You might also like
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Using An OscilloscopeDocument12 pagesUsing An OscilloscopemuhibrazaNo ratings yet
- Engineering Document: 757-4002-097 CAD #D8478Document29 pagesEngineering Document: 757-4002-097 CAD #D8478Vasi ValiNo ratings yet
- 1079 3Document5 pages1079 3Marco OlivettoNo ratings yet
- Electronica ELPULS10 Operation & MaintenanceDocument56 pagesElectronica ELPULS10 Operation & MaintenanceMilko Migneco91% (11)
- Introduction to the simulation of power plants for EBSILON®Professional Version 15From EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15No ratings yet
- Aygo MMT OpsDocument13 pagesAygo MMT OpsNick NickartNo ratings yet
- 1078 3Document5 pages1078 3Marco OlivettoNo ratings yet
- LMI НС3926 PDFDocument45 pagesLMI НС3926 PDFГригорий Григорян100% (3)
- C6200 Gencontroller: Function DescriptionDocument17 pagesC6200 Gencontroller: Function DescriptionRajneesh PatelNo ratings yet
- Motor-Drive Mechanism, Type BUE 2: Technical GuideDocument16 pagesMotor-Drive Mechanism, Type BUE 2: Technical GuideBarry79xNo ratings yet
- Classification of CNC MachineDocument11 pagesClassification of CNC Machineaqtu12fuc81% (16)
- Aalborg OC Boiler - PART 2 PDFDocument328 pagesAalborg OC Boiler - PART 2 PDFPhạm Quốc ToànNo ratings yet
- CIM LAB ManualDocument58 pagesCIM LAB ManualBruce ColonNo ratings yet
- Manual de OperacionDocument121 pagesManual de OperacionNicolas Manrique CarreraNo ratings yet
- Mechatronics Systems PDFDocument23 pagesMechatronics Systems PDFRamanathan DuraiNo ratings yet
- Stair Climber TZ-2040B OkDocument13 pagesStair Climber TZ-2040B Okpaisley510No ratings yet
- Electrical Input ComponentsDocument13 pagesElectrical Input ComponentshassanNo ratings yet
- Kickert Bowed SpreaderDocument5 pagesKickert Bowed SpreaderOSAMANo ratings yet
- 8 Unit Movements: SUPERIX RL180N USER MANUAL - UM - 18005 - 0698 MECALL Sr. 1998 All Rights ReservedDocument15 pages8 Unit Movements: SUPERIX RL180N USER MANUAL - UM - 18005 - 0698 MECALL Sr. 1998 All Rights ReservedRaklo YukhninNo ratings yet
- Valve ActuatorDocument3 pagesValve ActuatorniakinezhadNo ratings yet
- Kohtect Avv-701 Laser Shaft Alignment System: Operating Instructions ManualDocument23 pagesKohtect Avv-701 Laser Shaft Alignment System: Operating Instructions Manualpardocarr4091No ratings yet
- Codigo 1079 - 3Document4 pagesCodigo 1079 - 3ericNo ratings yet
- $RJK9VX1Document10 pages$RJK9VX1Qaisar KhanNo ratings yet
- Lab9 Lcs 26052023 101701amDocument10 pagesLab9 Lcs 26052023 101701amMaryam anjumNo ratings yet
- En RS8REGHE 82556953 20230203Document19 pagesEn RS8REGHE 82556953 20230203AndriusBeNo ratings yet
- Using An OscilloscopeDocument25 pagesUsing An OscilloscopeFnd MuorNo ratings yet
- Instructionmanual Ofner PLC V1 EnglDocument14 pagesInstructionmanual Ofner PLC V1 EnglMarcelo Parada Valenzuela100% (1)
- Stogra Stepper Motor ControlsDocument24 pagesStogra Stepper Motor Controlscatalin_constantinescu100% (2)
- Documentation For The Bytronic Pendulum Control System: (Version 2.1)Document37 pagesDocumentation For The Bytronic Pendulum Control System: (Version 2.1)Mohamed Elsayed HasanNo ratings yet
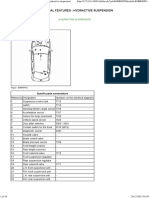
- HA2 Suspension UKDocument16 pagesHA2 Suspension UKpudaruth_amitNo ratings yet
- Arduino DC Motor Control TutorialDocument16 pagesArduino DC Motor Control TutorialNurye NigusNo ratings yet
- Maquina FanucDocument24 pagesMaquina FanucpatricioNo ratings yet
- Electric Actuators: Technical Manual FORDocument42 pagesElectric Actuators: Technical Manual FORSouvik DaluiNo ratings yet
- Tonkyo EdmDocument44 pagesTonkyo Edmstnalex1No ratings yet
- Stages in Designing Mechatronic SystemsDocument12 pagesStages in Designing Mechatronic SystemsVibin JacobNo ratings yet
- CUT E 350-600 Mark I X and Y Scales Disabling Enabling For DiagnosticDocument5 pagesCUT E 350-600 Mark I X and Y Scales Disabling Enabling For DiagnosticErico RodrguesNo ratings yet
- Q Series IomDocument15 pagesQ Series Iomahmsa.morsyNo ratings yet
- Multifunction Strobe Instruction Manual For Looms With NCP System Rapier and Air JetDocument23 pagesMultifunction Strobe Instruction Manual For Looms With NCP System Rapier and Air Jetpacheco bNo ratings yet
- SMTO502sseries ManualDocument19 pagesSMTO502sseries ManualSan BastianNo ratings yet
- Efs Brochure 11-2010Document36 pagesEfs Brochure 11-2010Anonymous Wu6FDjbNo ratings yet
- Kk2 ManualDocument6 pagesKk2 ManualNeshvar DmitriNo ratings yet
- 545 ct100 INDEXcE1Document26 pages545 ct100 INDEXcE1Roberto FalconeNo ratings yet
- Motor Bee ManualDocument21 pagesMotor Bee ManualGianniFisaNo ratings yet
- Hurco 5-Axis Post Notes - Cope 2013Document5 pagesHurco 5-Axis Post Notes - Cope 2013LaurențiuGabrielGăinăNo ratings yet
- Handbook M700V M70V Series - Ib1500928engd PDFDocument437 pagesHandbook M700V M70V Series - Ib1500928engd PDFpcabrerajrNo ratings yet
- EPM Sec II 143 MM ThrowDocument11 pagesEPM Sec II 143 MM ThrowDondapati SaipradeepchowdaryNo ratings yet
- Electronic CompensationDocument4 pagesElectronic CompensationSn ChauguleNo ratings yet
- Switches: Systems OperationDocument5 pagesSwitches: Systems OperationEshop ManualNo ratings yet
- Guidosimplex 912 Clutch ConversionDocument27 pagesGuidosimplex 912 Clutch ConversionEtienne50% (2)
- MIET/Department of Mechanical Engg: Case Studies of Mechatronics SystemsDocument9 pagesMIET/Department of Mechanical Engg: Case Studies of Mechatronics SystemsRaunak GuptaNo ratings yet
- MRDocument15 pagesMRSuresh UmadiNo ratings yet
- Eca Ii Lab 1Document14 pagesEca Ii Lab 1Tausif MinhasNo ratings yet
- Study of CRODocument7 pagesStudy of CROGarima Saraf100% (1)
- Bla Power Pvt. LTD: Woodward 505 Governor Valve / Actuator Calibration &testDocument23 pagesBla Power Pvt. LTD: Woodward 505 Governor Valve / Actuator Calibration &testWilliam Will Controle WoodwardNo ratings yet
- Heidenhain TNC 151 BQ Conversational ProgrammingDocument371 pagesHeidenhain TNC 151 BQ Conversational ProgrammingFranGiga100% (1)
- Delco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationFrom EverandDelco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationNo ratings yet
- SE-002 New PC & ResistorDocument2 pagesSE-002 New PC & ResistorErico RodrguesNo ratings yet
- Renishaw Analysis - EIXO X COMP 3 Fuso Antigo Final - RTLDocument1 pageRenishaw Analysis - EIXO X COMP 3 Fuso Antigo Final - RTLErico RodrguesNo ratings yet
- CUT E 350-600 Mark I Z Axis Anti-Collision Switch Replacement and CalibrationDocument3 pagesCUT E 350-600 Mark I Z Axis Anti-Collision Switch Replacement and CalibrationErico RodrguesNo ratings yet
- CUT E 350-600 Mark I Float - CheckingDocument1 pageCUT E 350-600 Mark I Float - CheckingErico RodrguesNo ratings yet
- CUT E 350-600 Mark I X and Y Scales Disabling Enabling For DiagnosticDocument5 pagesCUT E 350-600 Mark I X and Y Scales Disabling Enabling For DiagnosticErico RodrguesNo ratings yet
- CA-002 V1.61 Speed TechnologyDocument1 pageCA-002 V1.61 Speed TechnologyErico RodrguesNo ratings yet