You might also like
- Material Specification: Specification: B11 Revision Date: 3/5/2006Document2 pagesMaterial Specification: Specification: B11 Revision Date: 3/5/2006Gabriel MesquitaNo ratings yet
- Data Sheet For Special Piping Parts: (Strainer)Document2 pagesData Sheet For Special Piping Parts: (Strainer)dimas prasetyoNo ratings yet
- Tega - Lining Part List: Mill Lining Division Tega Industries Limited Kolkata, IndiaDocument4 pagesTega - Lining Part List: Mill Lining Division Tega Industries Limited Kolkata, IndiaSilvio Veragua GallardoNo ratings yet
- Schedule of Rate For Standard Stock Materials Common SR 2021-22 (11 KV System)Document161 pagesSchedule of Rate For Standard Stock Materials Common SR 2021-22 (11 KV System)sagar mukulNo ratings yet
- Paint Qty Calculation TemplateDocument15 pagesPaint Qty Calculation TemplateariyakkannaaNo ratings yet
- BJM EC 20 DS 009 A4 Rev - 0 Datasheet Premium Pertamax Tank 5000 KLDocument5 pagesBJM EC 20 DS 009 A4 Rev - 0 Datasheet Premium Pertamax Tank 5000 KLErick SavrinaldoNo ratings yet
- 300 NRV ModelDocument1 page300 NRV ModelTanmoy DuttaNo ratings yet
- Attachment 0Document39 pagesAttachment 0Azur MandžukićNo ratings yet
- MS.50003 - Stainless & Heat Resisting Steel Sheet Strip Plate Bar Wire & Tubing For Automotive ApplicationDocument12 pagesMS.50003 - Stainless & Heat Resisting Steel Sheet Strip Plate Bar Wire & Tubing For Automotive ApplicationSamuel Monroy Del AngelNo ratings yet
- BESCOM - Part-III - 11 KV MaterailsDocument27 pagesBESCOM - Part-III - 11 KV MaterailskaleemNo ratings yet
- Worldwide Engineering Standards: Low Carbon Sheet SteelDocument14 pagesWorldwide Engineering Standards: Low Carbon Sheet SteelKyle H100% (1)
- Corrections Track Record Cum PTR SheetDocument11 pagesCorrections Track Record Cum PTR SheetParag WadekarNo ratings yet
- Strainer PDFDocument7 pagesStrainer PDFvinoj chandranNo ratings yet
- 25 Ton Tower CraneDocument2 pages25 Ton Tower CraneDharmeshNo ratings yet
- Hardener: S.no Properties-IS/TS/WO Unit BOQ/Engg Shalimar PidiliteDocument6 pagesHardener: S.no Properties-IS/TS/WO Unit BOQ/Engg Shalimar Pidilite231340No ratings yet
- Mi - 02 Plate Type Heat ExcangerDocument19 pagesMi - 02 Plate Type Heat ExcangerDaud DamanikNo ratings yet
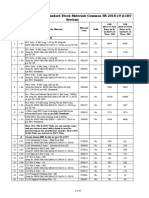
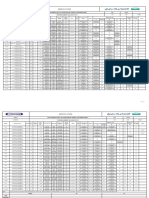
- Schedule of Rate For Standard Stock Materials Common SR 2018-19 (11KV System)Document33 pagesSchedule of Rate For Standard Stock Materials Common SR 2018-19 (11KV System)Nagaraju NayakNo ratings yet
- Date:13-10-2012 Section 1:: A. B. C) CDocument2 pagesDate:13-10-2012 Section 1:: A. B. C) CbalaNo ratings yet
- J041A0088-Magnetic Level GaugeDocument3 pagesJ041A0088-Magnetic Level GaugesamboopathiNo ratings yet
- Mr. C.H.Park / Project Manager 03-May-06Document30 pagesMr. C.H.Park / Project Manager 03-May-06Ali YassineNo ratings yet
- Plate - ADocument9 pagesPlate - ASumit SinghNo ratings yet
- Billet Macro Daily Dec'19Document29 pagesBillet Macro Daily Dec'19Makkhan lal SainiNo ratings yet
- MTC For BoltDocument2 pagesMTC For Boltrizwan40% (5)
- LTJ-PGAS-GTLT-EN-DS-001 Buffer Tank Data SheetDocument15 pagesLTJ-PGAS-GTLT-EN-DS-001 Buffer Tank Data SheetsswahyudiNo ratings yet
- Steel Bolts and Nuts and Similar Norm 2377: ObjectiveDocument9 pagesSteel Bolts and Nuts and Similar Norm 2377: ObjectiveanhthoNo ratings yet
- PR - Bearings & Pump Impeller - 19-01-2023Document1 pagePR - Bearings & Pump Impeller - 19-01-2023engineeringNo ratings yet
- Technical Specification Stainless Steel Heat Exchangers: Project No: 338033Document13 pagesTechnical Specification Stainless Steel Heat Exchangers: Project No: 338033jdgh1986No ratings yet
- 9.57405-Eng - Plating Std.Document20 pages9.57405-Eng - Plating Std.Baravkar Auto Parts100% (1)
- Ems-004 REV KDocument6 pagesEms-004 REV KErol BurnsNo ratings yet
- TP-14 WHS For ReviewDocument31 pagesTP-14 WHS For ReviewKarunanithi NagarajanNo ratings yet
- 1280a4-8430-Ds-0001 Rev F1Document6 pages1280a4-8430-Ds-0001 Rev F1Stephen LowNo ratings yet
- Minimum Performance Requirements For Decorative Chromium Plated Plastic PartsDocument20 pagesMinimum Performance Requirements For Decorative Chromium Plated Plastic PartsJefferson CruzNo ratings yet
- Raw Material - E-023-22Document2 pagesRaw Material - E-023-22MANIMARAN QCNo ratings yet
- Material Allowable Strength DataDocument84 pagesMaterial Allowable Strength DataKazimieras PNo ratings yet
- Project Structure Drawing No.: Mark NTS Modeled By. Checked By. Ref. Erec. DWG Issued Date Dwg. NameDocument1 pageProject Structure Drawing No.: Mark NTS Modeled By. Checked By. Ref. Erec. DWG Issued Date Dwg. NameDaninho 07madridNo ratings yet
- APS104-06 Paint System - Steel WorkDocument9 pagesAPS104-06 Paint System - Steel WorkJose MachadoNo ratings yet
- PPC-PUR-FLOUP - VGO Micon924 Valves MFG Status As On 12.11.2021Document4 pagesPPC-PUR-FLOUP - VGO Micon924 Valves MFG Status As On 12.11.2021sajjad NNo ratings yet
- PR - 19-01-2023Document1 pagePR - 19-01-2023engineeringNo ratings yet
- GMW14672 ProfileID - 000070128Document15 pagesGMW14672 ProfileID - 000070128Muthu Ganesh100% (1)
- PR VESSEL FABRICATION - Awareness Session - 16.11.19Document50 pagesPR VESSEL FABRICATION - Awareness Session - 16.11.19avik100% (1)
- Thermocouple Data Sheet: GeneralDocument3 pagesThermocouple Data Sheet: GeneralMariela JimenezNo ratings yet
- (JISF) : Japanes E IndustrialDocument19 pages(JISF) : Japanes E IndustrialTrịnh Thanh TùngNo ratings yet
- Carbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2Document13 pagesCarbon Steel or Alloy and High Yield Point Steel Plates, Strips and Straps For Slight Drawings or Non-Severe Bending Standard No. 2 3 5 2anhtho100% (1)
- D 1 1Document956 pagesD 1 1karthi82887No ratings yet
- Daimler - MBN 11250 ENG - 07-09Document26 pagesDaimler - MBN 11250 ENG - 07-09gültekin gökNo ratings yet
- C18W10 - Drawing Issue Sheet 008Document6 pagesC18W10 - Drawing Issue Sheet 008Chung Him Joe ChanNo ratings yet
- 13-61-16 Field Welding Data Sheets & Location DrgsDocument17 pages13-61-16 Field Welding Data Sheets & Location DrgsJKKNo ratings yet
- DS Cartride F DWA R1Document1 pageDS Cartride F DWA R1wahyu hidayatNo ratings yet
- Bridge Inspection Report 04 05 99Document4 pagesBridge Inspection Report 04 05 99Jason BentleyNo ratings yet
- Checklist Fire StopDocument9 pagesChecklist Fire StopAnonymous DMdGdsOENo ratings yet
- MTF Civ CA 0041 Rev 0 (Afc)Document20 pagesMTF Civ CA 0041 Rev 0 (Afc)Mohamed MusaNo ratings yet
- K.P.Mondal&Sons: N No. of Hole H Hole DiaDocument1 pageK.P.Mondal&Sons: N No. of Hole H Hole DiaTanmoy DuttaNo ratings yet
- CI Sluice Valve With ActuatorDocument1 pageCI Sluice Valve With ActuatorTanmoy DuttaNo ratings yet
- Level Gauge-Bicolor DrumDocument4 pagesLevel Gauge-Bicolor DrumJKKNo ratings yet
- Jyoti Engineering Works: Chemical AnalysisDocument8 pagesJyoti Engineering Works: Chemical AnalysisKristin CrawfordNo ratings yet
- 338033-4604-45ES-0005-07 (Carbon Steel Vessels - Technical Specification) PDFDocument9 pages338033-4604-45ES-0005-07 (Carbon Steel Vessels - Technical Specification) PDFjdgh1986No ratings yet
- Ku-Twk-20-Me-Dts-0006 - Data Sheet For Diesel Tank-5m3 CapacityDocument5 pagesKu-Twk-20-Me-Dts-0006 - Data Sheet For Diesel Tank-5m3 CapacityAbdur RehmanNo ratings yet
- LS 145-19 - 5 Welding of Al-Piping Prefabrication and Site Welding (EN)Document7 pagesLS 145-19 - 5 Welding of Al-Piping Prefabrication and Site Welding (EN)Kreshna Wisnu BrataNo ratings yet
- Steel and Its Heat Treatment: Bofors HandbookFrom EverandSteel and Its Heat Treatment: Bofors HandbookRating: 2.5 out of 5 stars2.5/5 (3)
- May 2016Document124 pagesMay 2016Treatment Plant Operator Magazine100% (2)
- War Commander Hack ListDocument6 pagesWar Commander Hack ListNovan SetyaNo ratings yet
- PDS 3D Theory GuideDocument285 pagesPDS 3D Theory Guidei_tiberius_m8153No ratings yet
- Power System Incident ReportDocument33 pagesPower System Incident ReportmentongNo ratings yet
- List of Auto in Rajahmundry - Pythondeals - pdf3Document5 pagesList of Auto in Rajahmundry - Pythondeals - pdf3Manoj Digi LoansNo ratings yet
- F2000 - Afm Sup11 Rev04 - 20100712Document36 pagesF2000 - Afm Sup11 Rev04 - 20100712rjohnson3773No ratings yet
- HFM Domain Rapid Deploy 521502Document26 pagesHFM Domain Rapid Deploy 521502Biswanath NandaNo ratings yet
- Wave Notes 4 - Refraction1Document5 pagesWave Notes 4 - Refraction1Syed Mairaj Ul HaqNo ratings yet
- Grove Gmk6450Document100 pagesGrove Gmk6450cristiano.faddaNo ratings yet
- Metodos de Reparacion Mindray DC-6Document24 pagesMetodos de Reparacion Mindray DC-6Khalil IssaadNo ratings yet
- Pepper and FuchsDocument33 pagesPepper and Fuchskavireeshgh_007No ratings yet
- .UA76 6. .A766 - .UM78 2.: Cancun, MexicoDocument46 pages.UA76 6. .A766 - .UM78 2.: Cancun, MexicoArgel Rios100% (1)
- Colin Foote PHD Thesis March 2007Document326 pagesColin Foote PHD Thesis March 2007cfoote100% (3)
- Manual Me ProDocument414 pagesManual Me ProJavier Gaete ObrequeNo ratings yet
- Rubber Wheelstop or Parking Curb SpecificationsDocument5 pagesRubber Wheelstop or Parking Curb Specificationstlctrafficsafety100% (2)
- Drilling Rig - Wikipedia, The Free EncyclopediaDocument13 pagesDrilling Rig - Wikipedia, The Free EncyclopediasomsubhraNo ratings yet
- E10 User Manual V1.15Document28 pagesE10 User Manual V1.15Roger FarjeNo ratings yet
- First Prs EditedDocument38 pagesFirst Prs EditedMathew SebastianNo ratings yet
- Otds BrochureDocument27 pagesOtds Brochurewei6cnNo ratings yet
- Certificado SofarDocument3 pagesCertificado SofarJeff DanceNo ratings yet
- OSHA 1926 Subpart L App ADocument16 pagesOSHA 1926 Subpart L App ABinoy GopinathanNo ratings yet
- Matching 50Ω to 75ΩDocument7 pagesMatching 50Ω to 75Ωjoyce_caracasNo ratings yet
- Pages From Deplazes - 2005 - Constructing - Architecture PDFDocument1 pagePages From Deplazes - 2005 - Constructing - Architecture PDFGonzalo De la ParraNo ratings yet
- EnableThinner Stronger Collation Shrink Films Help Brand Owners Deliver Bundled Products Securely enDocument2 pagesEnableThinner Stronger Collation Shrink Films Help Brand Owners Deliver Bundled Products Securely enSajib BhattacharyaNo ratings yet
- 1 00Document22 pages1 00haniNo ratings yet
- Validation Report 7.5 MW Lubuk Gadang Small Hydropower Plant at West Sumatera, Indonesia in IndonesiaDocument133 pagesValidation Report 7.5 MW Lubuk Gadang Small Hydropower Plant at West Sumatera, Indonesia in IndonesiaRdy SimangunsongNo ratings yet
- U551Document16 pagesU551Faber Andres Vidal RuizNo ratings yet
- ResumeDocument4 pagesResumeapi-310894929No ratings yet
- Design and Fabrication OF Solar Light TubesDocument35 pagesDesign and Fabrication OF Solar Light TubesMelquir jakrajNo ratings yet