back to chapter overview / all chapters
1 STICK ELECTRODES
TYPE EN -ISO and ASME -AWS MECHANICAL
PROPERTIES
ANALYSIS APPLICATION
1. CELLULOSIC NON- AND LOW - ALLOY STEEL
CEWELD 9606-1: FM1 T > 520 MPa C < 0,12 E 6010 is a cellulosic coated electrode for all position pipe welding designed espe-
E 6010 Sect IX QW-432: F-No. 3 Y > 380 MPa Mn ~ 0,6 cially for vertical down root pass welding on DC- polarity and for subsequent passes on
2560-A: E > 22% Si ~ 0,2 DC+ polarity. Apart from its excellent welding and gap bridging characteristics E 6010
E 38 3 C 21 I > 47J (-30 °C) P < 0,25 offers a weld deposit with outstanding impact values and thus offers the benefit of still
A5.1: S < 0,25 more safety in field welding of pipelines. St: 37.2, 44.2, 37.3, 52.3, H1, H11, 37.0, 52.0,
E6010 37.4, 52.4, 35.8, 45.8, 210.7, 360.7, X42, X60, A-D
CEWELD 9606-1: FM1 T > 530 MPa C < 0,14 E 7010 is our cellulosic electrode for vertical down welding of hot and filler passes
E 7010 Sect IX QW-432: F-No. 3 Y > 420 MPa Mn ~ 1,0 as well as for capping of higher strength pipe steels particularly for API grades X56
2560-A: E > 22% Si ~ 0,18 and X60 or ISO grades P360.7 TM/P385.7 TM. In general the electrode is suited for root
E 42 3 C 25 I > 47J (-20 °C) P < 0,25 passes, however, in most cases, even on higher strength pipes, our E 6010 is preferred.
A5.5: S < 0,25
7010-P1
2. RUTILE NON- AND LOW-ALLOY STEEL
CEWELD 9606-1: FM1 T ~ 550 MPa C < 0,10 E 6013 Root is a thick rutile-basic coated electrode for welding low alloyed steels with
E 6013 Root Sect IX QW-432: F-No. 2 Y > 380 MPa Mn ~ 0,5 a tensile strength up to 510 MPa. Recommended for root welding in pipelines due to
2560-A: E > 22% Si ~ 0,2 excellent welding properties. The weld metal deposit has high mechanical properties
E 38 2 RB 12 I > 47J (-20 °C) P < 0,25 and can be used for a wide range of materials.
A 5.1: S < 0,25
E 6013
CEWELD 9606-1: FM1 T ~ 510 MPa C < 0,08 E 6013 S is a medium thick coated electrode for all kinds of steel structures and
E 6013 S Sect IX QW-432: F-No. 2 Y > 360 MPa Mn ~ 0,5 is particularly suited for welding jobs at poorly accessible points and badly prepared
2560-A: E > 22% Si ~ 0,3 seams. The E 6013 S is weldable in all positions, in particular it is ideally suited for
E 38 0 RC 11 I > 60J (-20 °C) P < 0,25 vertical down welds. Viscous weld metal, hence good gap bridging. Easy slag removal
A 5.1: S < 0,25 and electrodes can be bent very well to improve accessibility to hard to reach places.
E 6012
CEWELD 9606-1: FM1 T ~ 520 MPa C < 0,08 E 6013 Fall is a special coated electrode developed for welding in vertical down
E 6013 Fall Sect IX QW-432: F-No. 2 Y > 360 MPa Mn ~ 0,6 position on old and polluted plates such as in ship repair with badly prepared seams
2560-A: E > 22% Si ~ 0,4 and / or polluted, galvanized or painted plates. The E 6013 Fall may be used in all
E 38 0 RC 11 I > 47J (20 °C) P < 0,25 positions. Viscous weld metal, hence good gap bridging. Electrodes can be bent and
A 5.1: S < 0,25 offers excellent resistance against moisture pick up!
E 6013
CEWELD 9606-1: FM1 T ~ 570 MPa C < 0,08 E 6013 T is a thick coated electrode for joining and surfacing of steel structures of all
E 6013 T Sect IX QW-432: F-No. 2 Y > 320 MPa Mn ~ 0,6 kinds in mechanical engineering, body and wagon building, in the fabrication of vessels
2560-A: E > 22% Si ~ 0,45 and containers, and in ship- building. The E 6013 T is easily weldable and possesses
E 42 0 RR 12 I > 47J (0 °C) P < 0,25 excellent welding properties in all positions except vertical down. Easy strike, no
A 5.1: S < 0,25 spatter losses. Very easy slag removal. Smooth, finely rippled seam surface and low
E 6013 fume.
CEWELD 9606-1: FM1 T ~ 560 MPa C < 0,08 E 1000 S is a medium thick coated electrode suitable for general construction and
E 1000 S Sect IX QW-432: F-No. 2 Y > 420 MPa Mn ~ 0,65 offers a very smooth seam surface. E 1000 S is suitable for all positions; 2,5 mm can
2560-A: E > 22% Si ~ 0,45 even be used in vertical down position. Medium fast freezing weld metal makes this
E 42 0 RC 11 I > 47J (0 °C) P < 0;25 electrode excellently suitable for root runs in vertical up position in pipe welding. The
A 5.1: S < 0,25 slag is self detaching and the special blue coating was developed to offer high resistan-
E 6013 ce against moisture pick up.
CEWELD 9606-1: FM1 T ~ 500 MPa C < 0,08 E 7024 (150) is a high performance electrode with a thick rutile coating and a
E 7024(150) Sect IX QW-432: F-No. 1 Y > 380 MPa Mn ~ 0,55 recovery of 150%. For joining and surfacing in mechanical engineering, body and wagon
2560-A: E > 22% Si ~ 0,25 building as well as in the fabrication of vessels and containers and in shipbuilding.
E 38 0 RR 53 I > 47J (0 °C) P < 0,035 Moreover this electrode can be used for all kinds of steel constructions. The E 7024
A 5.1: S < 0,035 (150) has a high current carrying capacity and good striking properties. This electrode is
E 7024 very economical thanks to low spatter losses and easy slag removal.
CEWELD 9606-1: FM1 T ~ 510 MPa C < 0,08 E 7024 (200) is a high performance electrode with a thick rutile coating and a
E 7024 (200) Sect IX QW-432: F-No. 1 Y ~ 430 MPa Mn ~ 0,75 recovery of 200%. For joining and surfacing in mechanical engineering, body and
2560-A: E > 22% Si ~ 0,3 wagon building as well as in the fabrication of vessels and containers and in
E 42 0 RR 74 I > 47 J (0 ˚C) P < 0,035 shipbuilding. Moreover this electrode can be used for all kinds of steel constructions.
A 5.1: S < 0,035 The E 7024 (200) has a high current carrying capacity and good striking properties.
E 7024 This electrode is very economical thanks to low spatter losses and easy slag removal.
CEWELD 9606-1: FM1 T ~ 580 MPa C < 0,07 E 7027 is a high performance electrode with a thick coating and a recovery of 150%.
E 7027 Sect IX QW-432: F-No. 1 Y > 420 MPa Mn ~ 1,0 For welding heavy machinery, body and wagon building as well as in the fabrication
2560-A: E > 22% Si ~ 0,3 of vessels and containers and in shipbuilding. Moreover this electrode is ideally suited
E 42 4 RA 53 I > 75 J ( 20 °C) P < 0,035 for primer treated or rusty materials and offers excellent impact properties down to
A 5.1 I > 47 J (-40 °C) S < 0,035 -40 °C. The E 7027 has a high current carrying capacity and self detaching porous slag
E 7027 (excellent for narrow gaps where the slag is often hard to remove).
1/6
You might also like
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Basic Fishing CourseDocument103 pagesBasic Fishing CourseAhmed100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefNo ratings yet
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraNo ratings yet
- Development AgreementDocument17 pagesDevelopment AgreementSridhara babu. N - ಶ್ರೀಧರ ಬಾಬು. ಎನ್67% (3)
- Wipro Offer LetterDocument14 pagesWipro Offer Lettertapan kumar singhaNo ratings yet
- Arc Welding Electrodes (Product Catalogue)Document28 pagesArc Welding Electrodes (Product Catalogue)ddprt123No ratings yet
- Protect - MNS Motor Management INSUM: Technical InformationDocument53 pagesProtect - MNS Motor Management INSUM: Technical InformationAbhijith Sreevalsam100% (1)
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- 16 Qiang Bai and Yong Bai: Pipeline InstallationDocument1 page16 Qiang Bai and Yong Bai: Pipeline InstallationAlireza KhodabandehNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelCarlos PadillaNo ratings yet
- Networking Straight-Through and Cross OverDocument25 pagesNetworking Straight-Through and Cross OverJan GolimanNo ratings yet
- City of Manila V IACDocument1 pageCity of Manila V IACCel GamoNo ratings yet
- Welding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationDocument6 pagesWelding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationTaufikWibowoNo ratings yet
- Standar Elektroda PDFDocument182 pagesStandar Elektroda PDFFakhar WindratamaNo ratings yet
- Utp 86 FNDocument1 pageUtp 86 FNc131508No ratings yet
- CERTILAS EN Edition2023 313Document1 pageCERTILAS EN Edition2023 313Alireza KhodabandehNo ratings yet
- Ceweld Catalogue 8-4-2016 enDocument48 pagesCeweld Catalogue 8-4-2016 enAzize AmrouneNo ratings yet
- Electrode Equivalaent NumbersDocument2 pagesElectrode Equivalaent NumbersRamdas100% (2)
- CERTILAS EN Edition2023 317Document1 pageCERTILAS EN Edition2023 317Alireza KhodabandehNo ratings yet
- Certilas CW CAT EN PDFDocument44 pagesCertilas CW CAT EN PDFwindsurferke007No ratings yet
- CERTILAS EN Edition2023 314Document1 pageCERTILAS EN Edition2023 314Alireza KhodabandehNo ratings yet
- MIP Bohler Welding Austwqrwq2332e3eddwria 98Document1 pageMIP Bohler Welding Austwqrwq2332e3eddwria 98maxi27No ratings yet
- CW CAT TABEL25!08!09 BewerkversieDocument46 pagesCW CAT TABEL25!08!09 BewerkversieAdeKusumahNo ratings yet
- CERTILAS EN Edition2023 320Document1 pageCERTILAS EN Edition2023 320Alireza KhodabandehNo ratings yet
- FOX CN 23-12 Mo-ADocument1 pageFOX CN 23-12 Mo-AVIRPOPNo ratings yet
- Mild Steel Welding Electrodes: Salient FeaturesDocument16 pagesMild Steel Welding Electrodes: Salient FeaturesHandrea Hadi SaputraNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
- CERTILAS EN Edition2023 315Document1 pageCERTILAS EN Edition2023 315Alireza KhodabandehNo ratings yet
- Fox CN 23-12-ADocument1 pageFox CN 23-12-AVIRPOPNo ratings yet
- L1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1Document1 pageL1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1cristian popescuNo ratings yet
- Catalogue MetalweldDocument17 pagesCatalogue MetalweldRadivojevic SasaNo ratings yet
- CERTILAS EN Edition2023 316Document1 pageCERTILAS EN Edition2023 316Alireza KhodabandehNo ratings yet
- Esab Ferroweld1Document1 pageEsab Ferroweld1Gokul RajanNo ratings yet
- Select Arc Catalogue Part 2Document10 pagesSelect Arc Catalogue Part 2lionheartedNo ratings yet
- OK 48.20 ESAB 36 H (SPL) : A Basic Coated Low-Hydrogen Electrode For MMAW A Basic Coated Electrode For MMAWDocument1 pageOK 48.20 ESAB 36 H (SPL) : A Basic Coated Low-Hydrogen Electrode For MMAW A Basic Coated Electrode For MMAWGokul RajanNo ratings yet
- Commercial Catalog PIVADocument12 pagesCommercial Catalog PIVAVanja Zoric SundicNo ratings yet
- 78 PDFDocument1 page78 PDFGogo PNo ratings yet
- DT-1.4462 WP 380: Stainless Steel Subarc Wire Fused Welding FluxDocument1 pageDT-1.4462 WP 380: Stainless Steel Subarc Wire Fused Welding Fluxmarketing.automatizatNo ratings yet
- Böhler Foxa7 Fox A 7Cn: DescriptionDocument1 pageBöhler Foxa7 Fox A 7Cn: Description2003vinayNo ratings yet
- Eutectrode 6666: Manual Arc Welding ElectrodeDocument1 pageEutectrode 6666: Manual Arc Welding ElectrodemortezaheidarianNo ratings yet
- 1 - UTP 614 KBDocument1 page1 - UTP 614 KBKrishna VachaNo ratings yet
- CERTILAS EN Edition2023 318Document1 pageCERTILAS EN Edition2023 318Alireza KhodabandehNo ratings yet
- Böhler Fox CN 29/9-A: DescriptionDocument1 pageBöhler Fox CN 29/9-A: DescriptionKadir Koray BozyelNo ratings yet
- Consumables For Duplex Stainless SteelDocument6 pagesConsumables For Duplex Stainless SteelMohamed FaragNo ratings yet
- Avesta: Welding Wire TIGDocument1 pageAvesta: Welding Wire TIGErenBaşaraNo ratings yet
- Section 2 - Nichia Welding ConsumableDocument9 pagesSection 2 - Nichia Welding ConsumableLodyNo ratings yet
- EutecTrode Manual Metal Arc Electrodes PDFDocument12 pagesEutecTrode Manual Metal Arc Electrodes PDFswapneel_kulkarniNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- 12 - Vdmee E69 4Document10 pages12 - Vdmee E69 4el_tirano_regresa7359100% (1)
- Avesta 2205 VDX Ac DCDocument1 pageAvesta 2205 VDX Ac DCpipedown456No ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeNguyen Anh TuanNo ratings yet
- Welding Electrodes CatalogueDocument7 pagesWelding Electrodes CatalogueFiroj Al HasanNo ratings yet
- UTP 655 32 SpecSheetDocument1 pageUTP 655 32 SpecSheetFadi HasnNo ratings yet
- EJ Handbook.A5Document261 pagesEJ Handbook.A5ElMacheteDelHuesoNo ratings yet
- Esab Ok 67 70Document1 pageEsab Ok 67 70anonimppNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- F7az Em12kDocument1 pageF7az Em12kKara WhiteNo ratings yet
- Special Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresDocument10 pagesSpecial Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresCarlos PadillaNo ratings yet
- Bluemetals CataloguesDocument2 pagesBluemetals CataloguesAdam LimNo ratings yet
- Lastek 90 Ceweld - Croni 29-9 S - 2013-06-27Document1 pageLastek 90 Ceweld - Croni 29-9 S - 2013-06-27Niksa ZekicNo ratings yet
- Utp 63Document1 pageUtp 63Eileen TylerNo ratings yet
- UTP For OffshoreDocument16 pagesUTP For Offshorekamals55No ratings yet
- Flux Cored Welding Wire Supershield 711: Chemical Composition (%) According To AwsDocument1 pageFlux Cored Welding Wire Supershield 711: Chemical Composition (%) According To AwsAjesh Kumar MuraleedharanNo ratings yet
- Metakworks Psi ElectrodesDocument4 pagesMetakworks Psi ElectrodesMaria Hanah MarieNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 07Document55 pagesIndian Institute of Welding - ANB Refresher Course - Module 07dayalram0% (1)
- 23Document1 page23Alireza KhodabandehNo ratings yet
- Finite Element Analysis: Pipeline Installation by Tow or PullDocument1 pageFinite Element Analysis: Pipeline Installation by Tow or PullAlireza KhodabandehNo ratings yet
- Untitled 2Document1 pageUntitled 2Alireza KhodabandehNo ratings yet
- Untitled 1Document1 pageUntitled 1Alireza KhodabandehNo ratings yet
- References: 20 Qiang Bai and Yong BaiDocument1 pageReferences: 20 Qiang Bai and Yong BaiAlireza KhodabandehNo ratings yet
- Wall Thickness and Material Grade Selection: GeneralDocument1 pageWall Thickness and Material Grade Selection: GeneralAlireza KhodabandehNo ratings yet
- Pipe Laying by Lay Vessel: Mode 1 Buckle Mode 2 Buckle Mode 3 Buckle Mode 4 BuckleDocument1 pagePipe Laying by Lay Vessel: Mode 1 Buckle Mode 2 Buckle Mode 3 Buckle Mode 4 BuckleAlireza KhodabandehNo ratings yet
- Bending Loads. External Impact Loads.: 24 Qiang Bai and Yong BaiDocument1 pageBending Loads. External Impact Loads.: 24 Qiang Bai and Yong BaiAlireza KhodabandehNo ratings yet
- Untitled 3Document1 pageUntitled 3Alireza KhodabandehNo ratings yet
- Rec Erc 84 332Document1 pageRec Erc 84 332Alireza KhodabandehNo ratings yet
- Rec Erc 84 317Document1 pageRec Erc 84 317Alireza KhodabandehNo ratings yet
- Rec Erc 84 329Document1 pageRec Erc 84 329Alireza KhodabandehNo ratings yet
- Rec Erc 84 334Document1 pageRec Erc 84 334Alireza KhodabandehNo ratings yet
- Untitled 6Document1 pageUntitled 6Alireza KhodabandehNo ratings yet
- Rec Erc 84 322Document1 pageRec Erc 84 322Alireza KhodabandehNo ratings yet
- Rec Erc 84 313Document1 pageRec Erc 84 313Alireza KhodabandehNo ratings yet
- Rec Erc 84 311Document1 pageRec Erc 84 311Alireza KhodabandehNo ratings yet
- Rec Erc 84 36Document1 pageRec Erc 84 36Alireza KhodabandehNo ratings yet
- Rec Erc 84 38Document1 pageRec Erc 84 38Alireza KhodabandehNo ratings yet
- Rec Erc 84 315Document1 pageRec Erc 84 315Alireza KhodabandehNo ratings yet
- 14 S. K. Gawali Et AlDocument1 page14 S. K. Gawali Et AlAlireza KhodabandehNo ratings yet
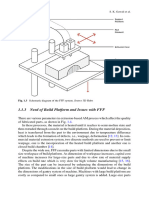
- 1.1.3 Need of Build Platform and Issues With FFF: 4 S. K. Gawali Et AlDocument1 page1.1.3 Need of Build Platform and Issues With FFF: 4 S. K. Gawali Et AlAlireza KhodabandehNo ratings yet
- 1.2.1 Design Methodology: 6 S. K. Gawali Et AlDocument1 page1.2.1 Design Methodology: 6 S. K. Gawali Et AlAlireza KhodabandehNo ratings yet
- 2 S. K. Gawali Et Al.: 1.1.1 Additive ManufacturingDocument1 page2 S. K. Gawali Et Al.: 1.1.1 Additive ManufacturingAlireza KhodabandehNo ratings yet
- Ni SiC AISI 304Document9 pagesNi SiC AISI 304Alireza KhodabandehNo ratings yet
- CERTILAS EN Edition2023 315Document1 pageCERTILAS EN Edition2023 315Alireza KhodabandehNo ratings yet
- 7th Congr Mat TestDocument6 pages7th Congr Mat TestAlireza KhodabandehNo ratings yet
- Marketing 3rd Quarter ReviewerDocument10 pagesMarketing 3rd Quarter ReviewerJohn Cris BuanNo ratings yet
- Master of Science in Analytics - Georgia TechDocument3 pagesMaster of Science in Analytics - Georgia TechSamir Yaddua Torres OrjedaNo ratings yet
- Divorce Bill Presentation (Revised)Document9 pagesDivorce Bill Presentation (Revised)Budz MarataNo ratings yet
- 1328866787Chp 2 - Residence and Scope of Total IncomeDocument5 pages1328866787Chp 2 - Residence and Scope of Total IncomeMohiNo ratings yet
- Design Methods For Clay and Concrete Block PavingDocument24 pagesDesign Methods For Clay and Concrete Block PavingArunashish MazumdarNo ratings yet
- CE 2022 Estimating and SpecificationsDocument102 pagesCE 2022 Estimating and SpecificationsKyaw Zin HeinNo ratings yet
- Excel Dashboards in 2023Document8 pagesExcel Dashboards in 2023Waqas AmjadNo ratings yet
- Marketing Ch3Document33 pagesMarketing Ch3Eslam RaslanNo ratings yet
- G.R. No. 193138, August 20, 2018 Aniceto G. Saludo, JR., Petitioner, V. Philippine National BANK, Respondent. Decision Jardeleza, J.Document12 pagesG.R. No. 193138, August 20, 2018 Aniceto G. Saludo, JR., Petitioner, V. Philippine National BANK, Respondent. Decision Jardeleza, J.Gellian eve OngNo ratings yet
- Resume SparkDocument4 pagesResume SparkleninbabusNo ratings yet
- BreakevenDocument4 pagesBreakevenmichaelurielNo ratings yet
- Commander SK Industrial Overview BrochureDocument8 pagesCommander SK Industrial Overview BrochureSteinþór Bjarni GrímssonNo ratings yet
- Scribie Transcription GuidelinesDocument2 pagesScribie Transcription GuidelinesFaishal AbrarNo ratings yet
- Introduction of The IonDocument77 pagesIntroduction of The IonLalnunsanga Pachuau LiannghawrNo ratings yet
- BA Chapter 8Document9 pagesBA Chapter 8My Duyen NguyenNo ratings yet
- Electrochimica Acta 50 (2005) 4174-4181Document8 pagesElectrochimica Acta 50 (2005) 4174-4181Dulce BaezaNo ratings yet
- Luca Utzeri, A087 211 857 (BIA July 16, 2014)Document10 pagesLuca Utzeri, A087 211 857 (BIA July 16, 2014)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- Manta Aislante ThermalceramicsDocument2 pagesManta Aislante Thermalceramicsjast111No ratings yet
- Car and Driver Buyer's Guide 2010Document151 pagesCar and Driver Buyer's Guide 2010killjoymsfNo ratings yet
- Level Switch Vibration Liquiphant S FTL 70 71 TIDocument20 pagesLevel Switch Vibration Liquiphant S FTL 70 71 TIHerman SandyNo ratings yet
- FM PDFDocument1 pageFM PDFnes2130No ratings yet
- LANDocument38 pagesLANDenise NelsonNo ratings yet
- Aldinga Bay's Coastal Views December 2014Document40 pagesAldinga Bay's Coastal Views December 2014Aldinga BayNo ratings yet
- Pakistan's Investment Climate: The Way ForwardDocument9 pagesPakistan's Investment Climate: The Way ForwardInstitute of Policy StudiesNo ratings yet