You might also like
- Cutting Data for Profile SurfaceDocument4 pagesCutting Data for Profile SurfaceAndrei MihaiNo ratings yet
- Summary of Cutting Data For Hole On Solid Material: Burghiere D14Document4 pagesSummary of Cutting Data For Hole On Solid Material: Burghiere D14Andrei MihaiNo ratings yet
- GPS Report 2020-03-18Document3 pagesGPS Report 2020-03-18AlexNo ratings yet
- Summary of Cutting Data For Plain Surface: FrezareDocument5 pagesSummary of Cutting Data For Plain Surface: FrezareAndrei MihaiNo ratings yet
- Cutting data summary for plain surfaceDocument4 pagesCutting data summary for plain surfaceAndrei MihaiNo ratings yet
- Summary of Cutting Data For Curve Slot With Two Open Ends: Frezare BuzunarDocument5 pagesSummary of Cutting Data For Curve Slot With Two Open Ends: Frezare BuzunarAndrei MihaiNo ratings yet
- Summary of Cutting Data For Ext. Cylindrical Surface: Material DetailsDocument4 pagesSummary of Cutting Data For Ext. Cylindrical Surface: Material DetailsAndrei MihaiNo ratings yet
- Drilling Hole Data SummaryDocument5 pagesDrilling Hole Data SummaryPratik GuptaNo ratings yet
- Summary of Cutting Data For Plain Surface: Frezare FinisareDocument5 pagesSummary of Cutting Data For Plain Surface: Frezare FinisareAndrei MihaiNo ratings yet
- 604-2Z Deep Groove Ball Bearings - 20210902Document4 pages604-2Z Deep Groove Ball Bearings - 20210902meen87No ratings yet
- Cutit CaneluraDocument3 pagesCutit CaneluraTurcanu ClaudiuNo ratings yet
- Tapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDocument4 pagesTapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesMS Mechanic HSM 2No ratings yet
- Summary of Cutting Data For Hole On Solid MaterialDocument5 pagesSummary of Cutting Data For Hole On Solid MaterialMarko ZmejNo ratings yet
- NJ 2313 ECP: Cylindrical Roller Bearings, Single RowDocument4 pagesNJ 2313 ECP: Cylindrical Roller Bearings, Single RowWildan PriatnaNo ratings yet
- CSC - 115 - R - II DHBVN LT XlpeDocument15 pagesCSC - 115 - R - II DHBVN LT XlpeAshish bhattNo ratings yet
- CoroPlusToolGuide Report 2022-01-12Document3 pagesCoroPlusToolGuide Report 2022-01-12Catalin AirineiNo ratings yet
- Int. cyl. surface cutting dataDocument3 pagesInt. cyl. surface cutting dataTurcanu ClaudiuNo ratings yet
- Tapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDocument3 pagesTapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesPritishNo ratings yet
- Summary of Cutting Data For Cylindrical Hole in Solid MaterialDocument5 pagesSummary of Cutting Data For Cylindrical Hole in Solid MaterialIorga AlexandruNo ratings yet
- Summary of Cutting Data For Ext. Cylindrical Surface: Material DetailsDocument4 pagesSummary of Cutting Data For Ext. Cylindrical Surface: Material DetailsAndrei MihaiNo ratings yet
- Summary of Cutting Data For Cylindrical Hole in Solid MaterialDocument6 pagesSummary of Cutting Data For Cylindrical Hole in Solid MaterialIorga AlexandruNo ratings yet
- Milling Formulas and DefinitionsDocument10 pagesMilling Formulas and DefinitionsCherish QiuNo ratings yet
- NJ 2315 ECP: Cylindrical Roller Bearings, Single RowDocument4 pagesNJ 2315 ECP: Cylindrical Roller Bearings, Single RowBouslimi SouhaibNo ratings yet
- CoroPlusToolGuide Report 2023-01-25Document7 pagesCoroPlusToolGuide Report 2023-01-25FEL EmpiresNo ratings yet
- 084 Vtd813dgnxuDocument1 page084 Vtd813dgnxuigorsfaceNo ratings yet
- Bea XL MB1Document1 pageBea XL MB1CAT CYLINDERNo ratings yet
- Forming Taps: The Right Tool at The Right TimeDocument9 pagesForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănNo ratings yet
- 2019 PolyMILL Threadmilling EN PDFDocument14 pages2019 PolyMILL Threadmilling EN PDFPalade LucianNo ratings yet
- 2b. Shear Connection - BTOB (M Project) - 0618Document210 pages2b. Shear Connection - BTOB (M Project) - 0618Omprakash Khodke100% (1)
- 02tap Chamfer FormsDocument9 pages02tap Chamfer FormsdiaboloboyNo ratings yet
- Milling Formulas and DefinitionsDocument11 pagesMilling Formulas and DefinitionsNguyễn SơnNo ratings yet
- NU234-E-XL-M1 BearingDocument2 pagesNU234-E-XL-M1 BearingMohamed AlkharashyNo ratings yet
- Milling Formulas and DefinitionsDocument9 pagesMilling Formulas and DefinitionsZohaib ShaikhNo ratings yet
- Spring Specification SheetDocument2 pagesSpring Specification Sheetjaswand2010No ratings yet
- CK Tourqe CalculationDocument7 pagesCK Tourqe Calculationamit amity100% (1)
- Tapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDocument4 pagesTapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDuc NguyenNo ratings yet
- Tapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDocument4 pagesTapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesKhoinguyen NguyenNo ratings yet
- CoroPlusToolGuide Report 2019-12-01 PDFDocument5 pagesCoroPlusToolGuide Report 2019-12-01 PDFIorga AlexandruNo ratings yet
- Revelator 1 Tweeter: Type Number: D2905/990000 FeaturesDocument2 pagesRevelator 1 Tweeter: Type Number: D2905/990000 FeaturesfulgenNo ratings yet
- MDESIGN Bolt, VDI 2230 (Coupling - Bolt - CalDocument6 pagesMDESIGN Bolt, VDI 2230 (Coupling - Bolt - CalSridhar Tholasingam100% (1)
- Crane GirderDocument1 pageCrane GirderPawan ShettyNo ratings yet
- 20 MTR GA DRAWING, TDS, STR. CALCULATION - CleanedDocument20 pages20 MTR GA DRAWING, TDS, STR. CALCULATION - CleanedLeroyNo ratings yet
- SRB DesignDocument3 pagesSRB DesignRam LangheNo ratings yet
- CoroPlusToolGuide Report 2023-01-12Document5 pagesCoroPlusToolGuide Report 2023-01-12FEL EmpiresNo ratings yet
- Fytj 35 TF: Oval Flanged Ball Bearing UnitsDocument5 pagesFytj 35 TF: Oval Flanged Ball Bearing UnitsmerlingNo ratings yet
- Diseño de MaquinaDocument18 pagesDiseño de MaquinaMiguel DominguezNo ratings yet
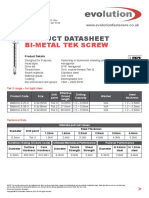
- Metal Tek ScrewDocument2 pagesMetal Tek ScrewAmin SalahNo ratings yet
- Deep groove ball bearing technical specsDocument1 pageDeep groove ball bearing technical specsCutberto MartinezNo ratings yet
- Drawing Puzzolana - 180 EHD (2)Document1 pageDrawing Puzzolana - 180 EHD (2)pmf engineering limitedNo ratings yet
- Mecha 6.75-GT64D-1036837 6inch GaugeDocument1 pageMecha 6.75-GT64D-1036837 6inch GaugeLeonardo BarriosNo ratings yet
- Deep groove ball bearing technical specsDocument1 pageDeep groove ball bearing technical specsCutberto MartinezNo ratings yet
- 23252-BEA-XL-K-MB1-C3: Spherical Roller BearingDocument2 pages23252-BEA-XL-K-MB1-C3: Spherical Roller BearingPhan Tuan AnhNo ratings yet
- ANCHOR BOLT DESIGN DETAILSDocument2 pagesANCHOR BOLT DESIGN DETAILSkumsbamaNo ratings yet
- Summary of Cutting Data For Plain Surface: Material DetailsDocument5 pagesSummary of Cutting Data For Plain Surface: Material DetailsIorga AlexandruNo ratings yet
- Bea XL K MB1Document2 pagesBea XL K MB1Teguh TirtayasaNo ratings yet
- 1) Basic Data: Design of Simply Supported Doubly-Reinforced Beam Using IS 456-2000Document3 pages1) Basic Data: Design of Simply Supported Doubly-Reinforced Beam Using IS 456-2000Khaja100% (1)
- Beam To Beam ConnectionDocument47 pagesBeam To Beam Connectionamitkumar8946No ratings yet
- GGB DU BearingsDocument52 pagesGGB DU BearingsMSc Kostic MilosNo ratings yet
- Math10 Q2 Mod24 WritingtheEquationofaCircleandDeterminingtheCenterandRadiusofaCircle V3-1Document19 pagesMath10 Q2 Mod24 WritingtheEquationofaCircleandDeterminingtheCenterandRadiusofaCircle V3-1Bridget SaladagaNo ratings yet
- PU Timing Belt-SINOCONVE Belt 2022Document25 pagesPU Timing Belt-SINOCONVE Belt 2022Marcelo Renteria VidaurreNo ratings yet
- Adjectives AllDocument35 pagesAdjectives AllJOHN SEBASTIAN PARDO LARANo ratings yet
- TD Polyfloor-SealerDocument12 pagesTD Polyfloor-SealerDhani RamadhanNo ratings yet
- 23 Section I GW Glasses Window System and MirrorsDocument58 pages23 Section I GW Glasses Window System and Mirrorsamir8100No ratings yet
- 986.33 Mesofilos Aerobios-PetrifilmDocument1 page986.33 Mesofilos Aerobios-PetrifilmBleidy NieblesNo ratings yet
- Environmental AuditingDocument27 pagesEnvironmental Auditinghitman agent 47No ratings yet
- Reservoir SedimentationDocument20 pagesReservoir SedimentationKathlienNo ratings yet
- Lecture 9: Exploration and Exploitation: David SilverDocument47 pagesLecture 9: Exploration and Exploitation: David Silver司向辉No ratings yet
- Smell and Taste DisordersDocument8 pagesSmell and Taste DisordersAymn MohamedNo ratings yet
- (Ebook - PDF - Hack) Advanced Hardware HackingDocument20 pages(Ebook - PDF - Hack) Advanced Hardware HackingogmpsqjuNo ratings yet
- Agilent DSO5014A Oscilloscope Tutorial: EE105 Lab ExperimentsDocument6 pagesAgilent DSO5014A Oscilloscope Tutorial: EE105 Lab ExperimentshendraprimaNo ratings yet
- Spring 2009 Midterm Opkst Mth601Document10 pagesSpring 2009 Midterm Opkst Mth601Khurram NadeemNo ratings yet
- JohnDocument18 pagesJohnRobert EscuadroNo ratings yet
- Edward Jumper: Willow & Lark 2017 Designed UsingDocument9 pagesEdward Jumper: Willow & Lark 2017 Designed UsingMiraNo ratings yet
- Digimerge DPV34DPC Data SheetDocument2 pagesDigimerge DPV34DPC Data SheetJMAC SupplyNo ratings yet
- Bio Practical Specimen StudyDocument6 pagesBio Practical Specimen StudyShailjaNo ratings yet
- Trắc nghiệm phần thì trong tiếng anh tổng hợp with keysDocument3 pagesTrắc nghiệm phần thì trong tiếng anh tổng hợp with keysMs ArmyNo ratings yet
- Unit 5 Grammar HFDocument7 pagesUnit 5 Grammar HFMilán Benjámin ZámbóNo ratings yet
- Recrystallization Mechanisms and Microstructure Development inDocument15 pagesRecrystallization Mechanisms and Microstructure Development invibeunguNo ratings yet
- RTC Invoice 2965 Gj29es2223100505Document1 pageRTC Invoice 2965 Gj29es2223100505Alok PandeyNo ratings yet
- Works) : SABS 1200Document10 pagesWorks) : SABS 1200Palesa TshetlanyaneNo ratings yet
- Grandparenting - Play With Me! Activities That Make Learning Fun 24 To 36 MonthsDocument3 pagesGrandparenting - Play With Me! Activities That Make Learning Fun 24 To 36 MonthsAmna ArshadNo ratings yet
- TestDocument3 pagesTestIonescu Cristina-LucianaNo ratings yet
- Liquid Gold Petroleum's Performance and SuccessesDocument2 pagesLiquid Gold Petroleum's Performance and SuccessesShubham DawleNo ratings yet
- Vernacular ArchitectureDocument16 pagesVernacular ArchitectureHasita KrovvidiNo ratings yet
- Cambridge IGCSE™: Geography 0460/41 October/November 2020Document9 pagesCambridge IGCSE™: Geography 0460/41 October/November 2020RutendoNo ratings yet
- 1 Scalars and Vectors Exam Qs and MsDocument81 pages1 Scalars and Vectors Exam Qs and MsAnh TranNo ratings yet
- A Guide to Chemical Classification of Common Volcanic RocksDocument26 pagesA Guide to Chemical Classification of Common Volcanic RocksPepeeJh VaargasNo ratings yet
- SHS 2023 Thinking Skills Practice Test QuestionsDocument32 pagesSHS 2023 Thinking Skills Practice Test Questionsvenkatesh113No ratings yet