You might also like
- Aims03 08 007Document7 pagesAims03 08 007Jorge OrtegaNo ratings yet
- Metallic Material Specification: Title: 4140 Mod / 4145 Mod, 125 KSI YS, 285-340 BHNDocument5 pagesMetallic Material Specification: Title: 4140 Mod / 4145 Mod, 125 KSI YS, 285-340 BHNReginaldo SantosNo ratings yet
- Ams4943l 2020Document8 pagesAms4943l 2020BauyrzhanNo ratings yet
- Aims08 06 001Document11 pagesAims08 06 001Jorge OrtegaNo ratings yet
- Metallic Material Specifications: Title: CMS-Z28GN.0, 2-1/4 Cr-1Mo, Q&T, 90 KSI YS 1. ScopeDocument4 pagesMetallic Material Specifications: Title: CMS-Z28GN.0, 2-1/4 Cr-1Mo, Q&T, 90 KSI YS 1. ScopeReginaldo SantosNo ratings yet
- Aerospace Material Specification: AMS5709 REV. HDocument6 pagesAerospace Material Specification: AMS5709 REV. Hfelipe jurema100% (1)
- Asme Sa-562-Sa-562M Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Titanium Forglass or Diffused Metallic Coatings PDFDocument4 pagesAsme Sa-562-Sa-562M Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Titanium Forglass or Diffused Metallic Coatings PDFElkin Dario Aguirre MesaNo ratings yet
- Ams4945h 2020Document10 pagesAms4945h 2020BauyrzhanNo ratings yet
- Materials System SpecificationDocument5 pagesMaterials System SpecificationJeck MaquitedNo ratings yet
- Ministry of Defence Defence Procurement Agency, ADRP2 Abbey Wood Bristol BS34 8JHDocument3 pagesMinistry of Defence Defence Procurement Agency, ADRP2 Abbey Wood Bristol BS34 8JHSyed Wajih Ul HassanNo ratings yet
- Metallic Material Specification: Title: 2.25 Cr-1 Mo (ASTM A182, Grade F22 Mod), 85 KSI Min Yield Strength - Unified SpecDocument6 pagesMetallic Material Specification: Title: 2.25 Cr-1 Mo (ASTM A182, Grade F22 Mod), 85 KSI Min Yield Strength - Unified SpecReginaldo SantosNo ratings yet
- Material Verification Report: Elongation in 50 MM, Min % (Gauge Length 4D 50 MM)Document2 pagesMaterial Verification Report: Elongation in 50 MM, Min % (Gauge Length 4D 50 MM)shrikant mishraNo ratings yet
- Sae Ams 2759-6B-2014Document10 pagesSae Ams 2759-6B-2014Reza NooriNo ratings yet
- 004aisi4140 - 105KDocument4 pages004aisi4140 - 105Ksundaramoorthy kamanNo ratings yet
- Sae Ams 4345C-2018Document8 pagesSae Ams 4345C-2018Hani YilmazNo ratings yet
- Aerospace Material SpecificationDocument9 pagesAerospace Material SpecificationHòa NguyễnNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- Aerospace Material Specification: AMS5876™ Rev. EDocument7 pagesAerospace Material Specification: AMS5876™ Rev. EMohammad LavasaniNo ratings yet
- AMS4029MDocument5 pagesAMS4029M黄当甲No ratings yet
- Astm F2924 14Document4 pagesAstm F2924 14busecakmakci17No ratings yet
- Hot-Rolled Flat Products For Cold Forming From Low-Pearlite Fine Grained SteelsDocument3 pagesHot-Rolled Flat Products For Cold Forming From Low-Pearlite Fine Grained SteelsBielXDNo ratings yet
- Physical Vapour Deposition Method Based Microstructure Analysis of TiN Coated Surfaces in Aluminum Alloy 2024 GradeDocument5 pagesPhysical Vapour Deposition Method Based Microstructure Analysis of TiN Coated Surfaces in Aluminum Alloy 2024 GradeEditor IJTSRDNo ratings yet
- Studs and Bolts ASTM A320 L7, L7M Nuts ASTM 194 7, 7M S3, S4, S5Document3 pagesStuds and Bolts ASTM A320 L7, L7M Nuts ASTM 194 7, 7M S3, S4, S5franciscoNo ratings yet
- General Description: Coupling: Yellow, Yellow, Orange Pipe Body: Yellow, Yellow, OrangeDocument5 pagesGeneral Description: Coupling: Yellow, Yellow, Orange Pipe Body: Yellow, Yellow, OrangesunnyNo ratings yet
- Ams 4928Document8 pagesAms 4928REKHA100% (3)
- B 367 - 93 R98 Qjm2ny05m1i5oaDocument5 pagesB 367 - 93 R98 Qjm2ny05m1i5oaHéctor NossaNo ratings yet
- Technical Delivery Conditions For Seamless Carbon Steel FittingsDocument2 pagesTechnical Delivery Conditions For Seamless Carbon Steel FittingsTanpreet Singh100% (1)
- ABS5377Document5 pagesABS5377BaCresNo ratings yet
- Ams 5510 RDocument6 pagesAms 5510 RikkuhNo ratings yet
- Aerospace Material Specification: AMS5875™ Rev. DDocument7 pagesAerospace Material Specification: AMS5875™ Rev. DMohammad LavasaniNo ratings yet
- MK Purity (42CrMo4+QT)Document2 pagesMK Purity (42CrMo4+QT)Ертан РемзиевNo ratings yet
- SAE - AMS 4050hv004Document9 pagesSAE - AMS 4050hv004Nilesh PatilNo ratings yet
- TDS - ER80S-B6.GTAW Rev1Document1 pageTDS - ER80S-B6.GTAW Rev1Erick VazquezNo ratings yet
- A RM 105 19 18 096 SourDocument5 pagesA RM 105 19 18 096 SourGuilherme RochaNo ratings yet
- 01ML0030 ES-08009 - C - Especificação de MPDocument2 pages01ML0030 ES-08009 - C - Especificação de MPRafah1212No ratings yet
- SMS002R0Document1 pageSMS002R0PRASANTH PRASANTHNo ratings yet
- B 367 - 93 R04 QJM2NWDocument5 pagesB 367 - 93 R04 QJM2NWHéctor NossaNo ratings yet
- Sae Ams 5519N-2014Document5 pagesSae Ams 5519N-2014Mehdi MokhtariNo ratings yet
- Sae Ams 4338B-2018Document6 pagesSae Ams 4338B-2018Hani YilmazNo ratings yet
- Materials System SpecificationDocument6 pagesMaterials System SpecificationAwais CheemaNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Sae Ams 5536N-2012Document6 pagesSae Ams 5536N-2012Mehdi Mokhtari100% (1)
- Sa 240 PlatesDocument13 pagesSa 240 PlatesSalmanNo ratings yet
- AMS 2447D Coating, Thermal Spray High Velocity Oxygen Fuel ProcessDocument11 pagesAMS 2447D Coating, Thermal Spray High Velocity Oxygen Fuel ProcessJose Gaspar100% (1)
- Aerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress RelievedDocument9 pagesAerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress Relievedvsraju2No ratings yet
- ME 205 - 432 - Assignment 1Document6 pagesME 205 - 432 - Assignment 1سلمان العتيبيNo ratings yet
- Sma 6512H 2017Document9 pagesSma 6512H 2017jieNo ratings yet
- 32 Samss 100Document38 pages32 Samss 100EngTamerNo ratings yet
- Ams4928v PDFDocument8 pagesAms4928v PDFNav TalukdarNo ratings yet
- Ams 2773 eDocument14 pagesAms 2773 eKamal Thummar100% (1)
- Product CertificateDocument1 pageProduct CertificateMURSHID MUHAMMEDNo ratings yet
- Process Specification For The Heat Treatment of Aluminum Alloys PDFDocument8 pagesProcess Specification For The Heat Treatment of Aluminum Alloys PDFashokksamy100% (1)
- 02 Samss 001Document6 pages02 Samss 001Florante NoblezaNo ratings yet
- Data Sheet VDM Alloy 800 HDocument14 pagesData Sheet VDM Alloy 800 HpinkNo ratings yet
- Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodDocument4 pagesLow-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodiyamNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Iso TS 6521-2-2021Document16 pagesIso TS 6521-2-2021wodonit136No ratings yet
- GROTH Product Selection GuideDocument12 pagesGROTH Product Selection GuideJeniferth GaitanNo ratings yet
- The Effects of Heat Treating A Martensitic Stainless SteelDocument62 pagesThe Effects of Heat Treating A Martensitic Stainless SteelNoel FrancisNo ratings yet
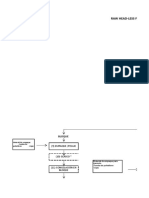
- Copia de 2. Head-Less Frozen Shimp Flow DiagramDocument10 pagesCopia de 2. Head-Less Frozen Shimp Flow DiagramjonathanNo ratings yet
- Mud PropertiesDocument18 pagesMud PropertiesDelisNo ratings yet
- Class 10 SP-1 Crude OilDocument2 pagesClass 10 SP-1 Crude OilJohn DoeNo ratings yet
- Refractories For Cement IndustryDocument246 pagesRefractories For Cement IndustryDang Do Minh100% (3)
- BP9763 A3 Sheet 01 PDFDocument1 pageBP9763 A3 Sheet 01 PDFjuan pedro pastor garciaNo ratings yet
- Transition Elements (B.sc-Ii) Inorganic Chemistry Paper-IDocument32 pagesTransition Elements (B.sc-Ii) Inorganic Chemistry Paper-IPinky SinghNo ratings yet
- Chem Form 4Document1 pageChem Form 4baskieNo ratings yet
- WPS 2 MechanisedDocument2 pagesWPS 2 MechanisedHari AmruthNo ratings yet
- Sa 516 GR 70 Properties PDFDocument2 pagesSa 516 GR 70 Properties PDFAnonymous jlLBRMAr3O0% (1)
- Casting Manufacturing Lab Report2Document16 pagesCasting Manufacturing Lab Report2Naeem DeenNo ratings yet
- Effect of Sic Particles On Mechanical Properties of Aluminium Adc12 Composite Through Stir Casting ProcessDocument6 pagesEffect of Sic Particles On Mechanical Properties of Aluminium Adc12 Composite Through Stir Casting ProcessJosiah PasaribuNo ratings yet
- Rebar Splicing HandbookDocument72 pagesRebar Splicing HandbookKenshin HimuraNo ratings yet
- Base Metal Alloys Used in Fixed and RemoveableDocument72 pagesBase Metal Alloys Used in Fixed and RemoveableKhushi DesaiNo ratings yet
- Company Profile PT - Sanwa Prefab TechnologyDocument23 pagesCompany Profile PT - Sanwa Prefab TechnologyNug Larso100% (1)
- Seam PuckeringDocument16 pagesSeam PuckeringIshika100% (2)
- Setting of CementDocument18 pagesSetting of CementAKHILENDRA EDITIONNo ratings yet
- Dupont Fr50 Nc010 2Document2 pagesDupont Fr50 Nc010 2mariano310570No ratings yet
- (R D Shannon) Chemical Bonding in Solids (B-Ok - CC) PDFDocument171 pages(R D Shannon) Chemical Bonding in Solids (B-Ok - CC) PDFJaga ParamunitaNo ratings yet
- Viscosidad Líquidos InorganicosDocument7 pagesViscosidad Líquidos InorganicosLuis CastañedaNo ratings yet
- Constructing Concrete Forms CourseDocument27 pagesConstructing Concrete Forms CourseRakesh ParaliyaNo ratings yet
- Standardization of Welding ElectrodesDocument8 pagesStandardization of Welding ElectrodesAqsa BanoNo ratings yet
- SewerageDocument13 pagesSeweragerafidah mazlanNo ratings yet
- Us5591802 PDFDocument7 pagesUs5591802 PDFAl Saraaf MohammedNo ratings yet
- Magicrete Molds 2016 PDFDocument17 pagesMagicrete Molds 2016 PDFJose Rafael Silva MNo ratings yet
- DS Alloy 316 316LDocument2 pagesDS Alloy 316 316LshenNo ratings yet
- Sell Sheet Optal XP en FinalDocument2 pagesSell Sheet Optal XP en Finalalguna54No ratings yet
- Preparation of Rayon Thread From Filter PaperDocument3 pagesPreparation of Rayon Thread From Filter PaperSowrish RajNo ratings yet