You might also like
- 7-July Neet Model-7 Paper Updated ModifiedDocument36 pages7-July Neet Model-7 Paper Updated ModifiedMihir RajNo ratings yet
- Module Handbook ENG2012Document6 pagesModule Handbook ENG2012chattamarchieNo ratings yet
- 6s ProjectDocument17 pages6s ProjectdywleungNo ratings yet
- Service Manual: Multi Sync Ea294WmiDocument134 pagesService Manual: Multi Sync Ea294WmiHans LütherNo ratings yet
- 8D Report of Urea Tank For Pump Welding Leakage IssueDocument122 pages8D Report of Urea Tank For Pump Welding Leakage IssueAvinash NikamNo ratings yet
- Master ILO Tools Templates - Desk TopDocument61 pagesMaster ILO Tools Templates - Desk TopVenkatesanNo ratings yet
- B.Architecture Syllabus: For Admitted Batches of 2011-12 OnwardsDocument42 pagesB.Architecture Syllabus: For Admitted Batches of 2011-12 OnwardsKatari RajeshNo ratings yet
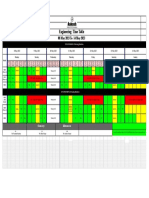
- Time Table in Akash InstituteDocument1 pageTime Table in Akash InstitutePrem KumarNo ratings yet
- Solidworks (Basics & Advanced) PDFDocument272 pagesSolidworks (Basics & Advanced) PDFMuhammad Usman100% (1)
- Advanced Video Workshop - Spring2017 PDFDocument4 pagesAdvanced Video Workshop - Spring2017 PDFPhúc PhanNo ratings yet
- Me59-Cad - Cam Lab Manual 2010-2011Document38 pagesMe59-Cad - Cam Lab Manual 2010-2011vnmknmechNo ratings yet
- Civil Workshop QP 20-21 Evaluation CriteriaDocument2 pagesCivil Workshop QP 20-21 Evaluation Criteriatnagaveni2648No ratings yet
- Shingo AssessmentDocument41 pagesShingo AssessmentRuddy Morales MejiaNo ratings yet
- CaddDocument1 pageCaddRENUKANo ratings yet
- MnfTech IDocument4 pagesMnfTech ITashin Ahmed AponNo ratings yet
- RepresentativeSyllabi GradCert NuclearCriticalitySafety ME440Document6 pagesRepresentativeSyllabi GradCert NuclearCriticalitySafety ME440Odofin GbengaNo ratings yet
- Laboratory Manual Iitk Ta201 2017Document22 pagesLaboratory Manual Iitk Ta201 2017nithishNo ratings yet
- Lab OrientationDocument15 pagesLab OrientationAarush GuptaNo ratings yet
- University of Sulaimani REPORT FOR STUDENTSDocument10 pagesUniversity of Sulaimani REPORT FOR STUDENTSZhir nawzadNo ratings yet
- Ta202T Manufacturing Processes Ii (2020-21 - I) : Nsinha@iitk - Ac.in Mlaw@iitk - Ac.inDocument2 pagesTa202T Manufacturing Processes Ii (2020-21 - I) : Nsinha@iitk - Ac.in Mlaw@iitk - Ac.inJiya YadavNo ratings yet
- Major Schedule Sem-I 2021-22 12novDocument11 pagesMajor Schedule Sem-I 2021-22 12novziaiitdNo ratings yet
- Course 1Document16 pagesCourse 1Vathana DNo ratings yet
- Course Handout (BMP)Document4 pagesCourse Handout (BMP)058-Somyajit RayNo ratings yet
- West Bengal State Council of Technical & Vocational Education and Skill Development (Technical Education Division)Document19 pagesWest Bengal State Council of Technical & Vocational Education and Skill Development (Technical Education Division)ME 56 SUMAN SARKARNo ratings yet
- BITSF110 Course HandoutDocument3 pagesBITSF110 Course HandoutultimateNo ratings yet
- I Sem - Lab Schedule.Document1 pageI Sem - Lab Schedule.Girish ShetNo ratings yet
- Unit 6B Jan 2009 QP Chemistry EdexcelDocument20 pagesUnit 6B Jan 2009 QP Chemistry Edexcelnafmi100% (1)
- Steel Manual enDocument62 pagesSteel Manual enGero FacultadNo ratings yet
- University of Engineering & Technology, Taxila Department of Industrial EngineeringDocument2 pagesUniversity of Engineering & Technology, Taxila Department of Industrial EngineeringHassanZameerNo ratings yet
- MGT4304 - Operation Management PDFDocument5 pagesMGT4304 - Operation Management PDFSanduni Lakshani100% (1)
- Activity: Welding: MEFB1012/MEFB121 M P L SEMESTER 1 2020/2021Document8 pagesActivity: Welding: MEFB1012/MEFB121 M P L SEMESTER 1 2020/2021kashvin raj0% (1)
- SolidWorks Basics 2016 Rev C PDFDocument144 pagesSolidWorks Basics 2016 Rev C PDFhardy7047100% (8)
- SolidWorks Basics 2016 PDFDocument144 pagesSolidWorks Basics 2016 PDFAnita Groott100% (1)
- ME F241 HandoutDocument2 pagesME F241 HandoutJayesh MahajanNo ratings yet
- EE - 2022 Even Sem Routine (24.11.22)Document11 pagesEE - 2022 Even Sem Routine (24.11.22)Anikendu MaitraNo ratings yet
- Introduction - First Day For Me 113: DAY Monday (LM) Tuesday (L2) Thursday (LH) Friday (L4)Document9 pagesIntroduction - First Day For Me 113: DAY Monday (LM) Tuesday (L2) Thursday (LH) Friday (L4)Nikunj ShahNo ratings yet
- EE1011 Engineering Drawing - Course OutlineDocument3 pagesEE1011 Engineering Drawing - Course OutlineRaja Awais Liaqaut100% (1)
- A.C.T. College of Engineering and Technology, Nelvoy, Kancheepuram (D.T) - 603 107Document4 pagesA.C.T. College of Engineering and Technology, Nelvoy, Kancheepuram (D.T) - 603 107Scientist SakthivelNo ratings yet
- Bme01t1001-Lab - PRDocument5 pagesBme01t1001-Lab - PRkumar manoj kumarNo ratings yet
- REG INA-1 Per 31.10.16Document6 pagesREG INA-1 Per 31.10.16agung satriaNo ratings yet
- EM Sketch 5 x8Document18 pagesEM Sketch 5 x8EricNo ratings yet
- Swarnandhra College of Engineering & Technology Department of Mechanical Engineering Course Information SheetDocument9 pagesSwarnandhra College of Engineering & Technology Department of Mechanical Engineering Course Information SheetgopichandallakaNo ratings yet
- MP Week 01Document20 pagesMP Week 01nabeelaNo ratings yet
- Introduction To Open Hole LoggingDocument277 pagesIntroduction To Open Hole LoggingKean PerezNo ratings yet
- 20mtrn04c Lab Reporting AssessmentDocument11 pages20mtrn04c Lab Reporting AssessmentIbrahim HasanNo ratings yet
- Welcome To Biochemistry: Professor Dean TolanDocument9 pagesWelcome To Biochemistry: Professor Dean Tolanerete11No ratings yet
- Ch8 L21 22 FrictionDocument28 pagesCh8 L21 22 FrictionLibraryNo ratings yet
- EE124 Lecture 1 Introduction and Operational Amplifier Jan 27 Spring 2020 PDFDocument46 pagesEE124 Lecture 1 Introduction and Operational Amplifier Jan 27 Spring 2020 PDFSabeeq KarimNo ratings yet
- Technical University of ChemnitzDocument4 pagesTechnical University of ChemnitzMohd Rashid JaafarNo ratings yet
- Lab Sheet - Long Module - Fatigue EML 3852Document3 pagesLab Sheet - Long Module - Fatigue EML 3852LENSA JEBATNo ratings yet
- Technical Training Centre Diesel Loco Modernisation Works PatialaDocument15 pagesTechnical Training Centre Diesel Loco Modernisation Works PatialaVikash KpNo ratings yet
- Midmark Sterilizer Range: Fast Cycles. Sleek Design. Reliable ProcessingDocument2 pagesMidmark Sterilizer Range: Fast Cycles. Sleek Design. Reliable ProcessingEquipamed RMVNo ratings yet
- Material Testing User Manual PDFDocument41 pagesMaterial Testing User Manual PDFamol_aradwadNo ratings yet
- Maths 2021 Paper 3Document24 pagesMaths 2021 Paper 3Mohamed DehcharNo ratings yet
- Mini Project Brief For Steel Design & Cad - AY2023 - 2024Document8 pagesMini Project Brief For Steel Design & Cad - AY2023 - 2024krugan652No ratings yet
- BABTWRDocument2 pagesBABTWRGauravJainNo ratings yet
- EN - MEC - O2.3 - LAB5 - Student's GuideDocument3 pagesEN - MEC - O2.3 - LAB5 - Student's GuideJeff Zaraki MbogneNo ratings yet
- Laboratory Investigation and Report Form Part A: (Ref. SOP LAB-055.)Document4 pagesLaboratory Investigation and Report Form Part A: (Ref. SOP LAB-055.)Ira NurjannahNo ratings yet
- Chapter 9 - Part 1Document63 pagesChapter 9 - Part 1muhammad izzul100% (1)
- Hojas de Sierra Wood-Mizer.Document8 pagesHojas de Sierra Wood-Mizer.Enrique HernandezNo ratings yet
- Series of Eyeleting Machine: Chengdu A-OK Electromechanical Equipment Co.,LtdDocument8 pagesSeries of Eyeleting Machine: Chengdu A-OK Electromechanical Equipment Co.,LtdTimmy Shop TimmyCareNo ratings yet
- The Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsDocument14 pagesThe Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsardeshirNo ratings yet
- LPG Storage Tank Installation Manual DataDocument3 pagesLPG Storage Tank Installation Manual DataAnonymous LB03ZlOrf100% (1)
- Make ShiftDocument6 pagesMake ShiftAnnamarie SanDiegoNo ratings yet
- Regenerated FibresDocument31 pagesRegenerated Fibreszxy_cbe100% (1)
- Bomba Vacio C Lateral FPZ TDDocument52 pagesBomba Vacio C Lateral FPZ TDchristian_ignacioNo ratings yet
- GH 961Document1 pageGH 961ÄhmêdÄBdulhåqNo ratings yet
- Turf TigerDocument30 pagesTurf TigerNicole Dechert100% (1)
- Brochure Trust Single LayerDocument8 pagesBrochure Trust Single LayerPaulo DiasNo ratings yet
- POLO-INFO POLO-KAL NG Ratstop 08-2019 ENDocument2 pagesPOLO-INFO POLO-KAL NG Ratstop 08-2019 ENBaakir KarkoshNo ratings yet
- LQR 1Document4 pagesLQR 1ananNo ratings yet
- ASV ST50 Service ManualDocument114 pagesASV ST50 Service ManualbrunosamaeianNo ratings yet
- Gulf Fasteners & Metal Industries ProfileDocument4 pagesGulf Fasteners & Metal Industries ProfiledprosenjitNo ratings yet
- 3 Faze ConverterDocument22 pages3 Faze ConverterCristi Chihaia100% (1)
- Synthotech e BrochureDocument14 pagesSynthotech e BrochurePeter FormanNo ratings yet
- Product Bulletin Fisher Large Ed Ewd Et Ewt Valves Nps 12 Through 30 en 122576Document20 pagesProduct Bulletin Fisher Large Ed Ewd Et Ewt Valves Nps 12 Through 30 en 122576franciscocruz29No ratings yet
- Isuzu FX Fy GX Series 2011 2013my Engine 6uz1 Euro5 Workshop ManualDocument22 pagesIsuzu FX Fy GX Series 2011 2013my Engine 6uz1 Euro5 Workshop Manualreneehayes080299ifg100% (57)
- S-1 General NotesDocument1 pageS-1 General NotesEngr. Robnick PaduaNo ratings yet
- FBE Installation Manual PDFDocument60 pagesFBE Installation Manual PDFMario R. KallabNo ratings yet
- Grilles & RegistersDocument19 pagesGrilles & RegistersBelal AlrwadiehNo ratings yet
- HP Security-Matrix 2021Document44 pagesHP Security-Matrix 2021kswongNo ratings yet
- Astm C76MDocument11 pagesAstm C76MPedro Henrry Marza ColqueNo ratings yet
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document7 pagesTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalNo ratings yet
- Report Sieve AnalysisDocument7 pagesReport Sieve AnalysisNurul Ain Mohd0% (1)
- Fibre Reinforced Concrete PDFDocument6 pagesFibre Reinforced Concrete PDFAref AbadelNo ratings yet
- Force Weight Flow MeasurementDocument98 pagesForce Weight Flow Measurementvenkat aNo ratings yet
- Operations Manual Tracks PDFDocument59 pagesOperations Manual Tracks PDFELMERNo ratings yet
- Rab Rehab Kantor Agama KonutDocument14 pagesRab Rehab Kantor Agama KonutLa Ode Muhamad SalehNo ratings yet