings yet
- Nortoncatalog Sharpeningstones PDFDocument14 pagesNortoncatalog Sharpeningstones PDFMarian DragosNo ratings yet
- MATERI AKHIR SEMESTER CNC KELAS XI TP D (Respons)Document15 pagesMATERI AKHIR SEMESTER CNC KELAS XI TP D (Respons)dediNo ratings yet
- 7 In. Turnlock Router Base Plate Mounting KeyDocument1 page7 In. Turnlock Router Base Plate Mounting KeyDemo MxNo ratings yet
- All Bathroom CabinetDocument14 pagesAll Bathroom Cabinetjatinkapoor1987No ratings yet
- Micromatic Machine Tools PVT LTDDocument14 pagesMicromatic Machine Tools PVT LTDDr-Prashanth GowdaNo ratings yet
- Power, Bench and Machine ToolsDocument1 pagePower, Bench and Machine ToolsPAUL BRAMONT ARIAS HILASACANo ratings yet
- Sr. No Name of Party Town Contact NoDocument8 pagesSr. No Name of Party Town Contact Noanon_645598770No ratings yet
- Elel Norcal MDFDocument6 pagesElel Norcal MDFFlorinMacoveiNo ratings yet
- Lathe Machine and Its OpertaionsDocument15 pagesLathe Machine and Its OpertaionsRuben MasihNo ratings yet
- Specification Sheet For RCD Drill BitDocument6 pagesSpecification Sheet For RCD Drill Bitmevice63No ratings yet
- Lathe Machine: - IntroductionDocument29 pagesLathe Machine: - IntroductionQazi Muhammed FayyazNo ratings yet
- Toshiba E-STUDIO120 150 Parts ListDocument127 pagesToshiba E-STUDIO120 150 Parts Listkostas_sanNo ratings yet
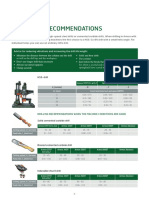
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 pagesMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNo ratings yet
- Mowers BladesDocument6 pagesMowers Bladesvejnik07No ratings yet
- A Design of 360 Degree Flexible Drilling MachineDocument26 pagesA Design of 360 Degree Flexible Drilling MachineSai RamNo ratings yet
- Interior Design WoodDocument48 pagesInterior Design Wood4uengineerNo ratings yet
- Dowelling Jig: Instruction ManualDocument8 pagesDowelling Jig: Instruction Manualtrue callerNo ratings yet
- VI. Scarf JointsDocument8 pagesVI. Scarf JointsCristian Morar-BolbaNo ratings yet