You might also like
- Epoxy FlooringDocument34 pagesEpoxy Flooringgowri ajith100% (1)
- Epoxy FlooringDocument7 pagesEpoxy FlooringGrv SrmNo ratings yet
- Epoxy Application GuideDocument24 pagesEpoxy Application GuideAhmed Emad AhmedNo ratings yet
- Epoxy FlooringDocument18 pagesEpoxy FlooringSanup SimonNo ratings yet
- Euco 512 EpoxyDocument2 pagesEuco 512 Epoxypravi3434No ratings yet
- CMCI Floor Coat Seals, Cures & Dustproofs ConcreteDocument2 pagesCMCI Floor Coat Seals, Cures & Dustproofs Concretepravi3434No ratings yet
- EucocreteDocument2 pagesEucocretepravi3434No ratings yet
- Epoxy Epoxy FlooringsDocument47 pagesEpoxy Epoxy Flooringsjeffkarthick1No ratings yet
- Epoxy flooring specification for chemical resistanceDocument6 pagesEpoxy flooring specification for chemical resistanceDevinder Sokhi50% (2)
- Epoxy Grout DAVCODocument2 pagesEpoxy Grout DAVCOcharibackupNo ratings yet
- Repairing ConcreteDocument10 pagesRepairing ConcreteWan HabibNo ratings yet
- DR Fixit Epoxy Floor Screed 90 1Document4 pagesDR Fixit Epoxy Floor Screed 90 1amit sharmaNo ratings yet
- High Strength Epoxy Mortar for Manhole RehabilitationDocument1 pageHigh Strength Epoxy Mortar for Manhole Rehabilitationpravi3434No ratings yet
- Resumen Limpieza ConcretoDocument3 pagesResumen Limpieza ConcretoIQCALLANNo ratings yet
- Installation ManualDocument21 pagesInstallation ManualVarun H RaoNo ratings yet
- Supercast EPT PDFDocument2 pagesSupercast EPT PDFmilanbrasinaNo ratings yet
- Breathing Membrane Epoxy Primer CES-P001Document2 pagesBreathing Membrane Epoxy Primer CES-P001Luqman malikNo ratings yet
- Painting Concrete Floors: Technical Bulletin AP 12.0Document2 pagesPainting Concrete Floors: Technical Bulletin AP 12.0rajayu20002724No ratings yet
- Euco WeldDocument2 pagesEuco Weldpravi3434No ratings yet
- Resin Floorings GuideDocument36 pagesResin Floorings GuideBragarin DanNo ratings yet
- Can Fast Installation and Maintenance ManualDocument25 pagesCan Fast Installation and Maintenance ManualTongxiang Shanhe Composite Materials Co., Ltd.No ratings yet
- Apcoflor SL 1Document3 pagesApcoflor SL 1KaranNo ratings yet
- Conbextra EP10 : High Strength, Epoxy Resin GroutDocument2 pagesConbextra EP10 : High Strength, Epoxy Resin GroutBudhi KurniawanNo ratings yet
- Euco TopDocument2 pagesEuco Toppravi3434No ratings yet
- Methodology RehabilationDocument3 pagesMethodology RehabilationbvsubramanyamNo ratings yet
- Hempel's Decorative Manual PDFDocument91 pagesHempel's Decorative Manual PDFBalasubramanian AnanthNo ratings yet
- Epoxy FlooringDocument12 pagesEpoxy Flooringaisha mahreen patelNo ratings yet
- Isomat Resin Floorings - enDocument36 pagesIsomat Resin Floorings - enMaha MuflehNo ratings yet
- Floorshield 811 Vapour Barrier: DescriptionDocument4 pagesFloorshield 811 Vapour Barrier: Descriptionsri projectssNo ratings yet
- Floor Seal VoxDocument2 pagesFloor Seal Voxpravi3434No ratings yet
- Remedy For ColsDocument3 pagesRemedy For ColsMohammedNo ratings yet
- Installation Smooth Rubber TileDocument11 pagesInstallation Smooth Rubber TileNishanth SoansNo ratings yet
- Car Parking System - 17.04.13Document13 pagesCar Parking System - 17.04.13raj06740100% (1)
- Life Deck 1200 Series 100 Solids Epoxy Primer SpecDocument2 pagesLife Deck 1200 Series 100 Solids Epoxy Primer SpecEugenio Remis DuranNo ratings yet
- Crack Repair TechniquesDocument7 pagesCrack Repair TechniquesMohamad Ben HusseinNo ratings yet
- Super Stone Seamless-Epoxy-TDDocument3 pagesSuper Stone Seamless-Epoxy-TDJoan FosterNo ratings yet
- Aqua Cure VoxDocument2 pagesAqua Cure Voxpravi3434No ratings yet
- Cemtop 250T PDFDocument4 pagesCemtop 250T PDFriverwilliamsNo ratings yet
- Protection and Maintenance of Reinforced Concrete StructuresDocument35 pagesProtection and Maintenance of Reinforced Concrete StructuresSåmi Ullåh KånueNo ratings yet
- Earthcote Tradition Product Datasheet 4 July 2012 V3Document2 pagesEarthcote Tradition Product Datasheet 4 July 2012 V3guidogiglioNo ratings yet
- Epoxy Flooring: Nippon PaintsDocument12 pagesEpoxy Flooring: Nippon PaintsK V RajmanikandanNo ratings yet
- 240Document1 page240mirfanjpcgmailcomNo ratings yet
- Anticorossive Epoxy FlooringDocument2 pagesAnticorossive Epoxy Flooringtejas_tNo ratings yet
- Euco 352 EpoxyDocument2 pagesEuco 352 Epoxypravi3434No ratings yet
- DRYLOK Masonry - DRYLOK Latex Concrete Floor Paint - Data SheetDocument2 pagesDRYLOK Masonry - DRYLOK Latex Concrete Floor Paint - Data SheetnvmohankumarNo ratings yet
- Repair and Retrofitting of Masonry StructuresDocument45 pagesRepair and Retrofitting of Masonry StructuresTapaswini MNo ratings yet
- CMCI REZ-SEAL Concrete Curing Sealer & DustprooferDocument2 pagesCMCI REZ-SEAL Concrete Curing Sealer & Dustprooferpravi3434No ratings yet
- Epoxy Resin Mortar for Concrete ProtectionDocument2 pagesEpoxy Resin Mortar for Concrete ProtectionsudhialakkalNo ratings yet
- Al PUDocument2 pagesAl PUpravi3434No ratings yet
- Happilac Epoxy Floor Coating Features and ApplicationDocument2 pagesHappilac Epoxy Floor Coating Features and ApplicationRayon 9No ratings yet
- Waterproofing Methods for Bathrooms and Flower TroughsDocument4 pagesWaterproofing Methods for Bathrooms and Flower TroughsMalith De SilvaNo ratings yet
- Cemtop 400SD PDFDocument4 pagesCemtop 400SD PDFriverwilliamsNo ratings yet
- Epoxy ResinDocument7 pagesEpoxy ResinAtiq JamNo ratings yet
- Surface Preparation GuideDocument2 pagesSurface Preparation GuideAhmed Emad AhmedNo ratings yet
- Euclid Chemical Dry Shake Floor Hardeners Application Instructions Installation Instructions B26664Document2 pagesEuclid Chemical Dry Shake Floor Hardeners Application Instructions Installation Instructions B26664John ShaneNo ratings yet
- Epoxy Resin Arts and Crafts for BeginnersFrom EverandEpoxy Resin Arts and Crafts for BeginnersRating: 3 out of 5 stars3/5 (5)
- Epoxy Safety 101: Properly Storing and Mixing Industrial Epoxy ResinsFrom EverandEpoxy Safety 101: Properly Storing and Mixing Industrial Epoxy ResinsRating: 1 out of 5 stars1/5 (1)
- Construction Systems: With Unlimited DesignDocument60 pagesConstruction Systems: With Unlimited DesignTamás NAGY-GYÖRGYNo ratings yet
- Rate Analysis Interior 3Document2 pagesRate Analysis Interior 3Deepa Junnarkar Degwekar100% (1)
- 09600Document8 pages09600طارق حمدانNo ratings yet
- Materials For AuditoriumsDocument26 pagesMaterials For AuditoriumsManishaChawria50% (2)
- Invest-by-Metricon-Standard-Inclusions-2021-METDocument20 pagesInvest-by-Metricon-Standard-Inclusions-2021-METTuyen TranNo ratings yet
- 9.Ms-METHOD STATEMENT FOR TILING, SKIRTING, TOILET DADO & KITCHEN PLATFORM WORKDocument15 pages9.Ms-METHOD STATEMENT FOR TILING, SKIRTING, TOILET DADO & KITCHEN PLATFORM WORKShenbagaraja Pandian100% (2)
- Chakala BOQ Segregated - 22032014Document13 pagesChakala BOQ Segregated - 22032014Santosh ThakurNo ratings yet
- Cement ConsumptionDocument2 pagesCement ConsumptionAliasgar LokhandwalaNo ratings yet
- Astm F 710Document6 pagesAstm F 710Zahoor Ahmed MohsanNo ratings yet
- Armstrong Ng and Ph InstallationDocument36 pagesArmstrong Ng and Ph InstallationMo SalahNo ratings yet
- AES Pharma Wall SystemDocument10 pagesAES Pharma Wall Systemjonh3660% (1)
- Contractors ListDocument9 pagesContractors Listhumanbn100% (4)
- Manual PWDDocument14 pagesManual PWDSourabhAdike100% (1)
- Ayc Inspection Checklist: Linolium Sheet Pre - Installation Inspection Industrial Support Facilities BuildingDocument6 pagesAyc Inspection Checklist: Linolium Sheet Pre - Installation Inspection Industrial Support Facilities Buildingmoytabura96No ratings yet
- Study On Causes & Control of Cracks in A Structure: Mulla FayazDocument4 pagesStudy On Causes & Control of Cracks in A Structure: Mulla FayazShubham ThakurNo ratings yet
- Method Statement For A Construction ProjectDocument114 pagesMethod Statement For A Construction ProjectCrazyBookWorm92% (87)
- 3.1 Indoor Brochure 1 1Document7 pages3.1 Indoor Brochure 1 1katerin macedoNo ratings yet
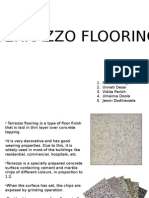
- TerrazzoDocument6 pagesTerrazzoARAV PRAJAPATINo ratings yet
- Eil Spec For Architechture-6-75-0051 - Rev 0Document14 pagesEil Spec For Architechture-6-75-0051 - Rev 0innovativekarthiNo ratings yet
- Freedonia Focus SampleDocument29 pagesFreedonia Focus SampleManohar WaghelaNo ratings yet
- Weights of Building MaterialsDocument3 pagesWeights of Building MaterialsMicron MacronNo ratings yet
- CSI MasterFormat Division 1 General RequirementsDocument25 pagesCSI MasterFormat Division 1 General RequirementsGebshet WoldetsadikNo ratings yet
- Flooring: Sika® Technology and Concepts For Flooring and CoatingDocument56 pagesFlooring: Sika® Technology and Concepts For Flooring and Coatingsattar12345No ratings yet
- Hempaflor Decorate 600Document2 pagesHempaflor Decorate 600Riian Apriansyah100% (1)
- CFM Calculation for Fire AreasDocument8 pagesCFM Calculation for Fire AreasroinbanerjiNo ratings yet
- Scope of WorkDocument18 pagesScope of WorkEric James L. PinaraNo ratings yet
- Cement ProjectDocument66 pagesCement Projectmesfin esheteNo ratings yet
- Process Industry Practices Architectural: PIP ARC01016 Building Data SheetDocument12 pagesProcess Industry Practices Architectural: PIP ARC01016 Building Data SheetWNo ratings yet
- Labour Output ConstantsDocument10 pagesLabour Output ConstantsMuhammad Abdul Wajid RaiNo ratings yet
- Gyanodaya Secondary School: Submitted byDocument19 pagesGyanodaya Secondary School: Submitted byHacker FuckerNo ratings yet