You might also like
- Last Boat Not Least - An Unofficial Adventure For Fallout 2d20Document14 pagesLast Boat Not Least - An Unofficial Adventure For Fallout 2d20Veritas Veritati100% (3)
- Airbrushing Tips Techniques ExamplesDocument26 pagesAirbrushing Tips Techniques ExamplesFraser Harvey100% (4)
- Using An Airless Paint Sprayer - tcm96-1128824Document6 pagesUsing An Airless Paint Sprayer - tcm96-1128824ravi00098No ratings yet
- Uplift With Moment CalculationDocument4 pagesUplift With Moment CalculationdennykvgNo ratings yet
- Gravity Feed Series: Instruction BookDocument8 pagesGravity Feed Series: Instruction Booknizar bokriNo ratings yet
- Fluid Bed PPT End Ar - pptx1Document20 pagesFluid Bed PPT End Ar - pptx1Yaqeen MutanNo ratings yet
- Spray Painting TutorialDocument8 pagesSpray Painting TutorialmtkkumaranNo ratings yet
- What Is Fuel Injector Spray PatternDocument8 pagesWhat Is Fuel Injector Spray PatternRyan CalicaNo ratings yet
- HOSTILE - Colony Module Schematics (Updated)Document18 pagesHOSTILE - Colony Module Schematics (Updated)Oleksandr TrifanNo ratings yet
- A User's Guide To Spray NozzlesDocument29 pagesA User's Guide To Spray NozzlesBilly Hagantha SembiringNo ratings yet
- Girt Gear LubricationDocument11 pagesGirt Gear LubricationpiyushjosheeNo ratings yet
- Helpful Engineering Information Related To Spray NozzlesDocument9 pagesHelpful Engineering Information Related To Spray NozzlesRavindra MahadeokarNo ratings yet
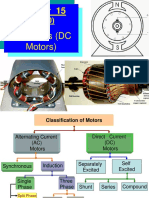
- Chapter 15.1.2.3 DC Drives PPT II Spring 2012Document56 pagesChapter 15.1.2.3 DC Drives PPT II Spring 2012Muhammad Saqib Noor Ul IslamNo ratings yet
- Coating Application and TestingDocument22 pagesCoating Application and Testingsri ramadhaniNo ratings yet
- All About Spray FoamDocument40 pagesAll About Spray FoamRafael ShalashNo ratings yet
- Applying Open Gear LubricantsDocument11 pagesApplying Open Gear LubricantsAira Grace100% (1)
- Dust Control PDFDocument20 pagesDust Control PDFkalaiNo ratings yet
- 02 - Paint ApplicationDocument6 pages02 - Paint ApplicationChrisDanger2No ratings yet
- Homax Texture Gun 4610Document3 pagesHomax Texture Gun 4610dpberry100% (1)
- Heidelberg CoatingDocument36 pagesHeidelberg CoatingAlexander Diaz100% (3)
- Learn How to Airbrush Reptiles and Amphibians For the BeginnersFrom EverandLearn How to Airbrush Reptiles and Amphibians For the BeginnersRating: 5 out of 5 stars5/5 (1)
- Paint ApplicationDocument4 pagesPaint ApplicationSteven FlynnNo ratings yet
- Learn How to Airbrush Aquatic Animals for the BeginnerFrom EverandLearn How to Airbrush Aquatic Animals for the BeginnerRating: 4.5 out of 5 stars4.5/5 (2)
- COP 14 Airless Spray ApplicationDocument2 pagesCOP 14 Airless Spray ApplicationMyluv MyluvNo ratings yet
- Coating and Application Guide PDFDocument7 pagesCoating and Application Guide PDFVCNo ratings yet
- Factors Governing Application of InsecticidesDocument46 pagesFactors Governing Application of InsecticidesLuo MiyandaNo ratings yet
- Airless Spray Techniques v2Document19 pagesAirless Spray Techniques v2Jahidul IslamNo ratings yet
- The Basic of Airless SprayingDocument18 pagesThe Basic of Airless SprayingAndreas Penjaja100% (1)
- Paint Application: ISO 9001 ISO 14001Document2 pagesPaint Application: ISO 9001 ISO 14001Marikya GuptaNo ratings yet
- Gravity Feed Refinishing Gun S701G: 1. Safety InstructionsDocument3 pagesGravity Feed Refinishing Gun S701G: 1. Safety InstructionsAlexsandro CenteioNo ratings yet
- Application-0 1603076965Document9 pagesApplication-0 1603076965Ahmed AllamNo ratings yet
- Europe Air Atomised Spraying Guideline GBR ENGDocument16 pagesEurope Air Atomised Spraying Guideline GBR ENGMalini VenkatesanNo ratings yet
- Internal Pipe Coater (Ipc900) Operation-Part List Manual 0281-001rev140720 1594718407Document9 pagesInternal Pipe Coater (Ipc900) Operation-Part List Manual 0281-001rev140720 15947184078fjk8hp5c2No ratings yet
- A110 210 Ä Éaëpò 201117Document1 pageA110 210 Ä Éaëpò 201117Phan Trong ThucNo ratings yet
- Introduction To Drop Size Notes For SprayUDocument23 pagesIntroduction To Drop Size Notes For SprayULeandro SalvadorNo ratings yet
- Spray Application May 2020Document3 pagesSpray Application May 2020Юрий СавковNo ratings yet
- Pipecoater IIIDocument8 pagesPipecoater IIIEngTamerNo ratings yet
- Liquid Spray and Spray Nozzles: CTG SH 07 EuDocument25 pagesLiquid Spray and Spray Nozzles: CTG SH 07 EuManas KarnureNo ratings yet
- AEROPRO R500 InstructionDocument7 pagesAEROPRO R500 InstructionAlejandro EnriquezNo ratings yet
- Spray Fine ManualDocument19 pagesSpray Fine ManualAndres GaitanNo ratings yet
- User's Guide To Spray Nozzles - 2013 - Lo-Res-SequentialDocument60 pagesUser's Guide To Spray Nozzles - 2013 - Lo-Res-SequentialAbdul Rab NishterNo ratings yet
- Method Statement-KccDocument10 pagesMethod Statement-KccSyerifaizal Hj. Mustapha100% (1)
- Nippon 8048Document3 pagesNippon 8048Armanda SiryogiawanNo ratings yet
- AN000009 - Rev03 - Printhead Maintenance with Solvent ink - - 噴頭維護 (Solvent)Document7 pagesAN000009 - Rev03 - Printhead Maintenance with Solvent ink - - 噴頭維護 (Solvent)frankNo ratings yet
- Low Volume Low Pressure: Model No. R500Document7 pagesLow Volume Low Pressure: Model No. R500Joe TourmaNo ratings yet
- Nippon HB Epoxy LinerDocument3 pagesNippon HB Epoxy LinerRai Hasnain Ahmad DahaNo ratings yet
- Espreas NozzlesDocument60 pagesEspreas NozzlesGabo NavNo ratings yet
- Applying Open Gear LubricantsDocument13 pagesApplying Open Gear LubricantsHesham MahdyNo ratings yet
- AccusprayCFM PPS HG18 All PXP V7 1Document8 pagesAccusprayCFM PPS HG18 All PXP V7 1John Olav SellandNo ratings yet
- Study ProjectDocument8 pagesStudy Projectks jNo ratings yet
- Sprayit Gravity Feed Spray Gun SPRAYITDocument8 pagesSprayit Gravity Feed Spray Gun SPRAYITLuís GuerreiroNo ratings yet
- DevilbissDocument52 pagesDevilbissLuís GuerreiroNo ratings yet
- Testing & Adjusting The Patriot Metering System: Magnum Venus PlastechDocument26 pagesTesting & Adjusting The Patriot Metering System: Magnum Venus PlastechCamilo Correa100% (1)
- XxSpray Nozzles SectionxxDocument86 pagesXxSpray Nozzles Sectionxxsafar bahariNo ratings yet
- 339377ea - Pistolas AirproDocument12 pages339377ea - Pistolas AirproMichel MichelNo ratings yet
- Airless Tips: A Small Part With Great ImportanceDocument8 pagesAirless Tips: A Small Part With Great ImportanceDanaNo ratings yet
- Earlex Hv1900 ManualDocument12 pagesEarlex Hv1900 ManualPaul CollinsNo ratings yet
- Application Variables NordsonDocument8 pagesApplication Variables NordsonssierroNo ratings yet
- Model No'S:: Hvlp731, Hvlp741.V2, Hvlp742Document3 pagesModel No'S:: Hvlp731, Hvlp741.V2, Hvlp742Hyz ResNo ratings yet
- Airless Sprayers R450Document16 pagesAirless Sprayers R450khuzema kapadiaNo ratings yet
- Airless Spray Tip SelectionDocument6 pagesAirless Spray Tip SelectionFatma IbrahimNo ratings yet
- TVE-FCM10 Q2M3Weeks56 OKDocument20 pagesTVE-FCM10 Q2M3Weeks56 OKjooshmarkhenNo ratings yet
- FLEXO June2012Document4 pagesFLEXO June2012Dani MakersNo ratings yet
- Bahasa Inggris Teknik Individual Assignment 3Document5 pagesBahasa Inggris Teknik Individual Assignment 3Khaiza SyNo ratings yet
- A Review of Charging Algorithms For Nickel Andlithium - BattersehDocument9 pagesA Review of Charging Algorithms For Nickel Andlithium - BattersehRaghavendra KNo ratings yet
- Charisma Medical Software - Detailed DescriptionDocument57 pagesCharisma Medical Software - Detailed DescriptionTotal SoftNo ratings yet
- MontecarloDocument44 pagesMontecarloAnand Krishna GhattyNo ratings yet
- BE Physics-Solution PDFDocument235 pagesBE Physics-Solution PDFRajeev PaudelNo ratings yet
- Y-Axis Free Guide On IELTSDocument12 pagesY-Axis Free Guide On IELTSSheikismail PatelNo ratings yet
- Final Synopsis TegnoDocument11 pagesFinal Synopsis TegnoNeeraj PatelNo ratings yet
- Carjau Aurelia Nicoleta - ENDocument1 pageCarjau Aurelia Nicoleta - ENFirst CopyNo ratings yet
- NDBS - Exit Interview Form - UpdatedDocument2 pagesNDBS - Exit Interview Form - UpdatedRaichetty VenuNo ratings yet
- Why Are You Applying For Financial AidDocument2 pagesWhy Are You Applying For Financial AidqwertyNo ratings yet
- DSNHP00197140000690828 2022Document2 pagesDSNHP00197140000690828 2022Vidya SagarNo ratings yet
- Cree J Series™ 2835 Leds: Product Description FeaturesDocument28 pagesCree J Series™ 2835 Leds: Product Description FeaturesLoengrin MontillaNo ratings yet
- Middle East Product Booklet 5078 NOV18Document56 pagesMiddle East Product Booklet 5078 NOV18Mohamed987No ratings yet
- Workshop Manual Transporter 2016 1-29Document167 pagesWorkshop Manual Transporter 2016 1-29samueleNo ratings yet
- Job Card-TPN 1010-B150Document2 pagesJob Card-TPN 1010-B150Debasis Pattnaik DebaNo ratings yet
- Samgroup: Unli Vocab Now LearningDocument20 pagesSamgroup: Unli Vocab Now LearningBrixter MangalindanNo ratings yet
- Transitive & Intransitive Verbs: Grammar PracticeDocument5 pagesTransitive & Intransitive Verbs: Grammar PracticeSzeman YipNo ratings yet
- The Future of Humanity ProjectDocument8 pagesThe Future of Humanity Projectapi-563597519No ratings yet
- Vehicle Yaw Rate Estimation Using A Virtual SensorDocument14 pagesVehicle Yaw Rate Estimation Using A Virtual Sensorbnc1No ratings yet
- Prelude by Daryll DelgadoDocument3 pagesPrelude by Daryll DelgadoZion Tesalona30% (10)
- PrestressingDocument14 pagesPrestressingdrotostotNo ratings yet
- Maintain Training Facilities: Michigan English Assessments Inc. CBLM On Cookery NC Ii Date Developed: February 2017Document8 pagesMaintain Training Facilities: Michigan English Assessments Inc. CBLM On Cookery NC Ii Date Developed: February 2017Joebie delos reyesNo ratings yet
- Rubrics - Reporting - RizalDocument2 pagesRubrics - Reporting - RizaljakeNo ratings yet
- Weekly Science Report 29th July 2022Document12 pagesWeekly Science Report 29th July 2022John SmithNo ratings yet
- Core Vendor PDFDocument215 pagesCore Vendor PDFSakar EngitechNo ratings yet
- Prediction of Pile Performance in Permafrost Under Lateral LoadDocument14 pagesPrediction of Pile Performance in Permafrost Under Lateral LoadFelipe PereiraNo ratings yet