You might also like
- 1997 Factory Service ManualDocument1,724 pages1997 Factory Service ManualJose Herrera100% (1)
- 4 BenderScoreDocument1 page4 BenderScoreAnton Henry Miaga0% (1)
- True HealthDocument112 pagesTrue Healthmarianaluca100% (2)
- WRT 114: Writing CultureDocument11 pagesWRT 114: Writing CulturePatrick W. BerryNo ratings yet
- Orange BookDocument43 pagesOrange BookbiosiriNo ratings yet
- How To Track Macros in 3 Simple Steps - EditedDocument21 pagesHow To Track Macros in 3 Simple Steps - EditedTilak Raj100% (1)
- Cement Mill ReportDocument13 pagesCement Mill ReportYhaneNo ratings yet
- The Greater Heaven Meditation - Meridian Qigong - Energy Gates QigongDocument9 pagesThe Greater Heaven Meditation - Meridian Qigong - Energy Gates Qigongspiraldao100% (1)
- Kiln Start Up Procedures PDFDocument12 pagesKiln Start Up Procedures PDFfaheemqc100% (2)
- Shell Welding ProcedureDocument7 pagesShell Welding ProcedurePravesh Modi100% (2)
- 02-Specification Mock ExamDocument9 pages02-Specification Mock ExamCRISTIAN SILVIU IANUC100% (1)
- Urine AnalysisDocument69 pagesUrine AnalysisAffan ElahiNo ratings yet
- Prepare A Boiler For SurveyDocument9 pagesPrepare A Boiler For SurveyLakshmikanthNo ratings yet
- Heat Treatment Procedure.Document15 pagesHeat Treatment Procedure.Vijay ShamNo ratings yet
- Emd-Mi927 IntercoolerDocument8 pagesEmd-Mi927 IntercoolerVictor Raul Tobosque MuñozNo ratings yet
- Standard Procedure of Steam Blowing TestDocument4 pagesStandard Procedure of Steam Blowing TestDennis B. YapNo ratings yet
- Manufactouring Agreement Semiconductors Template - 1Document21 pagesManufactouring Agreement Semiconductors Template - 1David Jay MorNo ratings yet
- Haramase Simulator Achievement GuideDocument3 pagesHaramase Simulator Achievement GuideRisdiansyah 08633% (9)
- Sample Heat Treatment ProcedureDocument13 pagesSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- Heat Loss Through TankDocument56 pagesHeat Loss Through Tankinamdar_sameerNo ratings yet
- MFD Part2 Pastpapers According To SubjectsDocument255 pagesMFD Part2 Pastpapers According To SubjectsEnea Nastri100% (3)
- Chapter 1Document6 pagesChapter 1kenetic0186% (7)
- E. Steam Power Plant - Pe - ExamDocument4 pagesE. Steam Power Plant - Pe - ExamallovidNo ratings yet
- Procedure of Bearing and Coupling Installation Using Conventional Heating MethodDocument2 pagesProcedure of Bearing and Coupling Installation Using Conventional Heating MethodFranco Angelo RegenciaNo ratings yet
- Conventional Heating Method For Bearing and Coupling InstallationDocument2 pagesConventional Heating Method For Bearing and Coupling InstallationFranco Angelo RegenciaNo ratings yet
- Thermal Expansion of Wingwall SuperheaterDocument3 pagesThermal Expansion of Wingwall Superheaterbeh XulNo ratings yet
- Wingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018Document3 pagesWingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018parthi20065768No ratings yet
- Maintenance Manual For BG Coaches of ICF Design Rolling GearDocument9 pagesMaintenance Manual For BG Coaches of ICF Design Rolling GearChandra BhaskarNo ratings yet
- Furnace ProceduresDocument6 pagesFurnace ProceduresArunNo ratings yet
- AP BOE-2013 Paper-1 SolutionDocument9 pagesAP BOE-2013 Paper-1 SolutionAlok Doshi50% (2)
- PG Test of BTGDocument7 pagesPG Test of BTGO&E CeplNo ratings yet
- Me Me 2102Document20 pagesMe Me 2102Ariyan Abrar SaifNo ratings yet
- Expansion or Contraction of Coal by The Sole-Heated Oven: Standard Test Method ForDocument5 pagesExpansion or Contraction of Coal by The Sole-Heated Oven: Standard Test Method Formohamed fathiNo ratings yet
- 155-157 Bilge System - 1Document3 pages155-157 Bilge System - 1ParthivNo ratings yet
- Boufarik Generator Equipment Serial # 324X045: Reference: Rev.: - SectionDocument6 pagesBoufarik Generator Equipment Serial # 324X045: Reference: Rev.: - SectionFEKO56No ratings yet
- T122 TorsionalDocument6 pagesT122 Torsionalprabin kumar ashishNo ratings yet
- Distorsion Corrective TechniquesDocument4 pagesDistorsion Corrective TechniquesMathew RodriguezNo ratings yet
- Method of Test For Density and Air Voids of Asphalt Concrete by The Gyratory MethodDocument9 pagesMethod of Test For Density and Air Voids of Asphalt Concrete by The Gyratory MethodIbrahim FawwazNo ratings yet
- RP-01-05 - Retread Heat and Thermocouple SDocument31 pagesRP-01-05 - Retread Heat and Thermocouple SGustavo PomaqueroNo ratings yet
- Determine The Material Flow Behavior AZ31B MG Alloy by Changing It Into A Conical ShapeDocument5 pagesDetermine The Material Flow Behavior AZ31B MG Alloy by Changing It Into A Conical ShapeInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Providing Sustainable Energy Solutions Worldwide: Installation-And Maintenance InstructionDocument20 pagesProviding Sustainable Energy Solutions Worldwide: Installation-And Maintenance Instructioncristian villegasNo ratings yet
- Bringing A Boiler On-Line From Cold AR PWIR KS - V3 170816Document5 pagesBringing A Boiler On-Line From Cold AR PWIR KS - V3 170816cadhoaNo ratings yet
- Bentone Burner Operating InstructionsDocument20 pagesBentone Burner Operating InstructionsVikk Suriya100% (2)
- RME Practice ExamDocument12 pagesRME Practice ExamKaiser CarloNo ratings yet
- Drying Out Process For TransformerDocument4 pagesDrying Out Process For TransformerAradhana Ray100% (1)
- Astm D 2014 - 97 (2010)Document5 pagesAstm D 2014 - 97 (2010)alexander guerraNo ratings yet
- Installation and Removal of Interference Compressor Drive Coupling Hubs, Edit BMDocument3 pagesInstallation and Removal of Interference Compressor Drive Coupling Hubs, Edit BMjose luis rattiaNo ratings yet
- Brazing Pipe: Apply Alloy Here Heat Draws Alloy UpwardDocument6 pagesBrazing Pipe: Apply Alloy Here Heat Draws Alloy UpwardWilly UioNo ratings yet
- B30a Oil BurnerDocument20 pagesB30a Oil BurnerPiyush DhimanNo ratings yet
- TECHNOLOGY4 Answer 2Document7 pagesTECHNOLOGY4 Answer 2ابومحمد الكنانيNo ratings yet
- Instr Bentone B40a en 0 PDFDocument13 pagesInstr Bentone B40a en 0 PDFमेनसन लाखेमरूNo ratings yet
- Bomb CalorimeterDocument3 pagesBomb CalorimeterDeeptanu DattaNo ratings yet
- Use of Electric Downhole Heaters To Improve Production and Recovery of Heavy, Viscous Oil in California and VenezuelaDocument10 pagesUse of Electric Downhole Heaters To Improve Production and Recovery of Heavy, Viscous Oil in California and VenezuelaJonathan FariasNo ratings yet
- Model CBR 125-800 HP Boilers: 2.05 Efficiency GuaranteeDocument5 pagesModel CBR 125-800 HP Boilers: 2.05 Efficiency GuaranteesebaversaNo ratings yet
- Action To Taken During Scavange FireDocument7 pagesAction To Taken During Scavange FireVinothen RajNo ratings yet
- Burner 52Document2 pagesBurner 52ynmoihcppwlkaizbciNo ratings yet
- OMB Alorimetry: ReparationDocument5 pagesOMB Alorimetry: ReparationrajmehaNo ratings yet
- EKM Engineering Knowledge MotorDocument22 pagesEKM Engineering Knowledge MotorMc Den Al BakryNo ratings yet
- Compact Installation ManualDocument20 pagesCompact Installation Manualasjoben1002No ratings yet
- BoilerDocument42 pagesBoilerakram husseinNo ratings yet
- Questionaire Requested PIPEDocument7 pagesQuestionaire Requested PIPERhizhailNo ratings yet
- Cooker Hood Hotte Dunstabzugshaube Dampkap Cappa Campana ExaustorDocument5 pagesCooker Hood Hotte Dunstabzugshaube Dampkap Cappa Campana ExaustorAleksander RzeczyckiNo ratings yet
- CB CBLE HW SpecsDocument11 pagesCB CBLE HW SpecsDiogenes Rafael TorresNo ratings yet
- Sample QuestionsDocument3 pagesSample QuestionsRAJKUMARNo ratings yet
- Softening Point Test ApparatusDocument1 pageSoftening Point Test ApparatusUsman HasanNo ratings yet
- Colo Gas Curing Oven enDocument14 pagesColo Gas Curing Oven ensharklink blackNo ratings yet
- Principles of Refrigeration Job Report INDocument5 pagesPrinciples of Refrigeration Job Report INAlexsander JacobNo ratings yet
- Service RSVP Post Weld Heat TreatDocument2 pagesService RSVP Post Weld Heat Treat1339979No ratings yet
- MEP112 Thermal Power Engneering Sp21 V01Document3 pagesMEP112 Thermal Power Engneering Sp21 V01Mohamed AliNo ratings yet
- 8 Series Steam or Hot Water Boiler-Burner Unit Installation & Operating InstructionsDocument24 pages8 Series Steam or Hot Water Boiler-Burner Unit Installation & Operating Instructionsmanuals1121No ratings yet
- Corrosion Protection Solutions For Oil, Gas and Water Transmission PipelinesDocument6 pagesCorrosion Protection Solutions For Oil, Gas and Water Transmission PipelinesAntonio RamirezNo ratings yet
- AIA Boiler Specification CM2 v1.2 Master Spec PDFDocument11 pagesAIA Boiler Specification CM2 v1.2 Master Spec PDFbotosionNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Nestle Project AssignmentDocument21 pagesNestle Project AssignmentAwais AfzalNo ratings yet
- MSDS ProkleenDocument6 pagesMSDS ProkleenDesta Eka PrasetyaNo ratings yet
- PEOPLE vs. NONOY EBET CRIMDocument2 pagesPEOPLE vs. NONOY EBET CRIMKayee KatNo ratings yet
- Assignment4-2023 For Numerical AnalysisDocument3 pagesAssignment4-2023 For Numerical AnalysisPratyush Kumar SinghNo ratings yet
- Scarlett Ball - Wicreflecttemp23Document3 pagesScarlett Ball - Wicreflecttemp23api-665569952No ratings yet
- Polybond PVA: PVA Based Bonding Agent and AdmixtureDocument2 pagesPolybond PVA: PVA Based Bonding Agent and AdmixtureHtun ZarniNo ratings yet
- Semisolid Dosage Forms - Ointments, Pastes and JelliesDocument46 pagesSemisolid Dosage Forms - Ointments, Pastes and JelliesKhushbooNo ratings yet
- Improving Food Security and Market Linkages For SmallholdersDocument45 pagesImproving Food Security and Market Linkages For SmallholdersRicardo SotoNo ratings yet
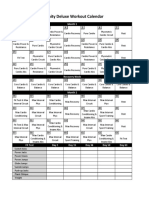
- Insanity Workout Deluxe Calendar SimpleDocument1 pageInsanity Workout Deluxe Calendar SimpleCristian Manuel GonzálezNo ratings yet
- Exercise 2Document9 pagesExercise 2Meryem LamhamdiNo ratings yet
- Update CV Hse Engineer SlimaniDocument3 pagesUpdate CV Hse Engineer SlimanialiouecheNo ratings yet
- Jared Hunter ResignationDocument1 pageJared Hunter ResignationAnna BeahmNo ratings yet
- Best Practices For Trauma-Informed InstructionDocument11 pagesBest Practices For Trauma-Informed InstructionColectivo de Formación Docente Samuel RobinsonNo ratings yet
- Starters: Please Ask Our Waiting Staff For Our Today'S Special MenuDocument2 pagesStarters: Please Ask Our Waiting Staff For Our Today'S Special MenuAdrian HartantoNo ratings yet
- Bill D External Works FormatDocument189 pagesBill D External Works FormatJoanna YunusNo ratings yet
- ! 19 Organic Rankine CycleDocument14 pages! 19 Organic Rankine Cyclesapcuta16smenNo ratings yet
- 2 Infectious Disease EpidemiologyDocument62 pages2 Infectious Disease Epidemiologykindness jawoNo ratings yet