You might also like
- T Cbo Ebo Ceo C J STG Ja JCDocument19 pagesT Cbo Ebo Ceo C J STG Ja JCVinhNo ratings yet
- MFC 010Document104 pagesMFC 010rahmadhaniNo ratings yet
- Two Fa: Interpreting Ure RatesDocument14 pagesTwo Fa: Interpreting Ure RatesguhadebasisNo ratings yet
- MFC Series TdsDocument4 pagesMFC Series TdsYorky Manuel GomezNo ratings yet
- Membrane Generator PDFDocument2 pagesMembrane Generator PDFSudar MyshaNo ratings yet
- Insulation Piercing Conductors PDFDocument12 pagesInsulation Piercing Conductors PDFVepty whoopsNo ratings yet
- Raycus CW Fiber Laser 500-20000W Cutting ParametersDocument58 pagesRaycus CW Fiber Laser 500-20000W Cutting ParametersAsdf100% (1)
- Making Sense of MEMS and ASIC Monolithic Integration: Iain Rutherford - X-FAB MEMS FoundryDocument17 pagesMaking Sense of MEMS and ASIC Monolithic Integration: Iain Rutherford - X-FAB MEMS FoundryEduardo MarquesNo ratings yet
- Trans Chapter4Document37 pagesTrans Chapter4Sivapriya SamyNo ratings yet
- Clean Room StandardsDocument12 pagesClean Room StandardslakshminarayananNo ratings yet
- Maxiflow Heat Sink For Full Brick DC-DC Converter: Ats Part # Ats-1151-C1-R0Document1 pageMaxiflow Heat Sink For Full Brick DC-DC Converter: Ats Part # Ats-1151-C1-R0Robert SeredenkoNo ratings yet
- 7.AppNote 3.2 CementDocument4 pages7.AppNote 3.2 CementlehuylapNo ratings yet
- Bicmos 2003Document31 pagesBicmos 2003Naga NikhilNo ratings yet
- CMOS-MEMS Resonators and Their Applications: Sheng-Shian LiDocument7 pagesCMOS-MEMS Resonators and Their Applications: Sheng-Shian LimadhasNo ratings yet
- Clean Rooms and Controlled Areas (Sterile Area Classification) - Pharmaceutical GuidelinesDocument9 pagesClean Rooms and Controlled Areas (Sterile Area Classification) - Pharmaceutical GuidelinesASHOK KUMAR LENKA100% (1)
- ICOSSAR - Baje &. Bazu - CALIFORNIADocument9 pagesICOSSAR - Baje &. Bazu - CALIFORNIAbajenescoNo ratings yet
- IC Technology: Dr. Sachin D. Pabale Matosri College of Engineering and Research Centre, NasikDocument154 pagesIC Technology: Dr. Sachin D. Pabale Matosri College of Engineering and Research Centre, NasikRockRahilNo ratings yet
- Manual: Mini-Feed MF 05Document18 pagesManual: Mini-Feed MF 05Matias SoraireNo ratings yet
- Amphenol Connex CatalogDocument216 pagesAmphenol Connex Catalogjovares2099No ratings yet
- Cmos Technology: Classification of Silicon TechnologyDocument10 pagesCmos Technology: Classification of Silicon TechnologyfirsamNo ratings yet
- Silicon Optical Bench - Micralyne MEMS FoundryDocument2 pagesSilicon Optical Bench - Micralyne MEMS FoundryMicralyneNo ratings yet
- Microcor Erosion ProbesDocument3 pagesMicrocor Erosion ProbesYordan PerdomoNo ratings yet
- Performance Evaluation of Fully Depleted Silicon On Insulator MOSFETDocument7 pagesPerformance Evaluation of Fully Depleted Silicon On Insulator MOSFETIJEACS UKNo ratings yet
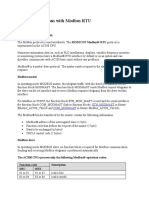
- AB Ac500 Modbus Rtu AddressingDocument20 pagesAB Ac500 Modbus Rtu Addressingshoorbeer100% (1)
- Maxiflow Heat Sink For Half Brick DC-DC Converter: Ats Part # Ats-1106-C1-R0Document1 pageMaxiflow Heat Sink For Half Brick DC-DC Converter: Ats Part # Ats-1106-C1-R0reneNo ratings yet
- Cummins Training (24mar2009) - ShortDocument34 pagesCummins Training (24mar2009) - ShortВиталийАлексеевNo ratings yet
- M7 Axa RTV2Document16 pagesM7 Axa RTV2younesNo ratings yet
- Guide Laminar Flow Equipment PDFDocument72 pagesGuide Laminar Flow Equipment PDFAliy Kanza Al GhiffariNo ratings yet
- Phillip Allen Short Course NotesDocument633 pagesPhillip Allen Short Course NotesGunwant Chaudhari100% (2)
- Hasil Perhitungan SapDocument32 pagesHasil Perhitungan SapTriyan SuryatamaNo ratings yet
- Fisher Micro Trims For Globe and Angle Valve ApplicationsDocument8 pagesFisher Micro Trims For Globe and Angle Valve ApplicationsUday GokhaleNo ratings yet
- CL21F223ZBANNNCDocument48 pagesCL21F223ZBANNNCsam2976No ratings yet
- Table: Assembled Joint Masses: SAP2000 v10.0.1 3/22/14 19:01:13Document6 pagesTable: Assembled Joint Masses: SAP2000 v10.0.1 3/22/14 19:01:13Carlos HernandezNo ratings yet
- Amt 20 Modular Absolute EncoderDocument10 pagesAmt 20 Modular Absolute EncodersthollanderNo ratings yet
- NT00188 en 06Document63 pagesNT00188 en 06BOUCHTAOUI IlyassNo ratings yet
- Informative Annex 2 - Surface FinishDocument10 pagesInformative Annex 2 - Surface FinishzaheerNo ratings yet
- FJ29691Document10 pagesFJ29691mohdmustafaali1986No ratings yet
- Electrical Steel CoilsDocument16 pagesElectrical Steel CoilsX800XLNo ratings yet
- Outlier & FilterDocument11 pagesOutlier & FilterSidharth AroraNo ratings yet
- Flex-03nl 5.9m Datasheet 5Document2 pagesFlex-03nl 5.9m Datasheet 5Power EngNo ratings yet
- Howto Mic IntegrationDocument10 pagesHowto Mic IntegrationVlcNo ratings yet
- M87x Modbus Plus ManualDocument60 pagesM87x Modbus Plus ManualRicardo PossidonioNo ratings yet
- Manual IntroductionDocument42 pagesManual IntroductionAlvaro Jimenez FernandezNo ratings yet
- IC Technology: Dr. Sachin D. Pabale Matosri College of Engineering and Research Centre, NasikDocument154 pagesIC Technology: Dr. Sachin D. Pabale Matosri College of Engineering and Research Centre, NasikSharan ThapaNo ratings yet
- Electrically Operated Units: Fire Suppression SystemsDocument2 pagesElectrically Operated Units: Fire Suppression SystemsImad QsnNo ratings yet
- AeroTrak Portable SpecificationsDocument2 pagesAeroTrak Portable SpecificationsRandoNo ratings yet
- Paredes EstudioSamuel AbsorptionDocument6 pagesParedes EstudioSamuel AbsorptionStevens Amador MateusNo ratings yet
- (Basic Training) IMS Bearer Network ISSUE 5.0Document63 pages(Basic Training) IMS Bearer Network ISSUE 5.0RandyNo ratings yet
- Model Definition: Inrit Basra - FDB SAFE v12.3.2 - License # Model Definition 25 April 2017Document26 pagesModel Definition: Inrit Basra - FDB SAFE v12.3.2 - License # Model Definition 25 April 2017Ucok DedyNo ratings yet
- 15P701Document3 pages15P701rajakrishnanNo ratings yet
- 24K Mech Lab-IS ExtDocument3 pages24K Mech Lab-IS ExtVikasNo ratings yet
- Dynamic Vs 4 20 Ma AccelerometersDocument5 pagesDynamic Vs 4 20 Ma Accelerometersalexmantilla80No ratings yet
- CSA 165.1 Specifications & General Specifications Notes: Canadian Concrete Masonry Producers' AssociationDocument17 pagesCSA 165.1 Specifications & General Specifications Notes: Canadian Concrete Masonry Producers' AssociationZebNo ratings yet
- AeroTrak-Portable-9350-9550 A4 5001205 RevR WebDocument2 pagesAeroTrak-Portable-9350-9550 A4 5001205 RevR WebTrung PhanNo ratings yet
- Epd Ternium Varilla A Partir de Mineral de HierroDocument19 pagesEpd Ternium Varilla A Partir de Mineral de HierroJuan CarlosNo ratings yet
- KSZ8091MNX RNB 10BASE T 100BASE TX Physical Layer Transceiver DS00002275BDocument80 pagesKSZ8091MNX RNB 10BASE T 100BASE TX Physical Layer Transceiver DS00002275Bramesh chivukulaNo ratings yet
- Contador de Particulas Solair 3100 - 5100Document2 pagesContador de Particulas Solair 3100 - 5100Christian H OrtizNo ratings yet
- MEMS Product Development: From Concept to CommercializationFrom EverandMEMS Product Development: From Concept to CommercializationNo ratings yet
- The Engineering of Microprocessor Systems: Guidelines on System DevelopmentFrom EverandThe Engineering of Microprocessor Systems: Guidelines on System DevelopmentNo ratings yet
- Level 5 Part 1: Listening Comprehension (V.9) : Nro. de Control: ......Document16 pagesLevel 5 Part 1: Listening Comprehension (V.9) : Nro. de Control: ......Maco cacoseNo ratings yet
- Inter 10 - Third ClassDocument96 pagesInter 10 - Third ClassRicardo Jackichan Barzola LopezNo ratings yet
- Well Control - Pore PressureDocument31 pagesWell Control - Pore PressureMiguel Pinto PonceNo ratings yet
- INST240 Sec4Document127 pagesINST240 Sec4bhanu6212No ratings yet
- CH 121: Organic Chemistry IDocument13 pagesCH 121: Organic Chemistry IJohn HeriniNo ratings yet
- Filcro - LabrevDocument19 pagesFilcro - LabrevKim ArniñoNo ratings yet
- Theory of Multiple Intelligences and WhyDocument7 pagesTheory of Multiple Intelligences and WhyEveNo ratings yet
- Forcep DeliveryDocument11 pagesForcep DeliveryNishaThakuriNo ratings yet
- Effects of Brainstorming On Students' Achievement in Senior Secondary ChemistryDocument8 pagesEffects of Brainstorming On Students' Achievement in Senior Secondary ChemistryzerufasNo ratings yet
- Building A HA SmartConnector Cluster-V2.0.6Document35 pagesBuilding A HA SmartConnector Cluster-V2.0.6Ranadeep BhattacahrayaNo ratings yet
- Wilkerson Case Study FinalDocument5 pagesWilkerson Case Study Finalmayer_oferNo ratings yet
- Turkey GO (896-22)Document1 pageTurkey GO (896-22)shrabon001No ratings yet
- UNA010F-0-V2: Electrical SpecificationsDocument2 pagesUNA010F-0-V2: Electrical SpecificationsNiko ZabalaNo ratings yet
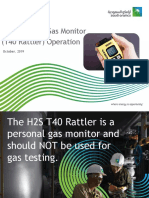
- H2S Personal Gas MonitorDocument14 pagesH2S Personal Gas Monitormaher mansiNo ratings yet
- Admissions: Application ProceduresDocument13 pagesAdmissions: Application Proceduresisber7abdoNo ratings yet
- Math 7 LAS W1&W2Document9 pagesMath 7 LAS W1&W2Friendsly TamsonNo ratings yet
- Cavinkare Private LimitedDocument4 pagesCavinkare Private LimitedRohit TrivediNo ratings yet
- QQQQ PDFDocument484 pagesQQQQ PDFSagor Saha100% (1)
- Cross Cultural Management: Hana MaumetDocument32 pagesCross Cultural Management: Hana MaumetGiovanni Francesco PalmaNo ratings yet
- Packing Lists AbroadDocument9 pagesPacking Lists AbroadAdit PinheiroNo ratings yet
- Impromptu SpeechDocument44 pagesImpromptu SpeechRhea Mae TorresNo ratings yet
- 2course Codes For 1 SEMESTER S.Y. 2021-2022: GE 2/ GE 1: Readings in The PhilippineDocument10 pages2course Codes For 1 SEMESTER S.Y. 2021-2022: GE 2/ GE 1: Readings in The PhilippineRexson Dela Cruz TagubaNo ratings yet
- WINTER 2023 Course Outline: ENME 479 Mechanics of Deformable Bodies IIDocument8 pagesWINTER 2023 Course Outline: ENME 479 Mechanics of Deformable Bodies IIKai McDermottNo ratings yet
- Gr4 Reading InterventionDocument2 pagesGr4 Reading InterventionEvelyn Del RosarioNo ratings yet
- What Is System and Subsystem? What Is Its Relationship?Document6 pagesWhat Is System and Subsystem? What Is Its Relationship?Mulugeta kinde100% (1)
- Gerry Mulligan DiscographyDocument491 pagesGerry Mulligan DiscographyIan SinclairNo ratings yet
- Competency Based Learning Materials: Housekeeping NciiDocument54 pagesCompetency Based Learning Materials: Housekeeping NciiNickolodian AsuncionNo ratings yet
- Inkubator TransportDocument8 pagesInkubator TransportYassarNo ratings yet
- Lesson 12 FastenersDocument9 pagesLesson 12 FastenersEmerson John RoseteNo ratings yet
- Basic English Grammar ChartDocument3 pagesBasic English Grammar Chartm1eme1mNo ratings yet