You might also like
- What Is Paint? Composition of Paint Binder Pigment Extenders Solvents Application of PaintDocument13 pagesWhat Is Paint? Composition of Paint Binder Pigment Extenders Solvents Application of PaintmhnmndrkNo ratings yet
- Paint Technology Diploma Course AssignmentDocument11 pagesPaint Technology Diploma Course AssignmentAnonymous UdYX3bNo ratings yet
- Paint TerminologyDocument9 pagesPaint TerminologyKAMAL BEHLNo ratings yet
- January - 2021 - FinalDocument13 pagesJanuary - 2021 - FinalMohammed FasilNo ratings yet
- Jotun DeveloperDocument7 pagesJotun DeveloperAlex Kuvoric100% (1)
- Powder Coating TrainingDocument22 pagesPowder Coating Trainingakash.vd.1603No ratings yet
- QADocument21 pagesQAms rooNo ratings yet
- B-GAS-GRADE - 2-Theory GoodDocument34 pagesB-GAS-GRADE - 2-Theory GoodCERTS100% (1)
- Flaking, Blistering & Cracking: Common Paint Defects CausesDocument13 pagesFlaking, Blistering & Cracking: Common Paint Defects CausesMcDevonNo ratings yet
- 3830 Corrodere Diploma Brochure 0317 v2Document7 pages3830 Corrodere Diploma Brochure 0317 v2Gabriel PanaNo ratings yet
- Long Question/ Narrative Question.: Define Pigment?Document3 pagesLong Question/ Narrative Question.: Define Pigment?Hau LeNo ratings yet
- Salt TestDocument16 pagesSalt Testم.ذكى فضل ذكى100% (1)
- Critical Review of Concrete Scaling CausesDocument41 pagesCritical Review of Concrete Scaling CausessatpalNo ratings yet
- Glossary of Paint Defect TermsDocument7 pagesGlossary of Paint Defect Terms4romi89No ratings yet
- 6.PEB Painting Procedure (P0371) Rev.01Document22 pages6.PEB Painting Procedure (P0371) Rev.01MOHAMEDNo ratings yet
- Paint Failures Library - PPT (Read-Only)Document75 pagesPaint Failures Library - PPT (Read-Only)Elhusseiny FoudaNo ratings yet
- Appendix 3 - Technical Data For Jotun Coat System 1aDocument12 pagesAppendix 3 - Technical Data For Jotun Coat System 1aMohd Azizul AzamNo ratings yet
- Explaining Product Data Sheet InformationDocument0 pagesExplaining Product Data Sheet InformationeraswastaNo ratings yet
- ESD Flooring Audit ReportDocument11 pagesESD Flooring Audit Reportlaiju cs100% (1)
- D6677Document2 pagesD6677Robby DíazNo ratings yet
- AI Hempel's Galvosil 15700 EnglishDocument7 pagesAI Hempel's Galvosil 15700 EnglishvitharvanNo ratings yet
- Painting STDSDocument4 pagesPainting STDSAshok KsNo ratings yet
- Paint Defect TermsDocument7 pagesPaint Defect TermsAnoop_Gupta_5089No ratings yet
- 5 Chemical ResistanceDocument8 pages5 Chemical ResistanceMohamed NouzerNo ratings yet
- Grade 3. Question Writing ExaminationDocument11 pagesGrade 3. Question Writing ExaminationHau LeNo ratings yet
- Paints & Coatings Guide: Constituents, Types & ManufacturingDocument5 pagesPaints & Coatings Guide: Constituents, Types & ManufacturingSheena GagarinNo ratings yet
- Calculations - Exercise 1 - Question Paper - 1Document1 pageCalculations - Exercise 1 - Question Paper - 1kellary liawNo ratings yet
- Shin CombinedDocument29 pagesShin CombinedAce Ace100% (1)
- Chemtech GM Clear - English (Uk) - Issued.06.12.2007Document3 pagesChemtech GM Clear - English (Uk) - Issued.06.12.2007Mohamed Farag50% (2)
- HEMPEL'S VINYL ESTER GF 35910 Product Data SheetDocument2 pagesHEMPEL'S VINYL ESTER GF 35910 Product Data SheetEngTamerNo ratings yet
- CIP Work Experience FINALDocument2 pagesCIP Work Experience FINALDeepak YadavNo ratings yet
- Essential Coating Inspection QuestionnaireDocument11 pagesEssential Coating Inspection Questionnairerajesh100% (1)
- C Tape Datasheet PDFDocument2 pagesC Tape Datasheet PDFIftikhar Ahmed KhalidNo ratings yet
- Coverage Spreading Rate and Paint Consumption Calculations 01nov2022Document4 pagesCoverage Spreading Rate and Paint Consumption Calculations 01nov2022Tirumala PrasadNo ratings yet
- 1.2.4 HDG - Painting Issues PDFDocument2 pages1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0No ratings yet
- Liquid Penetrant InspectionDocument83 pagesLiquid Penetrant InspectionAzhar GulzarNo ratings yet
- Rust Grades Rust Grades Rust Grades Rust GradesDocument31 pagesRust Grades Rust Grades Rust Grades Rust GradesΕύη ΣαλταNo ratings yet
- Painting System Guide No.: SSPC: The Society For Protective CoatingsDocument6 pagesPainting System Guide No.: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- Nace Cip Level 3 Qtpcqtpcqapdfnace Cip Level 3pdfpdf FilenaceDocument2 pagesNace Cip Level 3 Qtpcqtpcqapdfnace Cip Level 3pdfpdf FilenaceNimish Pavan100% (1)
- Cross Cut Adhesion Test Cc1000Document9 pagesCross Cut Adhesion Test Cc1000gialadasNo ratings yet
- Failure Analysis of Paints and CoatingDocument8 pagesFailure Analysis of Paints and CoatingdhruviNo ratings yet
- Paint technology overview: binders, pigments, solvents and generic typesDocument34 pagesPaint technology overview: binders, pigments, solvents and generic typesHarry Doble100% (1)
- Interthane 990 Test Data PDFDocument2 pagesInterthane 990 Test Data PDFImam Situmeang100% (2)
- Paint Slip Coefficient PDFDocument28 pagesPaint Slip Coefficient PDFRk Sabarinathan100% (1)
- 15.1.1h PaintDocument31 pages15.1.1h PaintvickyNo ratings yet
- DFT Measurement Process in Different StandardsDocument23 pagesDFT Measurement Process in Different StandardsABHISHEK SINGHNo ratings yet
- Sheet Pile Wall: A Presentation OnDocument22 pagesSheet Pile Wall: A Presentation OnRajaNo ratings yet
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDocument56 pagesWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineNo ratings yet
- SSPC - Paint 41 PDFDocument5 pagesSSPC - Paint 41 PDFIvanSanchez100% (1)
- Preblasting PreparationDocument45 pagesPreblasting PreparationElhusseiny FoudaNo ratings yet
- Visco-Elastic Coating MaterialDocument17 pagesVisco-Elastic Coating Materialosmanmop100% (1)
- Coating Process QuizDocument2 pagesCoating Process QuizMujjamil NakadeNo ratings yet
- FinalExamSheet 4663 1495206384Document28 pagesFinalExamSheet 4663 1495206384Gabriel Pana100% (2)
- Bgas Grade 2 ContentDocument4 pagesBgas Grade 2 ContentSaleh HosseiniNo ratings yet
- 8 Paint DefectsDocument29 pages8 Paint DefectsMohamed NouzerNo ratings yet
- Marine Paint Guide Coverage EstimatesDocument6 pagesMarine Paint Guide Coverage EstimatesTanmay GorNo ratings yet
- Paint CharacterisationDocument81 pagesPaint CharacterisationDivyansh Sisodia100% (1)
- MM650-L9.tham Khao CT Tinh SơnDocument39 pagesMM650-L9.tham Khao CT Tinh Sơnkieu thanhNo ratings yet
- Anti-carbonation acrylic elastomeric paintDocument3 pagesAnti-carbonation acrylic elastomeric paintAhmad BougeisNo ratings yet
- Practical Workshop HandbookDocument25 pagesPractical Workshop Handbooksri ramadhaniNo ratings yet
- Clean artisanal gold mining a utopian approachDocument17 pagesClean artisanal gold mining a utopian approachsri ramadhaniNo ratings yet
- Density of GoldDocument9 pagesDensity of Goldsri ramadhaniNo ratings yet
- Full Paper Sri RamadhaniDocument7 pagesFull Paper Sri Ramadhanisri ramadhaniNo ratings yet
- RBI RaraDocument1 pageRBI Rarasri ramadhaniNo ratings yet
- XRD - Karmat 2Document40 pagesXRD - Karmat 2sri ramadhaniNo ratings yet
- Sumber: Said Firman Furqan (Environment Departement)Document11 pagesSumber: Said Firman Furqan (Environment Departement)sri ramadhaniNo ratings yet
- Sumber: Said Firman Furqan (Environment Departement)Document11 pagesSumber: Said Firman Furqan (Environment Departement)sri ramadhaniNo ratings yet
- Studi Ketahanan Korosi Retak Tegang Cu-30Zn Hasil Deformasi Plastis Canai DinginDocument8 pagesStudi Ketahanan Korosi Retak Tegang Cu-30Zn Hasil Deformasi Plastis Canai Dinginsri ramadhaniNo ratings yet
- Underground Corrosion S2 TGL 29 AprilDocument45 pagesUnderground Corrosion S2 TGL 29 Aprilsri ramadhaniNo ratings yet
- Engineering Materials 2019-Structure and Applications of Metals PDFDocument38 pagesEngineering Materials 2019-Structure and Applications of Metals PDFsri ramadhaniNo ratings yet
- Engineering Materials 2019-Structure and Applications of Metals PDFDocument38 pagesEngineering Materials 2019-Structure and Applications of Metals PDFsri ramadhaniNo ratings yet
- Atmospheric Corrosion Types & FactorsDocument59 pagesAtmospheric Corrosion Types & Factorssri ramadhaniNo ratings yet
- Generic TypeDocument29 pagesGeneric Typesri ramadhaniNo ratings yet
- Coating Application and TestingDocument22 pagesCoating Application and Testingsri ramadhaniNo ratings yet
- Corr Behaviour & Protect of Al Alloys in Sea WaterDocument21 pagesCorr Behaviour & Protect of Al Alloys in Sea Watersri ramadhaniNo ratings yet
- Agp PDFDocument9 pagesAgp PDFNeelakantNo ratings yet
- Grumman OV-1 Mohawk Operators Manual PDFDocument531 pagesGrumman OV-1 Mohawk Operators Manual PDFDave91No ratings yet
- 1 - General Brochure L3MW - EnglDocument2 pages1 - General Brochure L3MW - EnglpietroNo ratings yet
- World Grid, Bruce Cathie, Chemtrails, UFO's, Secret Bases New ZealandDocument44 pagesWorld Grid, Bruce Cathie, Chemtrails, UFO's, Secret Bases New Zealandsecondfield100% (15)
- DC Relay For Microgrid PDFDocument12 pagesDC Relay For Microgrid PDFvasiliy vasilievichNo ratings yet
- Solution Manual For Numerical Methods For Engineers 7th Edition by ChapraDocument27 pagesSolution Manual For Numerical Methods For Engineers 7th Edition by Chapraa23971102936% (25)
- NACHI - PUMP - SPEC - Pvs SeriesDocument57 pagesNACHI - PUMP - SPEC - Pvs SeriesTomiNo ratings yet
- Quantum Gravity and Taoist Cosmology ExpDocument61 pagesQuantum Gravity and Taoist Cosmology Expjulio julioNo ratings yet
- VW 50136 en 2018-03Document10 pagesVW 50136 en 2018-03xu zhangNo ratings yet
- Notes Chapter 18-1Document65 pagesNotes Chapter 18-1Biruk BtNo ratings yet
- Light Detection and Ranging (LIDAR)Document25 pagesLight Detection and Ranging (LIDAR)sonusangamNo ratings yet
- HL TC Manual Operador VolvoDocument126 pagesHL TC Manual Operador VolvoVentas BeorienteNo ratings yet
- Infrared LED Lights Product Lineup: Abundant Lineup, Total of 56 Models Available For Various ApplicationsDocument12 pagesInfrared LED Lights Product Lineup: Abundant Lineup, Total of 56 Models Available For Various ApplicationsKaiser MonterreyNo ratings yet
- Superalloys 2000 19 27 PDFDocument9 pagesSuperalloys 2000 19 27 PDFrahul m nairNo ratings yet
- Chemistry Report 4 - Colorimetric Titration of VinegarDocument8 pagesChemistry Report 4 - Colorimetric Titration of VinegarsmarakNo ratings yet
- Duct SizingDocument13 pagesDuct SizingEugene MicarandayoNo ratings yet
- Statics of Rigid BodiesDocument34 pagesStatics of Rigid BodiespesobucksNo ratings yet
- Introduction to Natural UnitsDocument4 pagesIntroduction to Natural UnitsMohamed ElsayedNo ratings yet
- Experimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinDocument11 pagesExperimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinAli HusseiniNo ratings yet
- A 496 - 97 Qtq5ni05n0ffmqDocument5 pagesA 496 - 97 Qtq5ni05n0ffmqyohan172002No ratings yet
- Upload MetallergyDocument2 pagesUpload MetallergyManoj MandavkarNo ratings yet
- LeaP Science G8 Week 6 Q3Document3 pagesLeaP Science G8 Week 6 Q3CriselAlamagNo ratings yet
- Chapter 9 PLCCDocument26 pagesChapter 9 PLCCpruddviNo ratings yet
- SPAD Pixels For UV Imaging V3Document60 pagesSPAD Pixels For UV Imaging V3Soumya Shatakshi PandaNo ratings yet
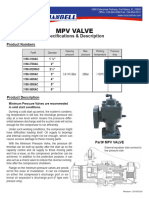
- Hanbell MPV Valve Spec SheetDocument1 pageHanbell MPV Valve Spec SheetDũng LêNo ratings yet
- Xenon Test Chambers: We Make Testing SimpleDocument9 pagesXenon Test Chambers: We Make Testing SimpleAman KumarNo ratings yet
- NSEJS IJSO Stage 1 2016 17 20 11 2016 PaperDocument11 pagesNSEJS IJSO Stage 1 2016 17 20 11 2016 Paperrajesh duaNo ratings yet
- Gas Leak Alarm Systems PDFDocument87 pagesGas Leak Alarm Systems PDFAvYlashKumbharNo ratings yet
- Mechanical MetallurgyDocument46 pagesMechanical MetallurgykumarNo ratings yet
- Practical design of stepped columnsDocument14 pagesPractical design of stepped columnsFeba ThomasNo ratings yet