You might also like
- ScadaDocument13 pagesScadamdayyub50% (6)
- Presentation SCADA GroupDocument59 pagesPresentation SCADA GroupUdit Upreti100% (1)
- 2022 E-Z Line Product Catalog PDFDocument35 pages2022 E-Z Line Product Catalog PDFKyle Shepard100% (3)
- Astm F468-2012Document14 pagesAstm F468-2012Svetlana PerekopskayaNo ratings yet
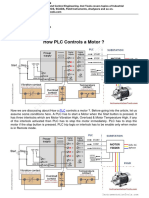
- PLC Motor ProgrammingDocument4 pagesPLC Motor ProgrammingInstrumentation ToolsNo ratings yet
- PLC WiringDocument7 pagesPLC WiringInstrumentation ToolsNo ratings yet
- PLC AutomationDocument47 pagesPLC AutomationAman AJNo ratings yet
- Introduction To PLCDocument59 pagesIntroduction To PLCAbdisa BegnaNo ratings yet
- BY: Sayed Qaisar Shah Bs Telecom, Ccna, Cwna REG# A1DE-109004 DATE: 01-08-12Document44 pagesBY: Sayed Qaisar Shah Bs Telecom, Ccna, Cwna REG# A1DE-109004 DATE: 01-08-12Muntaha Daudpota100% (1)
- Introduction To PLCsDocument42 pagesIntroduction To PLCsArun Kumar YadavNo ratings yet
- Dcs Vs ScadaDocument44 pagesDcs Vs ScadaSAYED QAISAR SHAH100% (1)
- Scada BasicsDocument14 pagesScada Basicsanon-908581100% (4)
- ABB 800XA Training ContentDocument7 pagesABB 800XA Training ContentDinesh DinuNo ratings yet
- Override Control SystemDocument4 pagesOverride Control SystemInstrumentation ToolsNo ratings yet
- Control TheoryDocument3 pagesControl TheoryInstrumentation ToolsNo ratings yet
- PLC Data Comparison InstructionsDocument4 pagesPLC Data Comparison InstructionsInstrumentation ToolsNo ratings yet
- PLC Ladder Logic Example ProgramDocument4 pagesPLC Ladder Logic Example ProgramInstrumentation ToolsNo ratings yet
- PLC Math InstructionsDocument4 pagesPLC Math InstructionsInstrumentation ToolsNo ratings yet
- Short Note On Pid and PLC - 2Document4 pagesShort Note On Pid and PLC - 2Radab HameedNo ratings yet
- PLC Ladder Logic Example of AlarmsDocument8 pagesPLC Ladder Logic Example of AlarmsInstrumentation ToolsNo ratings yet
- Simple PLC ProgramDocument5 pagesSimple PLC ProgramInstrumentation ToolsNo ratings yet
- Introduction To PLC PDFDocument8 pagesIntroduction To PLC PDFKhodr ChehadeNo ratings yet
- Chapter 4 Industrial AutomationDocument19 pagesChapter 4 Industrial AutomationMelkamu SimenehNo ratings yet
- Programmable Logic ControllerDocument8 pagesProgrammable Logic ControllerIbrahim KhleifatNo ratings yet
- Application of SCADA in PSDocument5 pagesApplication of SCADA in PSTeju NookalaNo ratings yet
- PID ControllerDocument8 pagesPID ControllerInstrumentation ToolsNo ratings yet
- 315 Robotic ArmDocument6 pages315 Robotic Armprasad357No ratings yet
- AcknowledgementDocument32 pagesAcknowledgementIsmail Afridi100% (1)
- PLC Dcs Scada 2docxDocument19 pagesPLC Dcs Scada 2docxMuhammad FaizanNo ratings yet
- SCADA - Wikipedia, The Free EncyclopediaDocument9 pagesSCADA - Wikipedia, The Free EncyclopediaDayanand Gowda KrNo ratings yet
- SCADADocument20 pagesSCADAitsurturn000No ratings yet
- PLC Programming For Conveyor MotorDocument4 pagesPLC Programming For Conveyor MotorInstrumentation ToolsNo ratings yet
- Programmable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Document5 pagesProgrammable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Danelle GeamalaNo ratings yet
- PLC Motor LogicDocument5 pagesPLC Motor LogicInstrumentation ToolsNo ratings yet
- From Design To Implementation: Linear ControllersDocument22 pagesFrom Design To Implementation: Linear Controllersสหายดิว ลูกพระอาทิตย์No ratings yet
- What Is Automation: Delegation of Human Control Functions To Technical Equipment Aimed Towards AchievingDocument26 pagesWhat Is Automation: Delegation of Human Control Functions To Technical Equipment Aimed Towards AchievingVeeraperumal ArumugamNo ratings yet
- Unit II Course MaterialDocument11 pagesUnit II Course MaterialKumaresan ElectronicsNo ratings yet
- Programmable Logic ControllerDocument5 pagesProgrammable Logic ControllerShah JayNo ratings yet
- Preboard Exam in Ee 2Document14 pagesPreboard Exam in Ee 2Christian Benedict SolomonNo ratings yet
- PLC and Scada Abstract PDFDocument6 pagesPLC and Scada Abstract PDFTushar Kant100% (1)
- Level Transmitter CalibrationDocument3 pagesLevel Transmitter CalibrationInstrumentation ToolsNo ratings yet
- Industrial Drives & Automation Using PLCDocument6 pagesIndustrial Drives & Automation Using PLCGeetha VaishanaviNo ratings yet
- Lecture 2 - PLC and SCADA IntrductionDocument17 pagesLecture 2 - PLC and SCADA IntrductionDilip Kumar JenaNo ratings yet
- ScadaDocument47 pagesScadajas90192100% (1)
- Instrumentation and ControlDocument25 pagesInstrumentation and ControlPTk Daryl Cabañero TayongNo ratings yet
- Dhen AutomationDocument6 pagesDhen AutomationPaul Allen LegarteNo ratings yet
- Industrial Automation System: AbstractDocument6 pagesIndustrial Automation System: AbstractEngr Nayyer Nayyab MalikNo ratings yet
- Programmable Logic Controller (PLC) : The Need For PlcsDocument6 pagesProgrammable Logic Controller (PLC) : The Need For Plcsaditya bhandakkarNo ratings yet
- Ion & Control Eng'gDocument106 pagesIon & Control Eng'gMark de GuzmanNo ratings yet
- Scada: Common System ComponentsDocument9 pagesScada: Common System Componentsperumal1312No ratings yet
- Controller System For Industrial AutomatDocument27 pagesController System For Industrial AutomatALI SABIRNo ratings yet
- PLC Vs Rtu: LanguageDocument6 pagesPLC Vs Rtu: LanguageAgustino GersonNo ratings yet
- Design of A SCADA Graphical User Interface For An Industrial ProcessDocument5 pagesDesign of A SCADA Graphical User Interface For An Industrial ProcessvighneshNo ratings yet
- PLC Programming ExamplesDocument3 pagesPLC Programming ExamplesInstrumentation ToolsNo ratings yet
- Unit 2: What Is SCADA?Document7 pagesUnit 2: What Is SCADA?VinitaVartakNo ratings yet
- PC Based Industrial Automation With AVR Atmega 16 - Project ReportDocument33 pagesPC Based Industrial Automation With AVR Atmega 16 - Project ReportRobo IndiaNo ratings yet
- Common System ComponentsDocument24 pagesCommon System ComponentsPrabhat SharmaNo ratings yet
- Automation Summer Training ReportDocument45 pagesAutomation Summer Training ReportLaxman GautamNo ratings yet
- 5 Ingredients That Make Scada Operation Delicious: Scada, Rtus, PLCS, ServersDocument18 pages5 Ingredients That Make Scada Operation Delicious: Scada, Rtus, PLCS, ServersAkram AshmawyNo ratings yet
- Paper Mill Operation and TheoryDocument85 pagesPaper Mill Operation and TheoryS Bharadwaj Reddy50% (2)
- Scada: Systems ConceptsDocument6 pagesScada: Systems ConceptsCalNo ratings yet
- PLCDocument14 pagesPLCPrateek S VirdiNo ratings yet
- PLC AnalogDocument3 pagesPLC AnalogInstrumentation ToolsNo ratings yet
- PLC ConfigurationDocument3 pagesPLC ConfigurationInstrumentation ToolsNo ratings yet
- PLC Questions and AnswersDocument13 pagesPLC Questions and AnswersInstrumentation ToolsNo ratings yet
- PLC IO ModulesDocument5 pagesPLC IO ModulesInstrumentation ToolsNo ratings yet
- PLC Logic Questions and AnswersDocument3 pagesPLC Logic Questions and AnswersInstrumentation ToolsNo ratings yet
- PLC Counter InstructionsDocument7 pagesPLC Counter InstructionsInstrumentation ToolsNo ratings yet
- PLC Ladder Logic Example of AlarmsDocument8 pagesPLC Ladder Logic Example of AlarmsInstrumentation ToolsNo ratings yet
- PLC Programming For PneumaticsDocument9 pagesPLC Programming For PneumaticsInstrumentation ToolsNo ratings yet
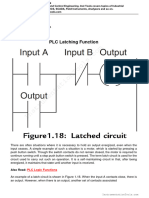
- PLC Latching FunctionDocument4 pagesPLC Latching FunctionInstrumentation ToolsNo ratings yet
- PLC Analog Input SamplingDocument2 pagesPLC Analog Input SamplingInstrumentation ToolsNo ratings yet
- PLC Motor LogicDocument5 pagesPLC Motor LogicInstrumentation ToolsNo ratings yet
- PLC LogicDocument8 pagesPLC LogicInstrumentation ToolsNo ratings yet
- Valve StandardsDocument3 pagesValve StandardsInstrumentation ToolsNo ratings yet
- Simple PLC ProgramDocument5 pagesSimple PLC ProgramInstrumentation ToolsNo ratings yet
- ThermowellsDocument3 pagesThermowellsInstrumentation ToolsNo ratings yet
- Level Sensor AnimationDocument2 pagesLevel Sensor AnimationInstrumentation ToolsNo ratings yet
- Programmable Logic Controller ExampleDocument3 pagesProgrammable Logic Controller ExampleInstrumentation ToolsNo ratings yet
- Linear Approximation Non Linear SystemDocument5 pagesLinear Approximation Non Linear SystemInstrumentation ToolsNo ratings yet
- Level Sensors TerminologyDocument6 pagesLevel Sensors TerminologyInstrumentation ToolsNo ratings yet
- Liapunovs Stability CriterionDocument4 pagesLiapunovs Stability CriterionInstrumentation ToolsNo ratings yet
- Liapunovs StabilityDocument2 pagesLiapunovs StabilityInstrumentation ToolsNo ratings yet
- Level Measurement MCQ QuestionsDocument6 pagesLevel Measurement MCQ QuestionsInstrumentation ToolsNo ratings yet
- Linear To Square Root ExtractionDocument2 pagesLinear To Square Root ExtractionInstrumentation ToolsNo ratings yet
- Linear Ma To Square Root MaDocument1 pageLinear Ma To Square Root MaInstrumentation ToolsNo ratings yet
- 0620 Chemistry: MARK SCHEME For The March 2015 SeriesDocument44 pages0620 Chemistry: MARK SCHEME For The March 2015 Seriesaung aungNo ratings yet
- Gay-Lussac's Law: The Third Gas LawDocument11 pagesGay-Lussac's Law: The Third Gas LawJane SalomonNo ratings yet
- DLP Science 9 Q3 Week 3Document4 pagesDLP Science 9 Q3 Week 3Gabriel PachecoNo ratings yet
- Troubleshooting Depth FiltrationDocument5 pagesTroubleshooting Depth FiltrationAnonymous 2TfNdCgNo ratings yet
- Burning Magnesium Chemistry LabDocument3 pagesBurning Magnesium Chemistry Labsophienorton50% (2)
- A Practical Guide To Microstructural Analysis of Cementitious MaterialsDocument3 pagesA Practical Guide To Microstructural Analysis of Cementitious Materialsኦርቶዶክስ ተዋህዶNo ratings yet
- Worksheet - 01 The Solid State: ChemistryDocument2 pagesWorksheet - 01 The Solid State: ChemistryAbhyudith BharadwajNo ratings yet
- Code:9A01101 B.Tech I Year (R09) Regular & Supplementary Examinations, May/June 2011 Engineering MechanicsDocument4 pagesCode:9A01101 B.Tech I Year (R09) Regular & Supplementary Examinations, May/June 2011 Engineering MechanicssivabharathamurthyNo ratings yet
- Interlocking Stabilised Soil Blocks ISSB UETN 20Document4 pagesInterlocking Stabilised Soil Blocks ISSB UETN 20DhavamNo ratings yet
- Mos MCQDocument11 pagesMos MCQharisNo ratings yet
- SCHR Odinger Equation, One-Dimensional ProblemsDocument1 pageSCHR Odinger Equation, One-Dimensional Problemscamelrider123No ratings yet
- EnggDocument141 pagesEnggJonnah Faye MojaresNo ratings yet
- An Overview of The Treatment of Print Ink WastewatersDocument5 pagesAn Overview of The Treatment of Print Ink WastewatersBryan Alberto Cueva VásquezNo ratings yet
- Organic Photo ChemistryDocument21 pagesOrganic Photo ChemistryAmal Cherian KNo ratings yet
- Exp 5 KLa MeasurementDocument12 pagesExp 5 KLa MeasurementIzzu NainNo ratings yet
- Plume Dispersion Coefficient GraphsDocument18 pagesPlume Dispersion Coefficient GraphsEmanuel Maman TapuNo ratings yet
- College of Engineering: Samar State University Arteche BLVD., Catbalogan City, Philippines 6700Document4 pagesCollege of Engineering: Samar State University Arteche BLVD., Catbalogan City, Philippines 6700Tara MahinayNo ratings yet
- ME101 Lecture04 KDDocument24 pagesME101 Lecture04 KDeg4034No ratings yet
- 1st QUARTER GRADE 7 SCIENCE EXAMINATION 2021 2022Document7 pages1st QUARTER GRADE 7 SCIENCE EXAMINATION 2021 2022Elmar Delos SantosNo ratings yet
- Assignment / Test - Sloved:-Metal Joining Processes-:: (A) Resistance WeldingDocument37 pagesAssignment / Test - Sloved:-Metal Joining Processes-:: (A) Resistance WeldingFiron Kumar RanaNo ratings yet
- Emission LabDocument2 pagesEmission LabFederico PiñeyroNo ratings yet
- Advanced Inorganic Chemistry (CHM4301) : Alkenes and AlkynesDocument19 pagesAdvanced Inorganic Chemistry (CHM4301) : Alkenes and AlkynesAnonymous lClX1bNo ratings yet
- Catalase Lab Project PosterDocument1 pageCatalase Lab Project Posterapi-411085091No ratings yet
- Chemistry Interview QuestionsDocument3 pagesChemistry Interview Questionskhawla djelidaNo ratings yet
- Klueber 2093847472 - Man - 0100 - enDocument6 pagesKlueber 2093847472 - Man - 0100 - enSrdjan MihaljevicNo ratings yet
- Certificado UL1703 Celda SolarDocument70 pagesCertificado UL1703 Celda SolarIEE SOLARNo ratings yet
- GV-BEKA Wind - Energy - LRDocument24 pagesGV-BEKA Wind - Energy - LRRoffepNo ratings yet
- Problem 10.8Document4 pagesProblem 10.8David Anold DubeNo ratings yet