You might also like
- 15 - Chapter 7 PDFDocument24 pages15 - Chapter 7 PDFpavan_1988No ratings yet
- A Universal Wear Law For Abrasion: Matthew T. Siniawski, Stephen J. Harris, Qian WangDocument6 pagesA Universal Wear Law For Abrasion: Matthew T. Siniawski, Stephen J. Harris, Qian WangTamara Maria Ortiz MendezNo ratings yet
- Experimental Analysis On Friction Materials For Supplemental Damping DevicesDocument33 pagesExperimental Analysis On Friction Materials For Supplemental Damping DevicesVincenzo PilusoNo ratings yet
- Wear in Pumps and Pipelines (Truscott 1979)Document22 pagesWear in Pumps and Pipelines (Truscott 1979)cmahendrNo ratings yet
- Friction and Wear Thresholds of Alumina-Chromium Steel Pairs Sliding at High Speeds Under Dry and Wet ConditionsDocument11 pagesFriction and Wear Thresholds of Alumina-Chromium Steel Pairs Sliding at High Speeds Under Dry and Wet ConditionsNEMANI SURESH PATILNo ratings yet
- Dry Sliding Wear of Aluminium Composites-ADocument21 pagesDry Sliding Wear of Aluminium Composites-AAmit GauravNo ratings yet
- Fig. 3.5: Adhesive Wear. All Theories Which Predict Wear Rates Start From The Concept of TrueDocument42 pagesFig. 3.5: Adhesive Wear. All Theories Which Predict Wear Rates Start From The Concept of TruevishiwizardNo ratings yet
- Effect of Microstructure On Edge Wear Mechanisms in WC-CoDocument8 pagesEffect of Microstructure On Edge Wear Mechanisms in WC-CoBert MiltonssonNo ratings yet
- A Universal Wear Law For Abrasion: Matthew T. Siniawski, Stephen J. Harris, Qian WangDocument6 pagesA Universal Wear Law For Abrasion: Matthew T. Siniawski, Stephen J. Harris, Qian WangDersein SaraozNo ratings yet
- The Delamination Theory of WearDocument14 pagesThe Delamination Theory of WearMatheus William CesarNo ratings yet
- Wear Introduction of WearDocument22 pagesWear Introduction of WearVinit ShrivastavaNo ratings yet
- R, Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsDocument20 pagesR, Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsMatheus SoranzzoNo ratings yet
- Electrochemical Techniques For Studying Tribocorrosion ProcessesDocument10 pagesElectrochemical Techniques For Studying Tribocorrosion ProcessesRaul MoraNo ratings yet
- Pondicherry2020 ArticleDocument13 pagesPondicherry2020 ArticleDhanraj RajaramanNo ratings yet
- SAW OverlaysDocument13 pagesSAW OverlaysSengupta VivekNo ratings yet
- Engineering Tribology: Prof. Dr. Tamer S. MahmoudDocument44 pagesEngineering Tribology: Prof. Dr. Tamer S. MahmoudbassemNo ratings yet
- Processing of PM PartsDocument7 pagesProcessing of PM Partshayder1920No ratings yet
- An Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicDocument12 pagesAn Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicsaatehNo ratings yet
- Tribocorrosion: Phenomena in Different Engineering FieldsDocument2 pagesTribocorrosion: Phenomena in Different Engineering FieldsSai Krishna Sameer JNo ratings yet
- A Review Paper On Abrasive Wear CharacteristicsDocument6 pagesA Review Paper On Abrasive Wear CharacteristicsSalem GarrabNo ratings yet
- MISCHLER, S., SPIEGEL, A., LANDOLT, D - The Role of Passive Oxide Films On The DDocument10 pagesMISCHLER, S., SPIEGEL, A., LANDOLT, D - The Role of Passive Oxide Films On The DGustavo GuidettiNo ratings yet
- Discrete Element Method - DeM - Based Study On The WDocument13 pagesDiscrete Element Method - DeM - Based Study On The WMwangi PeterNo ratings yet
- Effect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenDocument8 pagesEffect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- Understanding erosion-corrosion behavior of mild steelDocument15 pagesUnderstanding erosion-corrosion behavior of mild steelChris HonoratoNo ratings yet
- 8.. - Study of Tin .FullDocument8 pages8.. - Study of Tin .FullTJPRC PublicationsNo ratings yet
- Construction and Building Materials: M. Latour, V. Piluso, G. RizzanoDocument18 pagesConstruction and Building Materials: M. Latour, V. Piluso, G. RizzanoMassimo LatourNo ratings yet
- Abrasion and ErosionDocument44 pagesAbrasion and ErosionleandroniedbalskiNo ratings yet
- 6 WearDocument6 pages6 WearAbdulla CamalNo ratings yet
- Ulman Part 1Document1,000 pagesUlman Part 1Yana RahmadaniNo ratings yet
- SupplementaryNOTES Fatigue&FractureDocument18 pagesSupplementaryNOTES Fatigue&FractureAbubakar Mohamed AbubakarNo ratings yet
- STRUCTURAL PROPERTIES OF NANOCRYSTALLINE TiN FILMDocument7 pagesSTRUCTURAL PROPERTIES OF NANOCRYSTALLINE TiN FILMInternational Journal of Structronics & MechatronicsNo ratings yet
- Coconut Ash FinalDocument47 pagesCoconut Ash FinalMusic LoverNo ratings yet
- Brief Discussion On Tribology: Department of Orthopaedics Kasturba Medical CollegeDocument7 pagesBrief Discussion On Tribology: Department of Orthopaedics Kasturba Medical CollegechinmayghaisasNo ratings yet
- Module 3 (1)Document22 pagesModule 3 (1)sandhrarosechackochan.b20me1136No ratings yet
- Article - Friction, Wear, and The Influence of Surfaces - Bisson (1968)Document37 pagesArticle - Friction, Wear, and The Influence of Surfaces - Bisson (1968)Gean MotaNo ratings yet
- Characterizations of Cutting Tool Flank Wear-Land ContactDocument5 pagesCharacterizations of Cutting Tool Flank Wear-Land ContactEsmeralda MuñozNo ratings yet
- A Critical Review On Different Types of Wear of MaterialsDocument7 pagesA Critical Review On Different Types of Wear of MaterialsIAEME PublicationNo ratings yet
- Carte Infornatii Generale Licenta WikiDocument55 pagesCarte Infornatii Generale Licenta WikiBogdan BuuNo ratings yet
- A Model For Stresses, Crack Generation and Fracture Toughness Calculation in Scratched Tin-Coated Steel SurfacesDocument14 pagesA Model For Stresses, Crack Generation and Fracture Toughness Calculation in Scratched Tin-Coated Steel SurfacesSutha SenthilNo ratings yet
- 4 WearDocument31 pages4 WearLIM WEI KEONG / UPMNo ratings yet
- 2013-Petrica-etal-Abrasive Wear Mechanisms and Their Relation To Roc...Document9 pages2013-Petrica-etal-Abrasive Wear Mechanisms and Their Relation To Roc...Diego MartinezNo ratings yet
- 2-1 Unit 1 Part 1 TribologyDocument77 pages2-1 Unit 1 Part 1 Tribologyshivamchakravarti27No ratings yet
- Tribology Wear PDFDocument30 pagesTribology Wear PDFkarthikNo ratings yet
- WearDocument31 pagesWearelias667100% (1)
- Erosion-Corrosion Interactions and Their Affect On Marine and Offshore ComponentsDocument10 pagesErosion-Corrosion Interactions and Their Affect On Marine and Offshore ComponentsAnonymous uCYIu1No ratings yet
- Wear CoinsDocument3 pagesWear Coinstbejitual100% (1)
- Fretting Wear of Thin Diamond Films on SteelDocument9 pagesFretting Wear of Thin Diamond Films on SteelDersein SaraozNo ratings yet
- Abrasive Wear of Powder Materials and Coatings: ISSN 1392-1320 MATERIALS SCIENCE (MEDŽIAGOTYRA) - Vol. 11, No. 3. 2005Document5 pagesAbrasive Wear of Powder Materials and Coatings: ISSN 1392-1320 MATERIALS SCIENCE (MEDŽIAGOTYRA) - Vol. 11, No. 3. 2005Suresh KumarNo ratings yet
- Caron Et Al - 2013 - Structure Vs ChemistryDocument8 pagesCaron Et Al - 2013 - Structure Vs ChemistryDeepak patelNo ratings yet
- For Other Uses, See .: Wear (Disambiguation)Document7 pagesFor Other Uses, See .: Wear (Disambiguation)Vishal SinghNo ratings yet
- Adhesion Testing MethodsDocument44 pagesAdhesion Testing MethodsLaughlikesiao HeheNo ratings yet
- Basics of Wear IiwDocument7 pagesBasics of Wear IiwSomnath ChakravartyNo ratings yet
- Coatings 13 01508Document10 pagesCoatings 13 01508Ma SadeghiitNo ratings yet
- Fretting Wear Prediction Literature ReviewDocument7 pagesFretting Wear Prediction Literature ReviewBhargav ParsaNo ratings yet
- ReviewofWearandGallingCharacteristicsofStainlessSteel 9006Document0 pagesReviewofWearandGallingCharacteristicsofStainlessSteel 9006fahreezNo ratings yet
- Fatigue MetalDocument13 pagesFatigue MetalAerocfdfreakNo ratings yet
- Prevent Wear and Reduce Costs with Proper HardfacingDocument18 pagesPrevent Wear and Reduce Costs with Proper HardfacingSHYAM SUNDARNo ratings yet
- Friction and Wear of Polymer CompositesFrom EverandFriction and Wear of Polymer CompositesRating: 5 out of 5 stars5/5 (2)
- Selection of Gold Alloys For Mechanical Working and Optimisation of The Production ProcessDocument26 pagesSelection of Gold Alloys For Mechanical Working and Optimisation of The Production ProcessVigneswaranNo ratings yet
- LaboratoryInstructionsforFireAssaysofGoldSilverandLead 10269892Document51 pagesLaboratoryInstructionsforFireAssaysofGoldSilverandLead 10269892jacha tirivachoNo ratings yet
- Gold Usage - Wear Marks and or or Deterioration in Site ConditionsDocument8 pagesGold Usage - Wear Marks and or or Deterioration in Site ConditionsVigneswaranNo ratings yet
- Skin Contact With Gold and Gold AlloysDocument7 pagesSkin Contact With Gold and Gold AlloysVigneswaranNo ratings yet
- WOR8462 Handbook On SolderingDocument63 pagesWOR8462 Handbook On SolderingVigneswaranNo ratings yet
- Chen2018 - Study of Thermal Ageing Effects On RH Coating Mechanical Performances Upon CuCrZr SubstrateDocument9 pagesChen2018 - Study of Thermal Ageing Effects On RH Coating Mechanical Performances Upon CuCrZr SubstrateVigneswaranNo ratings yet
- Hardening 22ct Gold Alloys Through PrecipitationDocument12 pagesHardening 22ct Gold Alloys Through PrecipitationVigneswaranNo ratings yet
- The Development of 990 Gold-Titanium, and Its Production Use and PropertiesDocument9 pagesThe Development of 990 Gold-Titanium, and Its Production Use and PropertiesVigneswaranNo ratings yet
- Research Article: Wenshan Ni, Xiangju Mao, Mingxing Yao, Qiliang Sun, Xiaorui Guo, Hongli Zhang, and Lu LiuDocument8 pagesResearch Article: Wenshan Ni, Xiangju Mao, Mingxing Yao, Qiliang Sun, Xiaorui Guo, Hongli Zhang, and Lu LiuVigneswaranNo ratings yet
- Developing Non-Toxic Hard Gold Plating SolutionsDocument8 pagesDeveloping Non-Toxic Hard Gold Plating SolutionsVigneswaranNo ratings yet
- PSG Tech BHEL ES Welding Course 2021 AdmissionsDocument1 pagePSG Tech BHEL ES Welding Course 2021 AdmissionsMurali VadiveluNo ratings yet
- An Electron Microscope Examination of Small Cobalt Particles Precipitated in A Gold MatrixDocument4 pagesAn Electron Microscope Examination of Small Cobalt Particles Precipitated in A Gold MatrixVigneswaranNo ratings yet
- Specification and Qualification of Weldi PDFDocument12 pagesSpecification and Qualification of Weldi PDFVigneswaranNo ratings yet
- CK Tungsten ElectrodesDocument2 pagesCK Tungsten ElectrodesVigneswaranNo ratings yet
- Microstructure and Properties of Electron Beam Welded and Post-Welded 2219 Aluminium AlloyDocument8 pagesMicrostructure and Properties of Electron Beam Welded and Post-Welded 2219 Aluminium AlloyVigneswaranNo ratings yet
- CAT Quantitative AptitudeDocument5 pagesCAT Quantitative AptitudeJolly MongiaNo ratings yet
- IndianOil Citibank Platinum CardDocument1 pageIndianOil Citibank Platinum CardNarayanan VenkateshNo ratings yet
- ALUMINUM AA2219 - Procedure Qualification PlanDocument1 pageALUMINUM AA2219 - Procedure Qualification PlanVigneswaranNo ratings yet
- Effect of Heat Treatment On Some Mechanical Properties of 7075 Aluminium AlloyDocument5 pagesEffect of Heat Treatment On Some Mechanical Properties of 7075 Aluminium AlloyWahid Arief AhNo ratings yet
- Investigation of The Age Hardening and o PDFDocument7 pagesInvestigation of The Age Hardening and o PDFVigneswaranNo ratings yet
- CAT Sectional Preparation TipsDocument15 pagesCAT Sectional Preparation TipsVigneswaranNo ratings yet
- U-Groove Aluminum Weld Strength Improvement PDFDocument4 pagesU-Groove Aluminum Weld Strength Improvement PDFVigneswaranNo ratings yet
- D4054 09 PDFDocument27 pagesD4054 09 PDFVigneswaranNo ratings yet
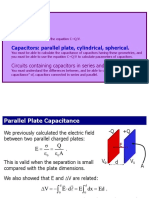
- Lecture07 Part 3 Capacitance and GeometryDocument13 pagesLecture07 Part 3 Capacitance and GeometryVigneswaranNo ratings yet
- Carbide Burrs: High Performance Cutting ToolsDocument30 pagesCarbide Burrs: High Performance Cutting ToolsVigneswaranNo ratings yet
- U-Groove Aluminum Weld Strength Improvement PDFDocument4 pagesU-Groove Aluminum Weld Strength Improvement PDFVigneswaranNo ratings yet
- CAT 2017 Question Paper and Answer KeyDocument35 pagesCAT 2017 Question Paper and Answer KeyAnupamSinghNo ratings yet
- Carbide Burrs: High Performance Cutting ToolsDocument30 pagesCarbide Burrs: High Performance Cutting ToolsVigneswaranNo ratings yet
- Carbide Burrs: High Performance Cutting ToolsDocument30 pagesCarbide Burrs: High Performance Cutting ToolsVigneswaranNo ratings yet
- 2020 FMGT 1013 - Financial Management RevisedDocument9 pages2020 FMGT 1013 - Financial Management RevisedYANIII12345No ratings yet
- Body in Movement - WorkshopDocument8 pagesBody in Movement - WorkshopAndrew CareyNo ratings yet
- cobas8000-DataManager - Host Interface Manual10205 PDFDocument286 pagescobas8000-DataManager - Host Interface Manual10205 PDF박수희No ratings yet
- Asia Pacific Chemicals 181302Document52 pagesAsia Pacific Chemicals 181302sealaishaniNo ratings yet
- Vocabulary - Vocabulario de Salud y de Sintomas en InglesDocument4 pagesVocabulary - Vocabulario de Salud y de Sintomas en InglesCarlos MiguelNo ratings yet
- Kole 2010Document12 pagesKole 2010Steven Mestres-JunqueNo ratings yet
- Effecta WoodyDocument21 pagesEffecta WoodyMR XNo ratings yet
- Percent CompositionDocument4 pagesPercent CompositionTshiamo MotaungNo ratings yet
- Bahan Belajar Ujian Akhir SekolahDocument13 pagesBahan Belajar Ujian Akhir SekolahArga AnggaraNo ratings yet
- Surgical Aspects of Pulmonary Infections: Kibrom Gebreselassie, MD, FCS-ECSA Cardiovascular and Thoracic SurgeonDocument60 pagesSurgical Aspects of Pulmonary Infections: Kibrom Gebreselassie, MD, FCS-ECSA Cardiovascular and Thoracic SurgeonVincent SerNo ratings yet
- "Employee Payroll Management System": Miss - Priyanka Abhaynath YadavDocument31 pages"Employee Payroll Management System": Miss - Priyanka Abhaynath Yadavhabeb TubeNo ratings yet
- ISC 2023 English Language Question PaperDocument5 pagesISC 2023 English Language Question PaperMohit JoshiNo ratings yet
- 5 BFU 07406 Assessment of Credit ApplicationsDocument109 pages5 BFU 07406 Assessment of Credit ApplicationsDeogratias MsigalaNo ratings yet
- Dayton Audio Classic Series Subwoofers and Series II Woofer SpecificationsDocument1 pageDayton Audio Classic Series Subwoofers and Series II Woofer Specificationssales diyaudiocart.comNo ratings yet
- Cleaning Validation Master Plan PDFDocument9 pagesCleaning Validation Master Plan PDFBREWSKINo ratings yet
- Spread footing design calculationDocument6 pagesSpread footing design calculationFrancklinMeunierM'ondoNo ratings yet
- 2tak Vs 4takDocument3 pages2tak Vs 4takTaufiq AlhakimNo ratings yet
- AmikinDocument2 pagesAmikinLIEZEL GRACE VELAYONo ratings yet
- AIP Lab Manual - 012110050524 - 1Document11 pagesAIP Lab Manual - 012110050524 - 1Martin De Boras PragashNo ratings yet
- Project Management Remote ExamDocument4 pagesProject Management Remote ExamAnis MehrabNo ratings yet
- COPD medications and interventionsDocument34 pagesCOPD medications and interventionssaroberts2202100% (1)
- Ideas For Income Generating Projects PDFDocument29 pagesIdeas For Income Generating Projects PDFheart AquinoNo ratings yet
- Mic520 525 530 eDocument86 pagesMic520 525 530 eMaia Naiara BarrientosNo ratings yet
- Karla Maganda PDFDocument29 pagesKarla Maganda PDFKalay Tolentino CedoNo ratings yet
- CPO Science Foundations of Physics: Unit 7, Chapter 24Document47 pagesCPO Science Foundations of Physics: Unit 7, Chapter 24dheerajbhagwatNo ratings yet
- Dynamic Programming Algorithm Explained in ECE 551 LectureDocument11 pagesDynamic Programming Algorithm Explained in ECE 551 Lectureadambose1990No ratings yet
- THE END - MagDocument164 pagesTHE END - MagRozze AngelNo ratings yet
- Rousyan Faikar (21060111130111) LampiranDocument50 pagesRousyan Faikar (21060111130111) Lampiranrousyan faikarNo ratings yet
- Navier-Stokes Equations - Wikipedia, The Free EncyclopediaDocument13 pagesNavier-Stokes Equations - Wikipedia, The Free EncyclopediaAwadeshNo ratings yet
- ZEOLITEDocument13 pagesZEOLITEShubham Yele100% (1)