You might also like
- The 8 Body ConstitutionsDocument29 pagesThe 8 Body ConstitutionsNiNo ratings yet
- Section 6 - Diagnostic ProceduresDocument13 pagesSection 6 - Diagnostic Proceduresanon_152488453100% (1)
- Catalogue TecoDocument8 pagesCatalogue TecopriyantohonggonoNo ratings yet
- Kayseri burhan-BeamDesDocument173 pagesKayseri burhan-BeamDesbrkn8No ratings yet
- Iag Narrative ReportDocument16 pagesIag Narrative ReportHoely SaintNo ratings yet
- Supply Chain Management A Logistics Perspective 10th Edition Coyle Test BankDocument24 pagesSupply Chain Management A Logistics Perspective 10th Edition Coyle Test BankWilliamLewisiscy100% (38)
- 2 Cyl Vert Steam Engine With Reverser J.p.duval-5Document4 pages2 Cyl Vert Steam Engine With Reverser J.p.duval-5duy2854No ratings yet
- Program Pakan Budidaya Lele: Farm Pond Code AREA (m2) Stocking Date Stocking Amount DensityDocument6 pagesProgram Pakan Budidaya Lele: Farm Pond Code AREA (m2) Stocking Date Stocking Amount DensityChevienrenaldy SamsuNo ratings yet
- Manual Parts Miller 212Document10 pagesManual Parts Miller 212You better optionNo ratings yet
- Nursing Theories: Nightingale, Johnson, Abdellah & MoreDocument8 pagesNursing Theories: Nightingale, Johnson, Abdellah & More3amabelle arevaloNo ratings yet
- Philippine School Action Plan for Scouting ProgramDocument1 pagePhilippine School Action Plan for Scouting ProgramLaira Joy Salvador - ViernesNo ratings yet
- C15 Adapter Board A612 PDFDocument22 pagesC15 Adapter Board A612 PDFOleg KuryanNo ratings yet
- CondenserDocument9 pagesCondenserAzhar BudimanNo ratings yet
- Terex Truck Cranes Spec 835b8f (721A0261 SWING BREAK CONTROL)Document2 pagesTerex Truck Cranes Spec 835b8f (721A0261 SWING BREAK CONTROL)Nguyễn NamNo ratings yet
- 0 SBAR-SBBR MergedDocument8 pages0 SBAR-SBBR MergedRaphael EduardoNo ratings yet
- ET-SGM37FE-1222 (20170810003-H16035) ModelDocument1 pageET-SGM37FE-1222 (20170810003-H16035) Modelruta0405No ratings yet
- Machine Capability - SPOT Welding - Platform Width (+ - 1.2)Document2 pagesMachine Capability - SPOT Welding - Platform Width (+ - 1.2)Jagadesh PNo ratings yet
- Wilayah I Annual Program 2023Document238 pagesWilayah I Annual Program 2023agus freedomNo ratings yet
- Bbi-1a, 1B, 1C, 1D Copy2 RevDocument47 pagesBbi-1a, 1B, 1C, 1D Copy2 Revfvtolosa2022a11No ratings yet
- SOD_AllDocument17 pagesSOD_Allniceautomation8831No ratings yet
- BBI-1A, 1B, 1C, 1D ComplDocument48 pagesBBI-1A, 1B, 1C, 1D Complfvtolosa2022a11No ratings yet
- BBI-1E MAG7 ComplDocument43 pagesBBI-1E MAG7 Complfvtolosa2022a11No ratings yet
- 7 Aula Sencilla-Con SismoDocument72 pages7 Aula Sencilla-Con Sismochaly37No ratings yet
- CBQ 22ADocument7 pagesCBQ 22AJonathan ORotNo ratings yet
- CombinepdfDocument97 pagesCombinepdfWilkenn TuazonNo ratings yet
- Arcilla de Baja PlasticidadDocument8 pagesArcilla de Baja PlasticidadJOSE ALEJANDRO RIANO TIQUENo ratings yet
- Bbi 1eDocument42 pagesBbi 1efvtolosa2022a11No ratings yet
- SALOME 9 12 0 Release NotesDocument23 pagesSALOME 9 12 0 Release Notessushantkadam608No ratings yet
- List of Applicable Specifications For 190043 As Per A98-RC-A-1320374, Sheet 2 of 2, Rev.BDocument15 pagesList of Applicable Specifications For 190043 As Per A98-RC-A-1320374, Sheet 2 of 2, Rev.BShaikh AdilNo ratings yet
- Summary of Highway Design Loads: Appendix ADocument3 pagesSummary of Highway Design Loads: Appendix AJohn Rom CabadonggaNo ratings yet
- QC Harian Hema 2020 Lot 1T0601 Ed 05-12-2020Document26 pagesQC Harian Hema 2020 Lot 1T0601 Ed 05-12-2020labNo ratings yet
- Wireless Temprature Control FanDocument23 pagesWireless Temprature Control FanrajNo ratings yet
- Panel Surya KhanisaDocument5 pagesPanel Surya KhanisaKhanisa DillaNo ratings yet
- 6 SR 12Document1 page6 SR 12itp.agmNo ratings yet
- NavlogDocument2 pagesNavlogTommy Nouel UreñaNo ratings yet
- Flyback Transformers For 25Watt Poe Application: 遠見電子股份有限公司 Providence Electronics CorpDocument2 pagesFlyback Transformers For 25Watt Poe Application: 遠見電子股份有限公司 Providence Electronics Corpwxzcldw163.comNo ratings yet
- Machine Capability For Welding-Mar-2019Document2 pagesMachine Capability For Welding-Mar-2019Jagadesh PNo ratings yet
- Variable Control Chart for Filling ProcessDocument29 pagesVariable Control Chart for Filling ProcessPrajaktaNo ratings yet
- Rekapitulasi Proggres Spillway Bulan: Agustus 2020Document1 pageRekapitulasi Proggres Spillway Bulan: Agustus 2020FahmiNo ratings yet
- UntitledDocument10 pagesUntitledBryan NaviaNo ratings yet
- Control Chart Selection ProcessDocument9 pagesControl Chart Selection Processravindra erabattiNo ratings yet
- YA212A IND.: Service ManualDocument18 pagesYA212A IND.: Service Manualmrv8outboardNo ratings yet
- AE Thread Size Comparison Chart 012119Document6 pagesAE Thread Size Comparison Chart 012119avazquezNo ratings yet
- Daily QC for Hematology Parameters at Cicalengka PuskesmasDocument26 pagesDaily QC for Hematology Parameters at Cicalengka PuskesmaslabNo ratings yet
- OEE Press September 2023Document188 pagesOEE Press September 2023achmadNo ratings yet
- Assy Gear Box AgitatorDocument1 pageAssy Gear Box Agitatorer_winwibowoNo ratings yet
- Medtronics - Heatload SummaryDocument222 pagesMedtronics - Heatload SummaryMihir SaveNo ratings yet
- Packing List: Total 8 1 5.3 KG 5.3 KGDocument3 pagesPacking List: Total 8 1 5.3 KG 5.3 KGBayu IrawanNo ratings yet
- TPP1Document2 pagesTPP1Jagadesh PNo ratings yet
- Pam Complex Water Outlets To Pub Drain Open Sea2Document1 pagePam Complex Water Outlets To Pub Drain Open Sea2Suresh DNo ratings yet
- Dimensional Check: 910551 Resistor Assembly - DucatiDocument3 pagesDimensional Check: 910551 Resistor Assembly - DucatiraghulramasamyNo ratings yet
- Sprinkler CalculationDocument16 pagesSprinkler CalculationMeeran MohideenNo ratings yet
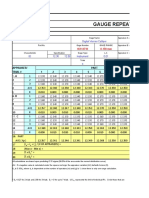
- Gauge Repeatability & Reproduciability Study: Digital Vernier CalliperDocument6 pagesGauge Repeatability & Reproduciability Study: Digital Vernier CalliperAliNo ratings yet
- DL200A SPECIFICATIONS AND DIMENSIONS DOCUMENTDocument22 pagesDL200A SPECIFICATIONS AND DIMENSIONS DOCUMENTAbdelrahmanNo ratings yet
- PlanoDocument1 pagePlanoYosmell Fritzan Paz UrbizagasteguiNo ratings yet
- Naa347hj (LC-01) Machine CapabilityDocument2 pagesNaa347hj (LC-01) Machine CapabilityJagadesh PNo ratings yet
- Weld Consumable Calculation SummaryDocument10 pagesWeld Consumable Calculation SummaryAhmad KamilNo ratings yet
- PSPD 2Document65 pagesPSPD 2TECHIFY CARTOONSNo ratings yet
- Technical Data Management Procedure: 0000RP-C-G0-G000-DM-PRO-0002Document17 pagesTechnical Data Management Procedure: 0000RP-C-G0-G000-DM-PRO-0002Ahmad AlbasheerNo ratings yet
- Tugas RBI Kelompok III Piping Dehidration UnitDocument3 pagesTugas RBI Kelompok III Piping Dehidration Unitcitra puspita sariNo ratings yet
- 340124Document1 page340124Sami SAADINo ratings yet
- Slider Plus Slide Drilling System PsDocument2 pagesSlider Plus Slide Drilling System PsGaspar Honorio100% (1)
- Yagi Uda DesignDocument8 pagesYagi Uda DesignNobert WekesaNo ratings yet
- 02 - Base Frame Alignment (Final) - RRN - 2018 04 16Document2 pages02 - Base Frame Alignment (Final) - RRN - 2018 04 16gullipalli srinivasa raoNo ratings yet
- SP Folder As-Oc enDocument2 pagesSP Folder As-Oc enammirulazmanNo ratings yet
- 2003 Atos G 1.0 SochDocument94 pages2003 Atos G 1.0 Sochmario alfredo castro escobarNo ratings yet
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- MATH 499 Homework 2Document2 pagesMATH 499 Homework 2QuinnNgo100% (3)
- Personal SWOT AnalysisDocument8 pagesPersonal SWOT AnalysisNamNo ratings yet
- Perspective Homework RubricDocument2 pagesPerspective Homework Rubricapi-244578825No ratings yet
- Happy Shopping PDFDocument21 pagesHappy Shopping PDFVinutha NayakNo ratings yet
- Daftar Obat Alkes Trolley EmergencyDocument10 pagesDaftar Obat Alkes Trolley EmergencyMaya AyuNo ratings yet
- Pages From Civil EngineeringDocument50 pagesPages From Civil EngineeringRagavanNo ratings yet
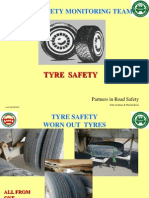
- LMV Tyre SafetyDocument19 pagesLMV Tyre SafetykarvadNo ratings yet
- Aspen Separation Unit-OpsDocument25 pagesAspen Separation Unit-Opsedwin dableoNo ratings yet
- Implementing Cisco Application Centric Infrastructure: (Dcaci)Document2 pagesImplementing Cisco Application Centric Infrastructure: (Dcaci)radsssssNo ratings yet
- Ngāti Kere: What 87 Can Achieve Image 500Document17 pagesNgāti Kere: What 87 Can Achieve Image 500Angela HoukamauNo ratings yet
- Importance of Plants in Our LivesDocument47 pagesImportance of Plants in Our LivesAlanie Grace Beron TrigoNo ratings yet
- TM Journal Class 5 Pharma Trademarks 2018Document1,192 pagesTM Journal Class 5 Pharma Trademarks 2018Tahir LabbeNo ratings yet
- Oxidation of CopperDocument21 pagesOxidation of CopperAmeen ShahidNo ratings yet
- X1jet MX Manual PDFDocument97 pagesX1jet MX Manual PDFrithik srivastavaNo ratings yet
- COLORMATCHING GUIDELINES FOR DEMI-PERMANENT HAIR COLORDocument1 pageCOLORMATCHING GUIDELINES FOR DEMI-PERMANENT HAIR COLORss bbNo ratings yet
- TrigonometryDocument3 pagesTrigonometryCaro Kan LopezNo ratings yet
- Elah'Im CultureDocument60 pagesElah'Im CultureRichard David DellermanNo ratings yet
- Recommended Immunization - Canadian Immunization Guide - Seventh Edition - 2006Document2 pagesRecommended Immunization - Canadian Immunization Guide - Seventh Edition - 2006Maja MudriNo ratings yet
- Oil Well Drilling Methods: University of Karbala College of Engineering Petroleum Eng. DepDocument8 pagesOil Well Drilling Methods: University of Karbala College of Engineering Petroleum Eng. DepAli MahmoudNo ratings yet
- Early strength predicts long-term performance of asphalt cold mixesDocument7 pagesEarly strength predicts long-term performance of asphalt cold mixesMonu GhadwalNo ratings yet
- Telecom Business Management Systems Net ProjectDocument68 pagesTelecom Business Management Systems Net ProjectRahul RaiNo ratings yet
- DBR Gensets DPL120UK Installation, Operation and Maintenance Manual For YN 513510 (MANUAL-I - 2958658 - 1 - A) - 1Document282 pagesDBR Gensets DPL120UK Installation, Operation and Maintenance Manual For YN 513510 (MANUAL-I - 2958658 - 1 - A) - 1RaymondNo ratings yet