Professional Documents
Culture Documents
Ansi Agma 2001 D04 (23 44)
Ansi Agma 2001 D04 (23 44)
Uploaded by
NBD BDOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Ansi Agma 2001 D04 (23 44)
Ansi Agma 2001 D04 (23 44)
Uploaded by
NBD BDCopyright:
Available Formats
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04
Av can be approximated using the pitch variation of · tion. Overload factors can only be established after
the pinion and gear with the following formulas, considerable field experience is gained in a
r,:, rounded to the next higher integer. Values of Av particular application.
l ¡ should be calculated for both gear and pinion, and
For an overload factor of unity, this rating . method
the higher value should be used for calculating the
includes the capacity to sustain a limited number of
dynamic factor, Kv-
up to 200% momentary overload cycles (typically
For 0.20 < dT ::;; .15.75 in less than four starts in 8 hours, with a peak not
exceeding one second duration). Higher or more
( 0.0254Vptl) ( 5.2)
In - In ;�: + 0.0762 dT + frequent momentary overfoads shall be considered
Av = 0.3466 +5 separately.
(25) In determining the overload factor, consideration
should be given to the fact that many prime movers
(rounded to the next highest integer)
and driven equipment, individually or in combiriation,
For 15.75 < dT ::;; 39.37 in develop momentary peak torques appreciably great-
( 4) er than those determined by the nominal ratínqs of
( 0.0254Vptl)- � + 0.6048
'4 +
5
In In either the prime mover or the driven equipment.
Av = . 0.3466 + S There are many possible sources of overload which
should be considered. Some.of these are: system
(26)
vibrations, acceleration torques, overspeeds, varia-
(rounded to the next highest integer) . tions in system operation, split path load sharing
where among multiple prime movers, and changes in
process load conditions.
In is natural log, log8;
/pt is single pitch deviation, microinch;
NOTE: 1 microinch = 10-6 inches. 1 o Service factor
Pnd is normal diametral pitch (in-1), where
0.5 ::;; Pnd ::;; 20; The service factor has been used in previous AGMA
dr is tolerance diarneter, in; standards to include the cómbined effects of over-
�=�-; nd
� load, reliability, life, and other application related
factors. This standard provides a means to account
for: variations in load (with overload factor),
de is outside diameter of pinion or gear, in.
statistical variations in S-N data (with reliability
8.4 Other values factor), and the number of design stress cycles (with
stress cycle factor).
With specific knowledge of the influencing factors
listed in 8.1 and 8.2, and by using a comprehensive The AGMA service factor as traditionally used in
dynamic analysis, other dynamic factors can be gear applications depends on experience acquired
used for specific applications. in each specific application. Product application
standards can be a good source for the appropriate
8.5 Unity dynamlc factor
valué of service factor (see annex C for a more
When the known dynamic loads (from analysis or detailed discussion of application analysis).
experience) are added to the nominal transmitted
Equations 28 and 29 are used to establish power
load, then the dynamic factor can be unity.
ratings for unity service factor to which established
service factors may be applied using equation 30.
When this is done, the stress cycle factor is
9 Overload factor, K0 calculated using the number of cycles equivalent to a
specific number of hours at a specific speed, to
The overload factor is intended to make allowance estabhsh power rating for unity service factor. Where
far all externally applied loads in excess of the specific experience and satisfactory performance
nominal tangential load, W1, for a particular applica- has been demonstrated by successful use of
© AGMA 2004 - - AH rights reserved 15
,pyright American Gear Manufacturers Assocranon
ovided by IHS under license with AGMA Scid !o:BARDEX, 0189779�
, rc,nrl"lrl11rlil"\n nr nat,unrl,i"" '"'''"'iHcrl ,.,;,i.,,..,,¡ ¡¡,..,.,.,,,.." f,..,,.... IWC
ANSI/AGMA 2001-004 AMERICAN NATIONJ:\L STANDARD
established service factors, values of ZN and YN of Design analysis
1.0 may be appropriate.
Material characteristics
From equation 5: Manufacturing tolerances
2
(d sac ZN CH) Safety factor also must consider human safety risk
Jt np F ¡
pacu = 396 000 Kv «; Km C1 � � and the economic consequences of failure. The
greater the uncertainties or consequences of these
(28)
considerations, the higher the safety factor should
and from equation 14: be. As the extent of these factors become known
with more certainty, the value ofthe safetyfactor can
d
Jt np F J Sat YN
(29) be more accurately determined. For example, a
patu = 396 000 Kv Pd K Km K8 �
5
product such asan automobile transmission which is
where subjected to full size; full load prototype testing and
Pacu is allowable transmitted power for pitting rigorous quality control of dimensions, materials and
resistance at unity service factor processes during manufacture, could have a less
(CsF = 1.0); conservative safety factor than a hoist made in small
quantities to normal commercial practices.
Patu is allowable transmitted power for bending
strength at unity service factor (KsF = 1.0); As design practicas become more comprehensive,
CAUTION: Both pinion and gear teeth must be sorne influence factors have been removed from the
checked to account for the differences in material prop unknown area of "safety factor" and introduced as
ernes, geometry factors, and the number ot cycles un predictable portions of the design method.
der load. Therefore, the power rating for unity service
factor should be based on the lowest values of the ex Safety factors must be established from a thorough
pressions for each of the mating gears. analysis of the service experience with a particular
sac ZN CH for pitting resistance application. A minimum safety factor is normally
established for the designer by specific agreement
8atYNJ
K for bending strength between manufacturer and purchaser. When specif .
B ic service experience is not available, a thorough
The allowable transmitted power for the gear set, Pa, analytical investigation should be made.
is determinad:
' p p
Pa = the lesser of · acu and · atu (30) 12 Elastic coefficient, Cp
CsF KsF
where The elastic coefficient, C p, is defined by the following
CsF is service factor for pitting resistance;
equation:
KsF is service factor for bending strength.
11 Safety factors; SH and SF
When K0 and KR are used for applying ratings an
additionál safety factor should be considerad to where
allow for safety and economic risk considerations is elastic coefficient, [lb/in2Jº·s;
Cp
along with other unquantifiable aspects of the
specific design and application (variations in µp and µG is Poisson's ratio for pinion and gear,
respectively; ·
manufácturing, analysis, etc.).
Ep and EG is modulus of elasticity for pin ion and
The term "factor of safety" has historically been used
gear, respectively, lb/in2.
in mechanical design to describe a general derating
factor to limit the design stress in proportion to the For example, Cp equals 2300 [lb/in2Jº·5, for a steel
material strength. A safety factor is intended to pinion and gear with µ=0.3 and E=3 x 107 lb/in2 for
account for uncertainties or statistical variations in: both members.
16 © AGMA 2004 AII rights reserved
lyright American Gear Manulacturers Association
,vided by IHS under license with AGMA Sold to,BARDEX, 01897791
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04
13 Surface condition factor, Ct 14.2 Suñace hardened/through hardened
values
The surface candition factor, Ct, used anly in the
When surface hardened pinions (48 HRC or harder)
pitting resistance formula, depends on: are run with through hardened gears (180 to 400
Surface finish as affected by, but not limited HB), a work hardening effect is achieved. The CH
to, cutting, shaving, lapping, grinding, shot peen factor varies with the surface finish of the pin ion, /p,
ing; and the mating gear hardhess.
Residual stress;
Plasticity effects (wark hardening). Typical values are shawn in figure 3, or can be
calculated as follows:
Standard surface conditian factars for gear teeth
have not yet been established for cases where there CH= 1.0 + B(450..,.. HsG) (34)
is a detrimerital surface finish effect. In such cases, where
sorne surface finish factor greater than unity should 0·º112VP)
be used. B = 0.000 75 (e) (35)
e is base of natural or Napierian logarithms =
The surface condition factor can be taken as i.mity 2.718 28
provided the appropriate surface condition is
achieved.
/p is surface finish of pinion, microinches, Ra.
15 Load distribution factor, Km
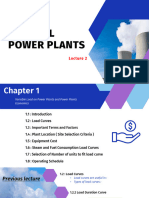
14 Hardness ratio factor, CH The load distribution factor madifies the rating
equations to reflect the nonuniform distribution of
The hardness ratio factor, CH, depends upon: the load along the lines of contact. The amount of
nonuniformity of the load distribution is caused by,
Gear ratio;
and is dependent upon, the following influences:
Surface finish of pinion;
Manufacturing variation af gears
Hardriess of pinion and gear. Lead, profile, spacing and runout af both the
The value of CH for the pinion is set at 1.0. The pinion and the gear.
value ot CH far the gear is either 1.0 oras outlined Tooth crowning and end relief.
in 14.1 or 14.2. Assembly variations of installed gears
14.1 Through hardened gears Alignment af the axes of rotation of the pitch
cylinders of the pinion and gear as influenced by
When the pinion is substantially harder than the housing accuracy and concentricity of the
gear, the wark hardening effect increases the gear bearings.
capacity. Typical values of CH are shown in figure 2. Deflections due to applied loads
The values from figure 2 can be calculated as Elastic deflections of the pinion and gear
follaws: teeth.
Elastic deflections of the pinion and gear
CH= 1.0 +A(mG -1.0) (32) bodies.
where Elastic deflections of shafts, bearings,
housings and foundations that support the gear
A = o.oos es[ Z:: ] - o.oos 29 (33)
elements.
Displacements of the pinion or gear due to
clearance in the bearings.
Hsp is pinion Brinell hardness number, HB;
Distortions due to thermal and centrifuga! effects
HsG is gear Brinell hardness number, HB. Thermal expansian and distortion of the
This equatian is valid far the range gears due to terilperature gradients.
Temperature gradients in the housing caus
1.2!5;.Hsp/HsG!E>.1.7 · ing nonparallel shafts.
For Hsp / HsG < 1 .2, A = o.o Centrifuga! distortion of the gears dueto high
Hsp / HsG > 1.7, A = 0.006 98 speeds.
© AGMA 2004 -- AII rights reserved 17
:opyrighl American Gear Manufacturers Association
1
rovided by IHS under license with AGMA Sold lo:BAROEX, 01897791
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
1.14
1.7
1.6.
0.1
ce ce
0
1.5 ::X: ::X:
I
c5
u �
,_
1.4 en
en
Q)
e
,_
"'C
ro
1.3 .e
"'C
Q)
ctÍ
:i
1.2 (.)
¡¡;
{.)
Hsp
-¡¡- < 1.2,
BG
Use CH= 1
16 18 20
Single reduction gear ratio
Figure 2 - Hardness ratio factor, CH (through hardened)
1.16
�
,., 1 h
I . h of pirnon,
S u ace fmis I . .
microinches, Ra
1
p,
_,t;
1.14
1.12
'
' ,'"
�
....
�
/p = ¿6
,
I
u ·�
51.10
.... """'"k=¿2 ,., ,.
'"'- "" ...... 1,,.,
t5
'"'"'", .
�
o
�
,_
1.08
en
en /p = 64_ �
" ' ',,
Q)
.§
,_
1.06 ........ .........
�,.
ro ........
:::r: ........
1.04 ......
..........
... .................
When/p > 64
1.02 use CH= 1.0
....
1 ·1 1
1.00
180 200 250 300 350 400
Brinell hardness of the gear, HsG, HB
Figure 3 - Hardness ratio factor, CH (surface hardened pinions)
18 © AGMA 2004 -- AII rights reserved
1pyright American Gear Manufacturers Association
:ivided bv IHS undar lic:An.c:P with A(:MA
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04
15.1 Values for load distribution factor, Km dom irregularities in lead, are examples ofcauses of
nonuniform load sharing among the contact sur
The load distribution factor is defined as: the peak
faces of mating teeth across the face width (see
load intensity divided by the average, or uniformly
figure 4(A)).
distributed, load intensity; i.e., the ratio of peak to
mean loading. lts magnitude is affected by two Far spur gears, where instantaneous contact lines
componente: are parallel to the axes, Cmt is affected primarily by
Cmt. • is face load distribution ,tactor; lead and parallelism (see figure 4(B)). In this case,
Cmt is transverse load distribution factor. Cmt is affected by the transverse contactratio.
Cmt and Cmt can be interrelated depending on the
Far helical gears having two or less axial overlaps,
form of the instantaneous contactline in the plan e of
the interaction of lead and profile effects are so
action as shown by figure 4. In functional equation
difficult to separata that, for practica! purposes, the
form,
load distribution subfactors, Cmt and Cmt, can be
(36) considered as one factor that reflects the ratio ot the
peak to mean load intensity along the total length of
Far helical gears, having three or more axial
the instantaneous contact lines (see figure 4(C)).
overlaps, the face load distribution factor, Cmt,
accounts far the nonuniformity of load sharing 15.2 Tránsverse load distribution factor, Cmt
between instantaneous contact lines across the
entire face width encompassing ali teeth in contact. The transversa load dlstrlbution factor accounts for
lt is affected primarily by the corréctness of pinion the nonuniform distribution of load among the gear
and gear leads. Gradual lead deviation (such as teeth which share the load. lt is affected primarily by
results from helix error, misalignment, or pinion the correctness ot the profiles of mating teeth: i.e.,
deflection), regular patterns of undulation, or ran profile modlñcatlon ar proñle error or both.
z
1�_ ...
__,..____-----i,c;,,__-----i,c;,,_�
, ...pl�
(A) Helical gear with three or more axial overlaps
,,..
Tz 1
' ' ' ' ' '
\ F = Net tace width
z = Length of action,
1t-
transverse plane
·
1 1 1----- p-------�1
(B) Spur gear
Tz
1�--�-----'
---e-----------1►�1
i..11111�------
1 F
(C) Helical gear with two or less axial overlaps
Figure 4 - lnstantaneous contact lines in the plane of action
© AGMA 2004 Ali rights reserved 19
opynghl Americari Gear Manufacturers Association
rovided by IHS under license with AGMA Sold to:BAADEX, 01897791
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
Standard procedures to evaluate the influence of Cmt tions do not adversely affect the gear contact.
have not been established. Therefore, evaluation of Bearing clearances affect the gear contact in the
the numeric value of the transverse load distrlbunon same way as offset straddle mounted pinions.
factor is beyond the scope of this standard and it can However, gear elements with their overhang to the
be assumed to be unity. Equation 36 therefore, can same support side can compound the effect. This
be rnodlñed to: effect is addressed by the pinion proportion modify
ing factor, Cpm· When deflections or bearing
(37)
clearances exceed reasonable lirnits, as determined
by test or experience, an analytical method must be
15.3 Face load distribution factor, Cmt
used to establish the face load distribution factor.
The tace load distribution factor accounts far the When the gap in a double helical gear set is other
nonuniform distribution of load across the gearing than the gap required for tooth manufacture, far
face wídíh. Thé magnitude ot the face · load example in a nested design, each helix should be
distribution factor is defined as the peak load treated as a single helical set.
intensity divided by the average load intensity across
Designs which have high crowns to centralize tooth
the face width. ·
contact under deflected conditions may not use this
This factor can be determined empirically or analyti ·method.
cally. Thi·s standard provides an empirical rnethod This method will give results similar to those
only, but includes a theoretical discussion for analyti obtained in previous AGMA standards. Designs
cal analysis in annex D. Either method can be used, falling outside the above F/d ranges require special
but when using the analytical approach, the calcu consideration.
lated load capacity of the gears should be comparad
For relatively stiff gear designs having gears
with past experience since it may be necessary to
reevalúate other rating factors to arrive at a ratinq mounted between bearings (not overhung) and
consistent with past experience, Also see AGMA relatively free from externally caused deflections,
927-A01. the following approximate method may be used:
Cmc( Ce)
The empirical method requires a mínimum amount Cmf = 1.0 + Cpf Cpm + Cma (38)
of information. This method is recommended for where
relatively stiff gear designs which meet the following
· Cmc is lead correction factor;
requirements:
Cpf is pinion proportion factor;
Net tace width to pinion pitch diameter ratio,
F/d, s 2.0. (For double helical gears the gap is not Cpm is pinion proportion modifier;
included in the face width). Cma is mesh alignment factor;
The gear elements are mounted between Ce is mesh alignment correction factor.
bearings (see following paragraph for overhung
The lead correction factor, Cmc, modifies peak load
gears).
intensity when crowning or lead modification is
Face width up to 40 inches.
applied.
Contact across tull face width of narrowest
Cmc is 1 .O for gear with unmodified leads;
· member when loaded.
Cmc is 0.8 for gear with leads properly moditied
CAUTION: lf Fid > 2.4 0.002Kwhere K = the contact
load factor (see equation 6), the value of Km determined
by crowriing or lead correction.
by the empirical method may not be sufficiently conser NOTE: For wide face gears, when methods for careful
vativa. In this case, it may be necessary to modify the lead matching or lead corrections to compensate for
lead or proñle of the gears to arrive at a satisfactory re deflection are employed, it may be desirable to use an
sult. The empirical method shall not be used when ana analytical approach to determine the load distribution
lyzing the effect of a momentary overload. See 16.3. factor.
When gear elements are overhung, consideration The pinion proportion factor, Cpt, accounts for
must be given to shaft detlections and bearing deflections due to load. These deflections are
clearances. Shafts and bearings must be stiff normally higher for wide face widths or higher F/d
enough to support the bending moments caused by ratios. The pinion proportion factor can be obtained
the gear forces to the extent that resultant deflec from figure 5.
20 © AGMA 2004 AII rights reserved
Jyright American Gear Manufaciurers Asscctatlon
wlded by IHS under license wilh AGMA .C::nlrl ''"' �AAnr-v n, A077a,
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04 ·
F/d
ratio
r�. 0.60
-- --
:; y 2.00
\
0.50 1.50
-- 1.00
�
l.- i.,..,
,,.. ..., .-
--
0.40 0.50
i.,.., i
� .......
.... ,,..
a.
i..-
......
u
�
,,.. ... ...... ,,.. � i
i.,..,
1 ...... For F/d < 0.5 use curve for
·
..: 0.30 ...... � i.,.., F/d "'· 0.5
.9
(J ,,,,,,. ..,,. ,,,,. """"
�¡.,.., ..,,. ¡...., -
� 0.20 L.-
,,,,. ,,,_
e:
o ..,,. ,, ....
i.,..,
-
:eo O.ID ......
,,,_ ...... ,,,_
e
·O.
,,,,,,.
o. �
e: o For deterrnlnínq Cpt
o
.·e: See equations 39, 40 and 41
a:
o 5 10 15 2.0 25 30 35 40
Face width, F, inches
Figure 5 - Pinion proportion factor, Cpt
..,.
For double helical gearing, the pinion proportion Cpm is 1 .O for straddle mounted pinions with
factor shóuld be evaluated by considering Fto be the (S1/S) < 0.175;
net face width.
Cpm is 1 .1 for straddle mounted pinions with
(S1/S) > 0.175.
The values for Cpt as shown in figure 5 can be
. determinad by the following equatlons: where
S1 is the offset of the pinion; i.e., the distance
whenF< 1.0 from the bearing span centerline to the
pinion midface, in (see figure 6);
. F
Cpf = 10 d - 0.025
(39) s is the · bearing span: i.e., the distance
between the bearing center lines, in (see
when 1.0 < F < 17 figure 6).
. F
Cpf = 1Od - 0.0375 + 0.0125F (40)
Centerline of
gear face
when 17 < F < 40
Centerline of Centerline of
Cpf = 1
t d - 0.1109 + 0.0207F - 0.000 228 F2
(41)
b ring be ring
id 1 1 !
I ., .�.l .
NOTE: For values of less than 0.05, use 0.05 for 4��
1
this value in equations 39, 40 or 41.
The pinion proportion modifier, Cpm, alters Cpf,
based on the location of the pinion relative to its
�
---s--J
bearing centerline. Figure 6 - Evaluation of S and s1
© AGMA 2004 AII rights reserved 21
:apyright American Gear Manufaclurers Assoctauon
·rovided by IHS under license with AGMA Sold 10:BARDEX, 01897791
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
The mesh alignrnent factor,, Cma, accounts for the See Table 2 far values ot A, B and c.
misalignment of the axes of rotation of the pitch
cylinders of the mating gear elernehts frorn all The mesh alignment correction factor is used to
causes other than elastic deforrnations. The value modify the mesh alignment factor when the
far the mesh alignment factor can be obtained from manufacturing or assembly techniques improve the
figure 7. The four curves of figure 7 provide effective mesh alignment. The following values are
representative values far Cma based on the accuracy suggested far the mesh alignrnent correction factor:
of gearing and misalignment effects which can be·
expected far the tour classes of geáring shown. Ce is 0.80 when the gearing is adjusted at
assernbly;
For double helícal gearing, the mesh alignment
factor should be evaluated by considering F to be is 0.80 when the compatibility of the gearing
one half of the het face width. is irnproved by tapplnq:
The val u es far the tour curves of figure 7 are defined is 1.0 far all other conditions.
as follows:
· When gears are lapped and rnountings are adjusted
C(F)2
Cma = A + B(F) + (42) at assembly, the suggested value of Ce is 0.80.
0.90
- - -
Open earí�L.
0.80
0.70
- i-
al
E
u
0.60 Co�m�reí�I �ne os�d pear unit�
--
..: Curve
j
--
T
�
l
....
�-------- -- -
1
¿�
0.50
. ICI 1 · 1 l .1 1 1 1 1 1 .1
·
urve Preclsion ene osed gear units_:
e
1 1 1
0.40
Q,)
E � �
e Curve 3
C> 0.30 1
� 1
--
.e 0.20 xtra preeísi�n ene osed gear units
C/)
Q,)
� c'urvei ,J 1 1 1 1 1 1 1 f 1 1 1
� 0.10
11111' 1 1 1 1
T T T T 1
For determination of c a, see Eq 42 _
o.o
11""'- 1 1 , , , 1 1 1 1 1 , 1 r ,
o 5 10 15 20 25 30 35 inches
Face width, F, inches
Figure 7 - Mesh alignment factor, Cma
Table 2 - Empirical constants; A, B, and e
Curve A B e
Curve 1 Open gearing 2.47 X 10-1 0.167x101 0. 765 X 1 o-4
Curve 2 Cornmercial enclosed gear units 1.27 X 10-1 0.158 X 10-1 -1.093 X 10-4
Curve 3 Precision enclosed gear units 0.675 X 10-1 0.128 X 10-1 0.926 X 1 o-4
Curve 4 Extra precision enclosed gear units 0.380 X 10-1 0.102 X 10-1 0.822 X 1 o-4
22 © AGMA 2004 Ali rights reserved
pyrighl American Gear Manufac!urers Associalion
,vided by IHS under license with AGMA Sold to:BARDEX, 01897791
renroductton nr m:1twnrkinn nArminFu1 withnut lirP.n<:P. frnm 11IS ?.01?./?./13 rn:45:3? (';MT
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04
16 Allowable stress numbers, sac and s81 each material type and grade. AII requirements far
the quality grade must be met in arder to use the
['- stress values far that grade. This can be accorn
�- } The allowable stress numbers far gear materials plished by specifically certifying each reiquirement
vary with items such as material cornposítlon, where necessary, or by establishing practices and
cleanliness, residual stress, microstructure, quality, procedures to obtain the requirements on a produc
heat treatment, and processing practices. Far tion basis. lt is not the intent of this standard that all
materials other than steel, a range is shown, and the . requirements far quality grades be certified, but that
lower values should be used tor general desíqn practices and procedures be established far theír
purposes. compliance on a production basis. lntermediate
values are not classified since the effect of
Allowable stress numbers in this standard (tables 3
deviations from thé quality standards cannot be
through 6) are determined or esfmated from labora
evaluated easily. When justified by testing or
tory tests and accurnulated field experíences. Jhey
experience, higher stress levels for any given grade
are based on unity overload factor, 1 o million stress
may be used. The allowable stress numbers are
cycles, unidirectional loading and 99 percent
shown in tables 3 through 6, and figures 8 through
reliability. The allowable stress numbers are desig
11.
nated as sac and Sat, for pitting resistance and
bending strength. For service life other than · 1 O
million cycles, the allowable stress numbers are The grade cleanliness requirements apply only to
adíusted by the use of stress cycle factors (see those portions of the gear material where the teeth
clause 17). will be located, to a distance below the finished tip
diameter of at least two times the tooth depth. On
Allowable stress numbers far steel gears are estab externa! gears this portian ofthe gear blank normally
lished by specific quallty control requirements for will be less than 25 percent of the radius.
Table 3 - Allowable contact stress number, sac, for steel gears
Allowable contact stress number2>, sac
Minimum . lb/in2
Material Heat surface
designation treatment hardness1> Grade 1 Grade 2 Grade3
Steel3l Through hardened4l see figure 8 see figure 8 see figure 8 --
Flame5l or induction 50HRC 170 000 190 000
hardened5)
54HRC 175 000 195 000 --
Carburized and see table 9 180 000 225 000 275 000
hardened5l
Nitrided5l (through 83.5 HR15N 150 000 163 000 175 000
hardened steels)
84.5 HR15N 155 000 168 000 180 000
2.5% Chrome (no Nitrided5l 87.5 HR15N 155 000 172 000 189 000
aluminum)
Nitralloy 135M Nitrided5l 90.0 HR15N 170 000 183 000 195 000
Nitralloy N Nitrided5l 90.0 HR15N 172 000 188 000 205 000
2.5% Chrome Nitrided5) 90.0 HR15N 176 000 196 000 216 000
(no aluminum)
NOTES
1) Hardness to be equivalent to that at the start of active profile in the center of the face width.
2) See tables 7 through 1 O for major metallurgical factors for each stress grade of steel gears.
3) The steel selected must be compatible with the heat treatment process selected and hardness required.
4l These materials must be annealed or normalizad as a minimum.
5l The allowable stress numbers indicated may be used with the case depths prescribed in 16.1.
© AGMA 2004 AII rights reserved 23
'.:opyright American Gear Manufacturers Association
vrovlded bv IHS under license with AGMA Sold lo:BAADEX, 01897791
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
Ne----. . . -----,-----. . .--------------�
'.§
o
Metallurgical and quality control procedures required
o
o
,....
� 175 1-------+------+---G-a_d_er +2-----+----�------1
...: sac = 349 Hs + 34 300
Q)
.o
E
� 150 1------+-----+----'----+-----,,,,""'---+---:::.,,,,"'----+-------1
(/)
�
1ñ
¡e:
125
o
u
í
Q)
<(
75150 200 250 300 350 450
·400
Brinell hardness, H8
Figure 8 - Allowable contact stress number for through hardened steel gears, sac
Table 4 - Allowable bending stress number, sat, for steel gears
Allowable bending stress number2>, sat
Minimum lb/in2
Material Heat suñace
designation treatment hardness1> Grade 1 Grade 2 Grade 3
Steel3> Through hardened see figure 9 see figure 9 see figure 9 --
Flarne'" or induction
hardenedf with type see table 8 45 000 55 000 --
A pattern5)
Flame4) or induction
hardenecr" with type see table 8 22 000 22 000 --
B pattern5)
Carburized and 65 000 or
see table 9 55 000 70 0006) 75 000
hardenecr"
Nitrided4) 7) (through
hardened steels)
83.5 HR15N see figure 1 O see figure 1 O --
Nitralloy 135M,
Nitralloy N, and Nitrided4) 7) 87.5 HR15N see figure 11 see figure 11 see figure 11
2.5% Chrome (no
aluminum)
NOTES
1> Hardness to be equivalent to that at the root diameter in the center of the tooth space and tace width.
2> See tables 7 through 1 O for majar metallurgical factors for each stress grade of steel gears.
3) The steel selected must be compatible with the heat treatment process selected and hardness required.
4> The allowable stress numbers indicated may be used with the case depths prescribed in 16.1.
5) See figure 12 for type A and type B hardness patterns. .
6> lf bainite and microcracks are limited to grade 3 levels, 70,000 psi may be used.
7> The overload capacity of nitrided gears is low. Since the shape of the effective SN curve is flat, the sensitivity to shock
should be investigated befare proceeding with the design. [7]
24 © AGMA 2004 AII rights reserved
¡pyright American Gear Manufacturers Asscclatron
ovided bv IHS under license with AGMA Sold lo:BAADEX. 01897791
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-004
C\I
e
'.a-
0 Metallurgica and quality
o control procedures required
o
T"""
Grade 2
� 50 sat = 102 Hs + 16 400
,..;-
Q)
.o
E
::,
e:
(/) 40
..t5..
(/)
Q)
O)
e:
'5
55 30 Grade 1
.o
Q) sat=77.3Hs+ 12800
:o
. Clj
s:
º
<(
20
10
150 · · 200 250 300 350 .400 450
Brinell hardness, HB
Figure 9 Allowable bending stress number for through hardened steel gears, s81
/ C\I
e:
<::::.
,Q
o Jetallurgical requirL
o
o
,- and quality clntrol procedures
70
1ii
"'
,_
Q)
.o
E
::, 60
e
(/) Grade 2
-
en
,_.
Q) Sat 108.6Hs + 15 890
�
en
O)
50 .
e:
'5
e:
-
Q)
..Q
Q) 40
:eClj
s:
º
<( Grade 1
30 sat =82.3Hs+12150
20
250 275 300 325 350
Core hardness, Hs
Figure 10 - Allowable bending stress numbers for nitrided through hardened steel gears
(i.e., AISI 4140, AISI 4340), Sat
' © AGMA 2004 AII rights reserved 25
:opyrighl American Ge,lt< Manufacturers Associalion
'rovlded by IHS under lícense wilh AGMA Sold to:SARDEX, 01897791
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
70 Metallurgical and quality control procedures required .
C\J
e:
:.::::.. 1
=º
o
Grade 3 - 2.5% Chrome
o sat = 105.2 Hs + 29 280
o
..-
ca
"' 60
.: Grade 2 -
Q)
.o Sat=105.
E
:::1
e:
en rade 2 - Nitralloy
en sat = 113.8 Hs + 16 650
....
Q)
t5 50
C)
e:
'o Grade 1 "". 2.5% Chrome
e:
Sat = 105.2 Hs + 9280
Q)
.o
Q)
:ero
�
40
.Q
<(
Grade 1 - Nitralloy
sat= 86.2Hs + 12 730
30
250 275 300 325 350
Core hardness, Hs
Figure 11 - Allowable bending stress numbers for nitriding steel gears, sat
Table 5 - Allowable contact stress number, sac, for iron and bronze gears
Allowable contact
Material Heat Typical minimum stress number3>
Material designation 1> treatment surface hardness2> sac, lb/in2
ASTM A48 Gray Class 20 As cast -- 50 000 60 000
Cast lron Class 30 As cast 174 HB 65 000 75 000
Class 40 As cast 201 HB 75 000 85 000
ASTM A536 Grade 604018 Annealed 140 HB 77 000 92 000
Ductile (Nodular) Grade 805506 Quenched & 179 HB 77 000 92 000
lron tempered
Grade 100 7003 Quenched & 229 HB 92 000 112 000
tempered
Grade 1209002 Quenched & 269 HB 103 000 126 000
tempered
Bronze -- Sand cast Minimum tensile 30000
strength 40 000 lb/in2
ASTM Be148 Heat treated Minimum tensile 65 000
Alloy954 strength 90 000 lb/in2
NOTES
1) See ANSI/AGMA 2004889, Geer Materials and Heat Treatment Manual.
2) Hardness to be equivalent to that at the start of active profile in the center of the face width.
3> The lower values should be used for general design purposes. The upper values may be used when:
- High quality material is used.
- Section size and design allow maximum response to heat treatment.
- Proper quality control is effected by adequate inspection.
Operating experience justifies their use.
26 © AGMA 2004 AII rights reserved
1pyright American Gear Manufacturers Association
ovlded by IHS under iicense with AGMA Sold to:BARDEX, 01897791
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001004
Table 6 Allowable bending stress number, sat, for iron and bronze gears
Allowable bending
Materia.! Heat Typical minimum stress number3),
Material designation1) treatment surface hardness2) Sat lb/in2
ASTM . A48 Gray Classzü As cast -- 5000
Cast lron Class 30 As cast 174 HB 8500
Class 40 As cast 201 HB . 13 000
ASTM A536 Ductile Grade 604018 Annealed 140 HB 22 000 33 000
(Nodular) lron Grade 8055:06 Quenched & 179 HB 22 000 33 000
tempered
Grade 100 70,03 Quenched & 229HB 27 000 40 000
tempered
Grade 1209002 Quenched & 269 HB 31 000 44 000
tempered
Bronze Sand cast · Mínimum tensile strength 5700
40 000 lb/in2 ·
ASTM B148 Heat treated Mínimum tensile strenqth 23 600
Alloy954 90 000 lb/iri2 .
NOTES
·1> SeeANSI/AGMA 2004889, Gear Materials and Heat Treatment Manual.
2) Measúred hardness to be equivalent to that which would be measured at the root diameter in the center of the tooth
space and face width. · · · ·
3) The lower values should be used for general design purposes. The upper values may be used when:
- High quality material is used.
- Sectiori size and design allow maximum response to heat treatment.
- Proper quality control is effected by adequáte inspection.
- Operating experience justifies their use.
1 Table 7 - Major metallurgical factors affecting the allowable contáct stress number, sac, and
allowable bending stress number, sat, of through hardened steel gears1> 2> 3>
Metallurgical factor Grade 1 Grade 2
ASTM E112 grain size Predominantly 5 or finer Predominantly 5 or finer
Upper transformation products which Not specified Max controlling Max upper
primarily include bainite and fine section, inches transformation
pearlite.4> {see annex E) products at 400X
to 1 O.O incl 10%
Over 1 O.O · 20%
No blocky ferrite (dueto improper austenization)
Decarburization and stock removal Not specified None apparent at 400X, stock removal sufficient to
remove any decarburization.
Specified hardness at surface, sac only See figure 8 See figure 8
Specified hardness at root, s81 only Seefigure 9 See figure 9
Cleanliness5l Not specified AMS 2301 or ASTM A866 for wrought steel
(certification not required). Castings are permissible
with primarily round (Type 1) sulfide inclusions
Sulfur Not specified. 0.025% maximum for wrought
0.040% maximum tor castings
NOTES
1>See table 3 for values of sac and table 4 for values of s81. Criteria for grades 1 & 2 apply to both stress nurnoers unless
otherwise specified in the metallurgical factor column. ·
2lAII criteria in any given grade must be met to qualify for the stress number in that grade.
3lUnless otherwise specified, proper process control with periodic verification is an acceptable method to meet these
requirements (see clause 16).
4>The microstructure requirements apply only to those portions of the gear material wherethe teeth will.be located to a depth
equal to that of 1.2 times the tooth depth. · ·
5lThe grade cleanliness requirements apply only to those portions of the gear material where the teeth will be located to a
distance below the finished tip diameter otat least two times the tooth depth. On externa! gears, this portien of the gear blank
normally will be less than 25 percent of the radius.
CAUTION: For cold service, below 32º F, see 3.6.1.
© AGMA 2004 AII rights reserved 27
>pyright American Gear Manufacturers Association
ovided by IHS under license with AGMA Sold to:BARDEX, 01897791
, reproduction or networklng perrrutted without license from IHS 2012/2/1319:45:32 GMT
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
Table 8 - Major metallurgical factors affecting the allowable contact stress number, sac, and
allowable bending stress number, sat, of flame or induction hardened steel gears 1> 2) 3)
Metallurgical factor Grade 1 Grade2
ASTM E112 grain size Predominantly 5 or finer Predominantly 5 or finer
Material composition Not specified Mediuri, carbon alloy steel
Prior structure Not specified Quenched and tempered
Material form Not specified Forgings and wrought steel; castings
with magnetic particle inspection of
gear tooth area
Cleanliness4> Not specified AMS 2301 or ASTM A866 for wrought
steel (certification not required): cast
ings are permissible with prirriarily
round (Type 1) st.ilfide inclusions.
Sulfur content Not specified 0.025% maximum for wrought
0.040% maximum for castings
Core hardness, center of tooth at root Not specified 28 HRC minimum
diameter, sac only
Core hardness, center of tooth at root Not specified Type A 28 HRC mínimum
diameter, sat only Type B not specíñed
Nonmartensitic transformation Limited by effect on spe 10% maximum, no free ferrite
products in hardened zone cified hardness
Surface hardness, sac only See table 3 See table 3
Surface hardness at root, sat only Type A 50 HRC min Type A 54 HRC min
Type B not specified Type B not specified
Hardness pattern (see figure 12), sat As required per table 4 Type A Contour pattern with a ductile
only core
' Type B not specified
' Magnetic particle (method per ASTM Not specified Pitch Maximum
, E709 on teeth)5) Pnd indication, inch
'
s3 1/8
'
>3 to <10 3/32
�10 1/16
NOTES
1) See table 3 for values of sac and table 4 for values of sat· Criteria for grades 1 & 2 apply to both stress numbers
unless otherwise specified in the metallurgical factor column.
2) AII crtteria in any given grade must be met to qualify for the stress number in that grade.
3) Unless otherwise speclfied, proper process control with periodic verification is an acceptable method to meet these
requirements (see clause 16).
4) The grade cleanliness requirements apply only to those portions of the gear material where the teeth will be lo
cated to a distance below the finished tip diameter of at least two times the tooth depth. On externa! gears, this por
tion of the gear blank normally will be less than 25 percent of the radius.
5) Nci cracks, bursts, seams or laps are permitted iri the tooth area of ñnished gears, regardless of grade. Limits:
maximum of one indication per inch of tace width and maximum of five in one tooth flank. No indications allowed
below 1/2 working depth of tooth. lndications smaller than 1/64 inch are not considered. Removal of defects which
exceed the stated limits is acceptable provided the integrity of the gear is not compromlsed,
28 © AGMA 2004 AII rights reserved
Jpyright American Gear Manufacturers Association
·ovided by IHS under license with AGMA Sold to:BARDEX, 01897791
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001D04
Table 9 - Major metallurgical factors affecting the allowable contact stress number, sac, and
allowable bendilig stress nurilber, sat, of carburized and hardened steel gears1> 2> 3>
Metallurgical factor4> 5) Grade 1 Grade2 Grade3
Surface hardness (HRC or equiva 5564 HRC 5864 HRC 5864 HRC
lent on representativa surface)
Case hardness 5564 HRC or 5864 HRC or equivalent 5864 HRC or equivalent
equivalent
Limit of carbides in case Semicontinuous Acceptable per AGMA 246.02A Acceptable per light discontinu
or ANSI/AGMA 6033 ous micro per AGMA 246.02A or
ANSI/AGMA6033A88
Tempering Recommended Required Required
Surface temper (per ANSI/AGMA Not specified Class FB3 Class FB2
2007-892 with swab · technique
permitted), sac only
Cleanliness6! Not specified AMS 2301 or ASTM A534 for AMS 2300 or ASTM A535 (certifi
wrought steel (certification not cation required)
required); castings are permissi
ble which have primarily round
(type 1) sulphide inclusions.
Magnetic particle in the final
product to grade 3 levels may be
substituta in lieu of AMS 2301
Ultrasonic inspection (UT) Not specified Specified for wrought per ASTM Specified for wrought per ASTM
A388 and castings per ASTM A388. Castings not applicable7>
A6097J recommended but not
required. Suggested for large
diameter parts to detect flaws
befare the expense of machining
Magnetic particle (method per ASTM Not specified Maximum Maximum
E709 on teeth)8) Pitch indication, Pitch indication,
Pnd inch Pnd inoh
1 s3 1/8 s3 3/32
) >3 to <10 3/32 >3 to <10 1/16
2:10 1/16 2:10 1/32
Decarburization in case (to 0.005 Not specified No partial decarb. apparent at No partial decarb. apparent at
inch depth), sac only (hardness must 400X, except in unground roots 400X, except in unground roots
be met)
Decarburization in case (to 0.005 Not specified
inch depth), sat only ·
Surface carbon in case 0.60 1.10% 0.60 1.10% 0.60 1.00%
Minimum effective case depth at root Not specified 50% of minimum specified case 66% of minimum specified case
radius, or on representativa coupon, at 1/2 tooth height recommended at 1 /2 tooth height recommended
sat only
Microcracks in case (cracks across Not specified Not specified 1 O maximum per 0.0001 in2 field
more than one platelet)9) at400X
Secondary transformation products, Not specified 5% maximum at 400X Trace at 400X
(upper bainite) in case along flank
above root, or on representativa
coupon, to 0.01 O inch deep, sac only
Secondary transformation products, Not specified 10% maximum at 400X · 5% maximum at 400X
(upper bainite) in case along flank
above root, or on representativa
coupon, to 0.01 O inch deep, sat only
lntergranular oxidation (IGO) appli Not specified Case de¡:2th, in IGO.in Case de¡:2th. in IGO, in
cable to unground surface. Deter <0.030 0.0007 <0.030 0.0005
mlned by metallographic inspection 0.030she<0.059 0.0010 0.030she<0.059 0.0008
of unetched coupon, if used. Limits 0.059she<0.089 0.0015 0.059she<0.089 0.0008
in inchesto be based on case depth 0.089she<0.118 0.0020 0.089she<0.118 0.0010
as follows: 2:0.118 0.0024 2:0.118 0.0012
lf excessive, salvage is allowed by controlled shotpeening, with the
aqreernent of the customer.
(continued)
© AGMA 2004 AII rights reserved 29
:opyrighl American Gear Manufacturers Association
, ..., -··-- ----•···--•·--...
'rovided by IHS under license with AGMA
_ _.........
,. ,_ __ .,,,.. Sold to:BARDEX, 01897791
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
Table 9 (concluded)
Metallurgical factor4> 5> Grade 1 Grade 2 Grade 3 1
1
Maximum retained austenite in case Not specified 30% maximum 30% maximum
(determined metallographically) 10>
Hardenability band Not speciñed According to llBand require According to upper half of H
ments. Recommended but not Band requirements
requíred
Core hardness (at center of tooth at Not specified 21 HRC mínimum 21 HRC mínimum
root diameter or on representative
coupon), sac only11)
Core hardness (at center of tooth at 21 HRC mínimum 25 HRC mínimum 30 HRC minimum12J
root diameter or on representatlve
coupon), s81 only11> ·
ASTM E112 grain size Predominantly 5 Predominantly 5 or finer Predominantly 5 or finer
or finer
Sulfur content Not specified 0.040% rilaximum 0.015% rnaxímurn
Material form Not specified Not specified Steel forgings and bar stock1ªl
Shot peening, s81 only Not specified Recommended if the root is Required in tooth root area
ground
NOTES
1> See table 3 for values of sac, and table 4 for values of s . Gritería for grades 1, 2, and 3 apply to both stress numbers unless
81
otherwise specified in the metallurgical factor column.
2> AII criteria in any given grade must be met to qualify for the stress number in that grade.
3> Unless otherwise specified, proper process control with periodic verification is an acceptable method to meet these
requirements (see clause 16). .
4> Microstructure, microhardness and core hardness considerations may be determined from test coupons. Test. coupons shall
be from the same alloy steel (not necessarily same heat) as the production parts. Coupon should be sized to produce a similar i
cooling rate to that obtained in the gear teeth of the actual qear, Coupon proportions of minimum diarneter 6/Pnd and minimum
length 12/Pnd are used in ISO 63365. Microhardness is to be measured on the test coupon ata depth not more than 0.003 inch
below the depth corresponding to the finished tooth surface.
5> For low temperature service, 32ºF, consider low temperatura Charpy Vnotch impact strength, fracture appearance transition
temperatura (FATT) requirements and use of nickel alloy steel. Consideration must be given to the loss of hardness and strength
of sorne materials due to the tempering effect of temperaturas over 350ºF.
6> The grade cleanliness requirements apply only to those portions of the gear material where the teeth will be located to a
distance below the finished tip diameter of at least two times the tooth depth. On externa! gears, this portien of the gear blank
normally will be less than 25 percent of the radius.
7) Specified far wrought gearing per ASTM A388, using either the back reflection or reference block technique. Use a 8/64 inch
FBH (80400) per ASTM E428 (also described in ANSI/AGMA 6033A88). A distance amplitude correction curve is not intended.
lnspection is from the O.O. to midradius and a 360 degree sean is required. Other UT specifications which ensure the same
quality leve! are perrnltted. Specified for cast gears (Grade 2 only) per ASTM A609 Leve! 1 in Zone 1 (0D to 1.0 inch below roots)
and Leve! 2 in Zone 2 (remainder of rim) using 8/64 inch FBH; or approved equivalent usínq back reflection technique (also
described in ANSI/AGMA 6033A88).
8> No cracks, bursts, seams or laps are permitted in the tooth area of finished gears, regardless of grade. Limits: maximum of
one indication per inch of face width and rnaxirnum of five in one tooth flank. No indications allowed below 1/2 working depth
of tooth. lndications smaller than 1/64 inch are not considerad. Removal of defects which exceed the stated limits is acceptable
provided the integrity of the gear is not compromised.
9) Maximum limit of microcracks for Grade 3 gearing may be difficult to achieve with subzero treatment to transform retained
austenite leve! to 30% max.
10) Subzero treatment, if required, shouíd be preceded by tenipering at 300º F mínlrnum, to minimize formation of microcracks,
followed by retempering. The purpose of the subzero treatment should be to pick up an additional one to two Rockwell 'C'
hardness points. Subzero treatment should not be employed to transform large amounts of retained austenite (e.g., 50%) to
gain dramatic improvements in hardness, even with prior tempering, or microcracking may occur.
11> Core hardness requirements for pitting resistance and bending strength are considerad independently. The allowable stress
numbers are established for the grade selected based on hardness. Because higher contact stresses are allowed for carburized
and hardened gears, the resulting higher bending stresses must also be accommodated. Therefore, for gearing of this type,
higher core hardnesses are specified for the bending strength. The gear rating may be limited by either pitting resistance or
bending strength for the selected grade and its core hardness requirement.
12> Mínimum hardness of 30 HRC for grade 3 may be difficult to achieve on gears coarser than 6 Pnd· Therefore, a minimum
hardness of 25 HRC is acceptable in such cases. · 1
13> Requires a minimum reduction of 7 to 1 for strand or continuous cast barstock; or mínimum reduction of 4 to 1 forforged gears.
30 · · · ·· · · · · ©AGMA 2004 Ali rights reserved
,pyright American Gear Manufacturers Association
ovided by IHS under license with AGMA Sold to:BARDEX, 01897791
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04
Table 1 O - Major metallurgical factors affecting the allowable contact stress number, sac, and
allowable bending stress number, sat, .of nitrided steel gears 1> 2> 3)
Metallurgical factor Grade 1 Grade 2 Grade 3
ASTM E112 grain size Predominantly Predominantly 5 or finer Predominantly 5 or finer
4 or finer
Hardenability HBand HBand HBand
Sulfur content 0.040% 0.025% maximum 0.015% maximum
maximum
Cleanliness4> Not specified AMS 2301 or ASTM A866 AMS 2300 or ASTM A866
(certification not required) certification required
Surface hardness Per table 3 Per table3 Pertable 3
Core hardness 28HRC 28 HRC mínimum 32 HRC mínimum
mínimum
White !ayer (maxlrnurn) 0.0010 inch 0.0008 inch 0.0005 inch
Upper transformation products Not specifíed Max controlling Max upper Trace at 400X
which prirriarily include bainite section, in. transformation
and fine pearlite5> (see annex F).products@ 400X
to 1 O.O inc. · 10%
Over 10.0 20%
No blocky ferrita (dueto improper
austenization)
Ultrasonic inspection Not specified Not specified Specified far wrought per
ASTM A3886)
Magnetic partlcle (method per Not specified Not specíñed Maximum
ASTM E709 on teeth) 7) Pitch indication,
Pnd inch
s3 3/32
>3 to <10 1/16
;;,:10 1/32
Grinding burns Not specified See note 8 See note 8
NOTES
1) See table 3 far values of Sac, and table 4 far values of sat·
2) AII criteria in any given grade must be met to qualify far the stress number in that grade.
3l Unless otherwise specified, proper process control with periodic verification is an acceptable method to meet these re
quirements (see clause 16).
4l The grade cleanliness requirements apply only to those portions of the gear material where the teeth will be located to a
distance below the finished tip diameter of at least two times the tooth depth. On externa! gears, this portian of the gear blank
normally will be less than 25 percent of the radius.
5l The microstructure requirements apply only to those portions of the gear material where the teeth will be located to a depth
equal to that of 1 .2 times the tooth depth.
6l Specified far wrought gearing per ASTM A388, using either the back reflection or reference block technique. Use a 8/64
inch FBH (80400) per ASTM E428 (also described in ANSI/AGMA 6033A88). A distance amplitude correction curve is
not in tended. lnspection is from the O.O. to midradius anda 360 degree sean is required. Other UT specifications
which ensurethe same quality level are permitted. Specified far cast gears (Grade 2 only) per ASTM A609 Level 1 in Zone 1
(0D to 1.0 inch below roots) and Level 2 in Zone 2 (remainder of rim) using 8/64 inch FBH; or approved equivalent using
back reflection technique (also described in ANSI/AGMA 6033A88).
7l No cracks, bursts, searns or laps are permitted in the tooth area of finished gears, regardless of grade. Limits: maximum
of one indication per inch of tace width and maximum of five in one tooth flank. No indications allowed below 1 /2 working
depth of tooth. lndications smaller than 1 /64 inch are not considered. Removal of defects which exceed the stated limits is
acceptable provided the integrity of the gear is not compromised.
8) Grinding burns are possible on nitrided materials. The normal inspection methods, as defined in ANSI/AGMA 2007892,
are not applicable to nitriding. Care must be taken when grinding nitrided surfaces to ensure that no harmful surface candi
tions are produced in the grinding process
© AGMA 2004 AII rights reserved 31
:opyright American Gear Manufacturers Association
'rovlded by IHS under license with AGMA Sold to:BARDEX, 01897791
,__ •' ....
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
Spin hardening
Inductor coil lnduction coil lnduction coil .
or flame head or flame head
.ill,...
TypeA TypeA Type B
(Contour) (Noncontour)
Flank hardening {tooth to toóth)
Inductor or flame head Inductor or flame head
Type B Type B
Flank and root hardening {tooth to tooth)
lnrftad TypeA
NOTE: Type A indicates flanks and roots are hardened, contour or noncontour
pattern. Type B indicates only hardening of flanks extending to the form diameter.
Figure 12 - Variations in hardening pattern obtainable on gear teeth with flame or induction
hardening
Through hardened gears specified above 400 HB • tion, loading, and manufacturing procedures to
may vary widely in endurance strength, depending determine the desirable gradients of hardness,
on the transformation characteristics of the steel, strength, and interna! residual stresses throughout
heat treating technique used and the size and shape the tooth.
ofthe part. The successful use ofthrough hardened
The effective case depth for carburized and hard
parts above 400 HB depends upan experimentally
ened gears is deñned as the depth below the surface
developing a satisfactory technique for heat treating
at which the Rockwell 'C' hardness, HRC, has
which will develop both high hardness and high
dropped to 50 HRC or equivalent.
fatigue strength.
The effective case depth far induction and flame
16.1 Guide for case depth of suñace hardened hardened gears is defined as the depth below the .
gears surface at which the hardness is equivalent to 1 O
Rockwell 'C' polnts below the specified minimum
Surface hardened gear teeth require adequate case
surface hardness.
depth to resist the subsurface shear stresses
developed by tooth coritact loads and the tooth root A guide far minimum effective case depth, he min, at
fillettensile stresses, but depths must not be so great the pitch fine far carburized and induction hardened
as to result in brittle teeth tips and high residual externa( (not interna!) teeth based on the depth of
tensile stress in the core. maximum shear from contact loading is given by the
formula [6]:
Far gearing reql.iiring maximum performance, espe ·
cially large sizes, coarse pitches, and high contact sed sin <l>t
he min = UH COS'ljJb CG (43)
stresses, detailed studies must be made of applica
32 © AGMA 2004 AII rights reserved
¡pyright American Gear Manufaclurers Associatron
ovided by IHS under license wilh AGMA Sold lo:BARDEX, 01897791
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04
where he maxis suggested maximum effective case
depth at pitchline, in;
he min is minimum effective case depth at pitch
line, in; t0 is normal tooth thickness at the top land of
the gear in question, in.
se is contact stress number lb/in2. The maxi
mum value recommended is 200 000 lb/in2 lf he min from equatlon 43 {with heat treat tolerance
far this equation; considered) exceeds he max, a careful review of the
is operating transverse pressure angle; proposed design is required. Changing the profile
<!>t
shift, lowering the operating pressure angle, or using
UH is hardening process factor, lb/in2; a coarser pitch will increase he max-
= 6.4 x 106 lb/in2 far carburized and hard
For nitrided gears, case depth is specified as total
ened;
case depth and is defined as the depth below the
= 4.4 x 106 lb/in2 for toothtotooth induc surface at which the hardness has dropped to 11 o
tion hardened; percent of the core hardness.
'l/Jb is base helix angle.
A guide far minimum case depth far nitrided externa!
Another guideline far determining case depth is {not interna!) teeth based on the depth of maximum
shown in figure 13. These case depths have had a shear from contact loading is given by the formula:
long history of successful use on carburized gears.
Uese d sin<Pt
They are not based on equation 43.
he min = 1.66 X 107 COS 'ljlb CG (45)
Care should be exercised whén choosing case
where
depth, such that adequate case depths prevail at the
tooth root fillet, and that tooth tips are not over he min is minimum total case depth far nitrided
hardened and brittle. A suggested value of maxi gears, in;
mum effective case depth at the pitch line, he max, is: U¿ is core hardness coefficieht, from figure 14.
he max = the lesser of P.0 4 or 0.56 t0 (44) lf the value of he min from equation 45 is less than the
. nd value far normal case depth from figure 15, then the
where minimum value from figure 15 should be used.
30 Effective case depth is defined as depth of case which has ·
a minimum hardness of 50 HRC
20 � Total case depth to core carbon is approximately 1.5 x ·
�ctlve case depth.
lhe �in Pn�0.86�05
� I= � �1I � �35 x
o::
"C
10
9
, Normal case depth
:g
·o. 7
8 ' \.'
'\. \.
' ''
... 6
..<ti
-a, 5
E The values and ranges shown on the case\
i 4 depth curves are to be used as guides. For �
gearing in which maximum performance is
"'
"' � he min = 0.264 693 X Pnd1·1>481
<ti
E 3 requíred, detailed studies must be made of the
\� 11,,. 1 1
Heavy case depth
1 1
....
o application, loading, and manufacturing I'
z procedures to obtain desirable qradlents of both � �
\.
2 hardness and interna! stress. Furthermore, the
method of measuring the case as well as the �
' ''i\. \ \.
allowable tolerance in case depth may be a
matter of agreement between the customer and
the manufacturer.
1 1 1 1 1 1 1 1 11 1 1
0.001 2 3 5 7 0.010 2 3 5 7 0.100 0.300
Minimum effective case depth, he min, inches
Figure 13 - Minimum effective case depth for carburized gears, he min
© AGMA 2004 -- Ali rights reserved 33
:opyright American Gear Manufaclurers Assoctaaon
'rcvided by IHS under license with AGMA Sold to:BARDEX, 01897791
· ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
Uc = a + bs¿ + csc2 + dscj
Curve No. a b e d
1 5.542 507 9.830 841x105 4.118 229x1010 6.824 ??Ox1016
2 7.598 668 1.223 102x104 5:253 151x1010 8.454 173x1016
3 9.391 585 1.385 986x104 5.854 699x1010 9.073 652x1016
4 16.02 132 2.239 sooxt o4 9.680 360x1010 1.467 559x101s
4;8 5 40.64 486 5.582 459x1 o4 2.48 3606x1 o9 3.738 377x101s
·'.:f.
4.4 NOTE: Use upper portian of core hardness band (which yields heavier case
,,
·t
depths) far general design purpose and lowerportíon far high quality material
,..; (as defined in 16:1). · · · _ - ��ti
e:
Q)
·o
4.0
. . /
,,,,-
:i= 3.6
. J.,.. i,..,"""
Q)
o ()lf'lt
(.)
�
(/) 3.2 .. ... �t . ..,,.-
........ �� e.o, _.. .�
(/) 1 � .
Q)
e: e,ut'I�
....ro 2.8
"O
i �
/
v.. .� eo��
.
.. 1.....- V e,ut,.1'
A. 1
.e ./
... �t � .......
2.4
Q)
o
/
V � V ,..... 11,)0 1
..... cur,¡6 s.
ü 2.0
,,,,,,.... ,.,,,.,--
V V
1.6
/� /� V
/ / ,, ..... V . �
�V
"Af}O
,,,,,,....
/
/
/ �V
1.2
0.8 /
/
/
�
1/
80 100 120 140 160 180 200 220 240 260
Contact stress number, s9 lb/in2 x 1000
Figure 14 - Coré hardness coefficient, Ue
The values shown have been successfully used far nitrided gears and can be used as a guide. l=or
,_ gearing requiring maximum performance, especially larga sizes, coarse pitches, and high working
stresses, detailed studies must be made of application, loading, and manufacturínq procedures to
30 determine the desired gradients of hardness, strength, and interna! residual stresses throughout the
tooth.
he min = 6.600 90 X 102 1.622 24 X 102 Pnd + 2.093 61 X 103 Pni
20 -
�J••Jy J..J. dUth
,' :\ -1.177 55 X 1p-' P0,i', 2.331 60 X 10-6 P,,'
..
"O
1
�
.e
� 10
'\
o. 9 "
�
a5
8
7
' "\.
"\. l
\
E 6 .A \
i 5 /Y, \
ñi �
o
E
4
V \ \
\\
3 V
z I
2 Normal case depth
he min = 4.328 961 X 10
1 1 1 1 1 1
2 9.681 15 1( 1 o-3 Pnd + 1.201 85 >< 1 o- Pnd
-�
6.797 21 X 10s Pni + 1.371 17 X 106 Pni
, 1 , , 1 1 r 1 1 1 1 1 1 1 1 1
O.Ob1 2 3 5 7 0.01 O 2 3 5 7 0.100 0.300
Total case depth, he min, inches
Figure 15 - Minimum total case depth for nitrided gears, he min
34 © AGMA 2004 AII rights reserved
pyright Arnerican Gear Manufacturers Association
��!,�� ����! li�=�s� ��l�.���A .• ,. _
>���� .. . ,.
Sold to:BAADEX, 01 B97791
AMERICAN NATIONAL STANDARD ANSI/AGMA 2001-D04
16.2 Reverse loading 16.4 Yield strength
Use 70 percent of the s81 values far idler gears and Far through hardened gears up to 400 HB the factor
other gears where the teeth are completeíy reverse
Ky, shown in equation 46, can be applied to the yield
loaded on every cycle. strenqth of the material. These values must be
16.3 Momentary overload applied at the maximum peak load to which the gears
are subjected.
When the qearis subjected to infrequent (less than
100 cycles during the desíqn life) momentary high "« Kmy
overloads approaching yield, the máximum allow
say Ky e::: Wmax F 1 Kf (46)
able stress is determined by the allowable yield
where
properties ratherthan the bending fatigue strength of
the material. This stress is designated as say· Figure. say · is allowable yield strength number from fig
16 shows suggested values far allowable yield ure 16, lb/in2;
strength for through hardened steel, Far case
Ky is . yield strength factor from the following
hardened gears, the core hardness should be used
tabulation;
in conjunction with figure 16. In these cases, the
design should be checked to make certain that the Requirements of application
teeth are not permahently deformad. When yield is
Ky
Conservativa practice 0.50
the governing Stress, the stress correcílon factor, Kt,
Industrial practice 0.75
is considerad ineffective far ductile materials; hence,
the stress correction factor can be taken as unity. Wmaxis maximum peak tangential load, lb;
A mOmentary overload can cause an unusual face Kt is stress correction factor (see AGMA
load distribution factor which will be influenced by the 908-889).
gear blank configuration and its bearing support.
CAUTION: This equation is based on a ductile materi
Special consideration, such as an approach similar
al. For purposes of this standard, a material is consid
to annex D, must be given to this condition when ered ductile if the tensile elongation of the core material
analyzing overloads. • The empírlcal method of 15.3 is at least 10%. For nonductile materials, the effects of
shaü not be used. stress concentration should be considerad.
C\J
e:
�
----
. 1. 1 .
Quenched and Temperad (core hardness if case hardened)
o
o Anriealed or Normalizad
o
....
.JI
� 160
._-"'
Q)
.o
E
::, /
V say = 48' Ha - 32 800
....
e:: 120
V
V
.e::
O)
e::
Q)
(/)
�
80
V,
"O
Q)
·;;.
Q)
:ero / i.... .
3:: .,,.,,
........
40
.Q .,, .
<( i- say = 2Hs: - 300 Hs + 31 000
1 1
·
o
120 150 200 250 300 350 400 450 500
Brinell hardness, Ha, HB
Figure 16 - Allowable yleld strength number for steel gears, say
··· ···· . . ©.ÁGMA 2004 AII rights reserved 35
'Jpyright American Gear Manufacturors Association
·ovlded by IHS under license wilh AGMA Sold to:BARDEX, 01 B97791
:> reoroduction or nPlwnrkirm nPrmittRrl wilhn11t lir.,.nc:P. frnm IH� ?(H?/?/1� 10•Ai:.•':i? r.::UT
ANSI/AGMA 2001-D04 AMERICAN NATIONAL STANDARD
Kmy is load distribution factor under overload N = 60Lnq (48)
condition.
where
For a straddle mounted 9ear or pinion in an enclosed
N is the number of stress cycles;
drive, Kmy may be calculated from equation 47.
L is life (hours);
Kmy = 0.0144F + 1.07 (47) n is speed (rprn);
Equation 47 has been used as a desiqn 9uide; a q is number of contacts per revolution.
more detailed approach may qive more accurate
17.2 Stress cycle factors forsteel gears
results.
At the present time there is insufficient data to ·
For a case hardened gear, the analysis of allowable
provide accurate stress cycle.curves for all types of
yield properties should ínclude a stress calculation
throuqh a cross sectlon of the material. In lieu of a gears and gear applícations.. Experience, however,
cross section analysis, the use of material core suggests stress cycle curves for pittinq resistance
hardness values can be used. For additional · and bendínq strength of steel 9ears as shown in
information, see [20]. figures 17 and 18. These figures stop at 1010 dueto
insufficient data at the time the standard was
developed. Application beyond this point must be
reviewed. These figures do not include data far
.17 Stress cycle factors, ZN and YN stainless steel qears. The shaded zones on the
figures represent the influence of such items as pitch
The stress cycle factors, ZN and YN, adjust the line velocity, material cleanliness, ductility and
allowable stress numbers for the required number of fracture toughness. The upper portian is for general
cycles of operatlon. Forthe purpose ofthis standard, applications. The lower portian is typically used for
N, the number of stress cycles is defined as the critica! service where pitting and tooth wear must be
· number of mesh contacts, under load, of the 9ear minimal and low vibration levels are required.
tooth being analyzed. · AGMA aÍlowable stress
numbers are established for 107 unidirectional tooth lntermediate valués of YN for hardnesses ofthroügh
load cycles at 99 percent reliability. The stress cycle hardened 9earing between 1 x 103 and 3 x 106
factor adjusts the allowable stress numbers for may be approximated by first determirunq the value
design lives other than 1 o7 cycles. using loqarithrruc interpolation atN = 103 cycles (see
figure 1 ar
The second point of a straiqht line for the
The stress cycle factor accounts for the SN deslred hardness on a 109.:..109 plot is at 3 x 106
characteristics of the 9ear material as well as for the cycles where YN = 1.04. Below 1 x 103 cycles the
gradual increased tooth stress which may occurfrorn value is a constant. An equation for the line between
tooth wear, resulting in increased dynamic effects 1 x 103 and 3 x 106 would be of the form as shown
and from shíftinq load distributions which may occur inthefigure. Above3 x 106cycles, thevalueswithin
during the deslqn life of the gearin9. the existing figure are to be used.
When using a service factor, the determination of ZN 17 .3 Localized yieldlng
and YN shall be in accordance with clause 10. lf the product of sat YN exceeds the allowable yield
stress, say, otñqure 16, localizad yieldin9 of the teeth
17 .1 Load cycles
may occur. In sorne applications this is not
When evaluatinq 9earin9, it is importantto know how acceptable. In others where profile and motion
many stress cycles the individual 9ears will experi transmission accuracies are not critlcal, this may be
ence durinq the intended lite of the equipment. acceptable for limitad life..
Sorne machines will run twenty four hours per day The use of this standard at bendlnq stress levels
and operate for twenty or more years. Other above those permissible for 104 cycles requires
machines have gears that have a stress cycle
careful analysis. Stresses in this range may exceed
equivalentto a few hours. The gear designer should
design for the number of stress cycles that are the elastic limit of the 9ear tooth in bending stress.
appropriate forthe application. The number of stress Depending on the material and the load imposed, a
cycles, N, is used to determine the stress cycle factor single stress cycle above the level limit at < 104
as follows: cycles could result in yleldinq of the 9ear tooth.
36 © AGMA 2004 AII rights reserved
pyright American Gear Manufaclurers Association
>Vlded by IHS under license wilh AGMA Sold lo:BAADEX, 01897791
,nnrn,l,.,-.1·,...., ,., .,..,..,.,,.,,\.,'.-,.,.. ,..,..,_·.,,.,¡ .• ,-,..,,..,, 1·-.-.�� ... , .... ...., IUC'
You might also like
- Mass Air Flow (MAF) Sensor G70 CheckingDocument7 pagesMass Air Flow (MAF) Sensor G70 Checkinganon_839384321100% (1)
- Electrical Control Panel Testing and Inspection ChecklisttDocument2 pagesElectrical Control Panel Testing and Inspection ChecklisttRanjit Singh100% (7)
- Sulphur VapoursDocument12 pagesSulphur VapoursAnvay Choudhary100% (1)
- Exercise No. 1 The Compound MicroscopeDocument16 pagesExercise No. 1 The Compound MicroscopeAndRenNo ratings yet
- ForgingDocument26 pagesForgingamarparimiNo ratings yet
- 415V Side Relay Setting DataDocument8 pages415V Side Relay Setting DataRenga Ramanujan CNo ratings yet
- Load Testing of Motors: Common Methods, Procedures: Test Can Verify Nameplate RatingDocument3 pagesLoad Testing of Motors: Common Methods, Procedures: Test Can Verify Nameplate RatingAli JafferyNo ratings yet
- Chapter 14 - Flow in An Axial Turbine Stage CFXDocument37 pagesChapter 14 - Flow in An Axial Turbine Stage CFXdragonrojo007No ratings yet
- D31!37!39ShopM T&a BeforeProof 1Document74 pagesD31!37!39ShopM T&a BeforeProof 1data9999No ratings yet
- Drawworks and Rig Sizing PDFDocument8 pagesDrawworks and Rig Sizing PDFAmine Mimo100% (1)
- High Power Fiber Laser Cutting Parameters OptimizaDocument24 pagesHigh Power Fiber Laser Cutting Parameters OptimizaАлександър ГосподиновNo ratings yet
- Audel Guide to the 2005 National Electrical CodeFrom EverandAudel Guide to the 2005 National Electrical CodeRating: 4 out of 5 stars4/5 (1)
- Machine DesignDocument520 pagesMachine DesignMohan Varkey100% (2)
- Over Current Protection For The TransformersDocument9 pagesOver Current Protection For The TransformersSandipan MukherjeeNo ratings yet
- Datwyler Comparison Uptime TIA SGDocument2 pagesDatwyler Comparison Uptime TIA SGespinosafausto4764No ratings yet
- Topcon SL-D7 Slitlamp - Service ManualDocument40 pagesTopcon SL-D7 Slitlamp - Service ManualPablo MartínezNo ratings yet
- CE 579 Lecture 1 Stability-Stability Vs BucklingDocument16 pagesCE 579 Lecture 1 Stability-Stability Vs BucklingbsitlerNo ratings yet
- WEG Thermal Overload Relays RW 50070227 enDocument28 pagesWEG Thermal Overload Relays RW 50070227 enRoberto SalomãoNo ratings yet
- Governor Block DiagramDocument2 pagesGovernor Block DiagramAntonio TakeshiNo ratings yet
- Lecture 1 Auxiliary Transformer SizingDocument9 pagesLecture 1 Auxiliary Transformer Sizingelec.highest.euphratesNo ratings yet
- Selección de PararrayosDocument3 pagesSelección de PararrayosLalo PatoNo ratings yet
- 06hsfuse PDFDocument126 pages06hsfuse PDFvoNo ratings yet
- Compal LA-5811P 59Document1 pageCompal LA-5811P 59ougeyfNo ratings yet
- Section 4: PerformanceDocument20 pagesSection 4: Performanceandres felipe sandoval porrasNo ratings yet
- DC MotorDocument6 pagesDC MotoroshyenNo ratings yet
- Pushover by MPDocument103 pagesPushover by MPdebsstrNo ratings yet
- Simulation of Turbulent Flow Over The Ahmed Body: 1. PurposeDocument15 pagesSimulation of Turbulent Flow Over The Ahmed Body: 1. Purposealagarg137691No ratings yet
- DSP Based Monitoring and Controlling of DC Motor Using DS-PaceDocument8 pagesDSP Based Monitoring and Controlling of DC Motor Using DS-Paceعامر طايس سعيد عبد الجبارNo ratings yet
- Cat 3512B: Diesel Generator SetsDocument6 pagesCat 3512B: Diesel Generator SetsMohiuddin totulNo ratings yet
- Fuse Selection Guide PDFDocument9 pagesFuse Selection Guide PDFabhi_cat16No ratings yet
- Damping in BearingDocument4 pagesDamping in BearingRavi Kishore BNo ratings yet
- Setting de Fabrica + ModificacionesDocument2 pagesSetting de Fabrica + ModificacionesJo alberto Uribe minierNo ratings yet
- CM20170329 42128 11884Document4 pagesCM20170329 42128 11884Nguyen Duc Long SNPNo ratings yet
- Receiver Operating Character-Istic: Max CDocument5 pagesReceiver Operating Character-Istic: Max CBenali AmineNo ratings yet
- Question Paper Code:: Reg. No.Document3 pagesQuestion Paper Code:: Reg. No.Jeganathan ChinnaNo ratings yet
- Sizing Power Transformers in Power Systems Planning Using Thermal RatingDocument7 pagesSizing Power Transformers in Power Systems Planning Using Thermal RatingsanjeetkarNo ratings yet
- Sizing Power Transformers in Power Systems Planning Using Thermal RatingDocument7 pagesSizing Power Transformers in Power Systems Planning Using Thermal Ratingbengisutuna42No ratings yet
- Advanced SetpointsDocument42 pagesAdvanced SetpointsaaojoNo ratings yet
- ITRZA 1789a 1000kVA 98.08.28Document4 pagesITRZA 1789a 1000kVA 98.08.28Karim RahmaniNo ratings yet
- WEG Thermal Overload Relays RW enDocument24 pagesWEG Thermal Overload Relays RW enshift EngineerNo ratings yet
- Bendaas 2014Document7 pagesBendaas 2014Hieu LENo ratings yet
- Lecture 2Document11 pagesLecture 2Mostafa GadelrabNo ratings yet
- Cat 3516E: Diesel Generator SetsDocument4 pagesCat 3516E: Diesel Generator SetsDaviensya AnabelNo ratings yet
- Air Turbine For HAASDocument2 pagesAir Turbine For HAASGhiță SfîraNo ratings yet
- ATV312 - Resistencias de Frenagem - ENDocument2 pagesATV312 - Resistencias de Frenagem - ENJoao DinizNo ratings yet
- Acs 2015s2 Assn1Document5 pagesAcs 2015s2 Assn1MiraelNo ratings yet
- Direct Torque Control of Three Phase Induction Motor Drive Using Fuzzy Logic Controllers For Low Torque RippleDocument6 pagesDirect Torque Control of Three Phase Induction Motor Drive Using Fuzzy Logic Controllers For Low Torque Rippleraghav4life8724No ratings yet
- Cat 3512C: Diesel Generator SetsDocument4 pagesCat 3512C: Diesel Generator SetsTaufikur RahmadaniNo ratings yet
- High Speed Fuses: Section ContentsDocument20 pagesHigh Speed Fuses: Section ContentsStefania MilitaruNo ratings yet
- White Paper On Conveyor Belt CapacityDocument3 pagesWhite Paper On Conveyor Belt Capacityhimangshu mandal100% (1)
- 3512B - 1500KW - 1875kva - 380V 13800V (2017) (Lehe1250-00)Document9 pages3512B - 1500KW - 1875kva - 380V 13800V (2017) (Lehe1250-00)Darren R. FlorNo ratings yet
- CM20170815-12040-00839 - C27 Diesel GeneratorDocument4 pagesCM20170815-12040-00839 - C27 Diesel GeneratorAlfredoNo ratings yet
- ADAPTIVE QUALITY HANDOVERS - March2010Document5 pagesADAPTIVE QUALITY HANDOVERS - March2010V'tomi RiveleNo ratings yet
- On 8-Bus Test System For Solving Challenges in Relay CoordinationDocument5 pagesOn 8-Bus Test System For Solving Challenges in Relay CoordinationDaniel Felipe Macias GonzalezNo ratings yet
- Lecture 2Document11 pagesLecture 2Mostafa GadelrabNo ratings yet
- Gearsand GearingDocument57 pagesGearsand Gearingcamohunter71No ratings yet
- Implications For Specifying Onsite Generators: Understanding Load FactorDocument4 pagesImplications For Specifying Onsite Generators: Understanding Load FactorDuy DươngNo ratings yet
- DP GW V2-V55 Datasheet 2.6.17Document5 pagesDP GW V2-V55 Datasheet 2.6.17GIRIPRASAD T GNo ratings yet
- Cat G3516H: 50 HZ Continuous Gas Generator SetsDocument7 pagesCat G3516H: 50 HZ Continuous Gas Generator SetsReal IDNo ratings yet
- 3 Numerical Over CurrentDocument3 pages3 Numerical Over Currentjumadul pilcaNo ratings yet
- Cat 3512B: Diesel Generator SetsDocument9 pagesCat 3512B: Diesel Generator SetsvesadanaNo ratings yet
- Pdvsa: Overcurrent Coordination Study Electrical SystemDocument6 pagesPdvsa: Overcurrent Coordination Study Electrical SystemAlexander ToyoNo ratings yet
- Netys PR: Installation and Operating ManualDocument26 pagesNetys PR: Installation and Operating ManualAndrei PetreaNo ratings yet
- Cpe 150 Laboratory 4: Control Structures Ii: 1 ObjectivesDocument3 pagesCpe 150 Laboratory 4: Control Structures Ii: 1 ObjectivesOsama Salim Oqla Ma'ayahNo ratings yet
- Atago Polax-2L SpecificationsDocument2 pagesAtago Polax-2L SpecificationsdumitrescuibNo ratings yet
- Cps 303 NoteDocument40 pagesCps 303 NoteHABIBUNo ratings yet
- Boss FV-500H - OMDocument1 pageBoss FV-500H - OMbaggy trousersNo ratings yet
- IFU - BM6010 e TRIG - 10 5 PDFDocument3 pagesIFU - BM6010 e TRIG - 10 5 PDFilhamNo ratings yet
- Chapter 6-State ManagementDocument79 pagesChapter 6-State ManagementHeng PhinNo ratings yet
- Experiment 3: Fatty Acid Determination Using Gas Chromatography (GC)Document12 pagesExperiment 3: Fatty Acid Determination Using Gas Chromatography (GC)nur hafikah mustaphaNo ratings yet
- IT Infrastructure: Hardware and SoftwareDocument19 pagesIT Infrastructure: Hardware and Software3345dNo ratings yet
- LWD Brochure TerraTestDocument22 pagesLWD Brochure TerraTestVojislav StojanovicNo ratings yet
- Id Dcu Marine 2.1Document152 pagesId Dcu Marine 2.1Anonymous uEt1sNhU7lNo ratings yet
- Coordinate Geometry of CirclesDocument10 pagesCoordinate Geometry of CirclesHaniyaAngelNo ratings yet
- Math 7 Curriculum MapDocument16 pagesMath 7 Curriculum MapFierre NouxNo ratings yet
- Loop Powered Microprocessor Controlled Positioner: Worcester Control ValvesDocument4 pagesLoop Powered Microprocessor Controlled Positioner: Worcester Control Valveskarim karimNo ratings yet
- Decryption Best PracticesDocument14 pagesDecryption Best Practicesalways_redNo ratings yet
- Q3W5 Math 7 - Tuesday 22 FebruaryDocument11 pagesQ3W5 Math 7 - Tuesday 22 FebruaryBrian ChangNo ratings yet
- Compendium 2017 en Vol2 PDFDocument773 pagesCompendium 2017 en Vol2 PDFJIgnacio123No ratings yet
- SHORT COURSE ANNOUNCEMENT: DATA COLLECTION AND ANALYSIS (Using STATA and SPSS)Document6 pagesSHORT COURSE ANNOUNCEMENT: DATA COLLECTION AND ANALYSIS (Using STATA and SPSS)Muhidin Issa MichuziNo ratings yet
- Heater, Air Conditioner and VentilationDocument187 pagesHeater, Air Conditioner and VentilationMax AleNo ratings yet
- Dell-Opnmang-Plug-In-V2.0-For-Oracle-Entrps-Mangr-12c - Release Notes - En-UsDocument5 pagesDell-Opnmang-Plug-In-V2.0-For-Oracle-Entrps-Mangr-12c - Release Notes - En-UsBelu IonNo ratings yet
- Number Theory at 2018Document17 pagesNumber Theory at 2018Michele NardelliNo ratings yet
- The Production Theory PDFDocument2 pagesThe Production Theory PDFASIF khan0% (1)