You might also like
- Production and Operations ManagementDocument79 pagesProduction and Operations ManagementKishore Kumar63% (16)
- Six Sigma GB Workshop Assessment QuestionsDocument5 pagesSix Sigma GB Workshop Assessment QuestionsMohamed Asper100% (1)
- Performance Qualification and MaintenanceDocument19 pagesPerformance Qualification and MaintenanceApoloTrevinoNo ratings yet
- TPP1Document2 pagesTPP1Jagadesh PNo ratings yet
- XBar & R chart analysis of shearing process length capabilityDocument2 pagesXBar & R chart analysis of shearing process length capabilityJagadesh PNo ratings yet
- PB04Document2 pagesPB04Jagadesh PNo ratings yet
- TPP2Document2 pagesTPP2Jagadesh PNo ratings yet
- Machine Capability For Welding-Mar-2019Document2 pagesMachine Capability For Welding-Mar-2019Jagadesh PNo ratings yet
- Naa347fy (PP-01) Machine CapabilityDocument2 pagesNaa347fy (PP-01) Machine CapabilityJagadesh PNo ratings yet
- Machine Capability - SPOT Welding - Platform Width (+ - 1.2)Document2 pagesMachine Capability - SPOT Welding - Platform Width (+ - 1.2)Jagadesh PNo ratings yet
- Gage R&R-part To Part-ToleranceDocument5 pagesGage R&R-part To Part-ToleranceTiếnTrầnHồVănNo ratings yet
- XR Industrial - Gage R&RDocument1 pageXR Industrial - Gage R&Rlatasardina09No ratings yet
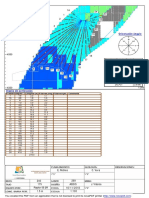
- Seccion G2: Orientación ÁnguloDocument21 pagesSeccion G2: Orientación ÁnguloCCL CONSULTORIANo ratings yet
- Seccion G2: Orientación ÁnguloDocument21 pagesSeccion G2: Orientación ÁnguloCCL CONSULTORIANo ratings yet
- Voltage Drop Calculation for Bulk CarrierDocument6 pagesVoltage Drop Calculation for Bulk CarrierJagmohan SinghNo ratings yet
- Data Sheet: PQ Cores and AccessoriesDocument6 pagesData Sheet: PQ Cores and AccessoriesLimitedNo ratings yet
- JeppView - RJBB (26 Charts)Document36 pagesJeppView - RJBB (26 Charts)Seyi WilliamsNo ratings yet
- SBJV - Rnav CTB 1e - Raxit 1e Rwy 15 - Star - 20221006Document1 pageSBJV - Rnav CTB 1e - Raxit 1e Rwy 15 - Star - 20221006gameplayPSNo ratings yet
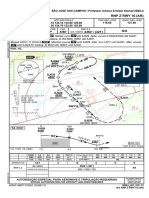
- SBRJ Rnp-E-Rwy-20l Iac 20221006Document2 pagesSBRJ Rnp-E-Rwy-20l Iac 20221006Luiz SantosNo ratings yet
- Msa (25.40)Document1 pageMsa (25.40)Quality VenusNo ratings yet
- Form / Format Gauge Repeatability & Reproducibility Report: CapacitorDocument4 pagesForm / Format Gauge Repeatability & Reproducibility Report: CapacitorhimanshuNo ratings yet
- (IAC) RNP B Rwy 02R: N/A N/ADocument2 pages(IAC) RNP B Rwy 02R: N/A N/Athiagoteles0No ratings yet
- Demoboard 900 MHZ Lna With The Bga2003: Application InformationDocument8 pagesDemoboard 900 MHZ Lna With The Bga2003: Application InformationnokiadevnservNo ratings yet
- SRA100/166/210/166L/120EL: World Class Speed RobotDocument2 pagesSRA100/166/210/166L/120EL: World Class Speed RobotXanti Zabala Da RosaNo ratings yet
- Gauge R&R (MSA) - GoodDocument1 pageGauge R&R (MSA) - Goodsdaruwale20No ratings yet
- ACGJ4WF-21Document2 pagesACGJ4WF-21Иван КадигробNo ratings yet
- Ash 13.8 em 411B - AsbuiltDocument25 pagesAsh 13.8 em 411B - AsbuiltMr IlchamNo ratings yet
- Benqmon V551 PDFDocument21 pagesBenqmon V551 PDFBhaskaranand LNo ratings yet
- 0 SBAR-SBBR MergedDocument8 pages0 SBAR-SBBR MergedRaphael EduardoNo ratings yet
- Financial Year End Capital and Operating Cost EstimatesDocument15 pagesFinancial Year End Capital and Operating Cost Estimatesmarlina elisabethNo ratings yet
- Measurement System Analysis - Gage R & R Study Data Sheet: AV EVDocument2 pagesMeasurement System Analysis - Gage R & R Study Data Sheet: AV EVKrishnaraj.C (INEL -Materials)No ratings yet
- Tax CalculationDocument6 pagesTax CalculationancillajoyceNo ratings yet
- Load Calculation Sheet: (All Calculations Have Been Taken From The CYCLO® 6000 Catalog (General Engineering Section) )Document3 pagesLoad Calculation Sheet: (All Calculations Have Been Taken From The CYCLO® 6000 Catalog (General Engineering Section) )Muhammad IqbalNo ratings yet
- LBP 1120Document21 pagesLBP 1120bangio77No ratings yet
- (IAC) RNP A Rwy 02R: Ponte Rio - NiteriDocument2 pages(IAC) RNP A Rwy 02R: Ponte Rio - Niterithiagoteles0No ratings yet
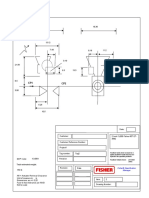
- CP2 CP1: Fisher® Specification ManagerDocument1 pageCP2 CP1: Fisher® Specification ManagerEdison ArotaypeNo ratings yet
- MC E762 SM PanasonicDocument8 pagesMC E762 SM PanasonicMstefNo ratings yet
- Secondary Hot Air (Right Second Bed) PressureDocument1 pageSecondary Hot Air (Right Second Bed) PressureuthaNo ratings yet
- COLUMNASDocument6 pagesCOLUMNASSUSANA DEYANIRA FLORES PEREZNo ratings yet
- CP2 CP1: Fisher® Specification ManagerDocument2 pagesCP2 CP1: Fisher® Specification ManagerPaolo SossiNo ratings yet
- Eggc HonileyDocument1 pageEggc HonileyRabee JibreenNo ratings yet
- LRFD LIVE LOAD DISTRIBUTIONDocument15 pagesLRFD LIVE LOAD DISTRIBUTIONJordy CoolNo ratings yet
- Rear Final Drive: SectionDocument41 pagesRear Final Drive: SectionEduardo ColinNo ratings yet
- Notes:: Drawing For Information Only Not For ConstructionDocument1 pageNotes:: Drawing For Information Only Not For ConstructionPandi KokoyNo ratings yet
- Control Chart (Template)Document7 pagesControl Chart (Template)Rudi PurnamaNo ratings yet
- AK5383Document20 pagesAK5383Louis Richard FerdinandusNo ratings yet
- 1694086646ded Dewa Ruci 36 Rev-1Document13 pages1694086646ded Dewa Ruci 36 Rev-1Yoga PrasytioNo ratings yet
- OQC Inspection Sheet Pulley, Motor, CR: OK OK OK OK OKDocument1 pageOQC Inspection Sheet Pulley, Motor, CR: OK OK OK OK OKadi meliNo ratings yet
- 6490 16R0999Document24 pages6490 16R0999luisroosNo ratings yet
- LGMK MikonosDocument16 pagesLGMK Mikonosm.pilotto71No ratings yet
- Lactate Casein Butyrate Propionate GlucoseDocument9 pagesLactate Casein Butyrate Propionate Glucosed_kuri52No ratings yet
- Overlay Determination-231127Document23 pagesOverlay Determination-231127adnan qadirNo ratings yet
- b9.1Document1 pageb9.1EakJhuanNo ratings yet
- 19 TMEET111L ME12 Torres Chuck-JawDocument1 page19 TMEET111L ME12 Torres Chuck-JawEnyong LumanlanNo ratings yet
- Adobe Scan 01 Aug 2022Document4 pagesAdobe Scan 01 Aug 2022SadhuCharan SahooNo ratings yet
- China AIP ENR 2.2.2.5-1 Zhuhai standard departure routesDocument11 pagesChina AIP ENR 2.2.2.5-1 Zhuhai standard departure routesYui MisakaNo ratings yet
- (IAC) RNP Z Rwy 16 (Ar) : Alt, Elev, HGT: FT Dist: NM BRG: Mag VA/CHG: 05'WDocument1 page(IAC) RNP Z Rwy 16 (Ar) : Alt, Elev, HGT: FT Dist: NM BRG: Mag VA/CHG: 05'WRicardo PalermoNo ratings yet
- Slope Stabliity - Bishop MethodDocument1 pageSlope Stabliity - Bishop MethodPiseyNo ratings yet
- AK5394Document24 pagesAK5394Timuçin İLTERNo ratings yet
- 1.sagging ScheduleDocument1 page1.sagging ScheduleIlham Hussein RasyidNo ratings yet
- MTech Project Management W.E.F. 2015-16Document27 pagesMTech Project Management W.E.F. 2015-16Er Vaibhav NyatiNo ratings yet
- TQM Tools & TechniquesDocument106 pagesTQM Tools & Techniquesvinay tripathiNo ratings yet
- TQM FundamentalsDocument36 pagesTQM FundamentalsECE113 - SURESH KUMAR MNo ratings yet
- Understanding, Evaluating, Defining, and Managing Expectations Are Essential To SatisfyingDocument12 pagesUnderstanding, Evaluating, Defining, and Managing Expectations Are Essential To SatisfyingKubiriba Shaddie AllanNo ratings yet
- Chapter 8-Process Management: Jit & TQM Issues in Supply Chain ManagementDocument31 pagesChapter 8-Process Management: Jit & TQM Issues in Supply Chain ManagementKota MelakaNo ratings yet
- Design of Experiments and Control ChartsDocument4 pagesDesign of Experiments and Control ChartsSudipta SarangiNo ratings yet
- Quality in The Medieval Guilds of EuropeDocument26 pagesQuality in The Medieval Guilds of EuropeFB MemesNo ratings yet
- VvenDocument7 pagesVvenAdvendro Chandra0% (1)
- Assessment of Procurement Demand of Milk Plant Using Quality Control Tools A Case StudyDocument6 pagesAssessment of Procurement Demand of Milk Plant Using Quality Control Tools A Case StudyMohammad JawadNo ratings yet
- 1e1 S4hana2022 BPD en UsDocument60 pages1e1 S4hana2022 BPD en UsprajeethNo ratings yet
- Quality & RiskDocument31 pagesQuality & RisklinaNo ratings yet
- Coca-Cola 1Document66 pagesCoca-Cola 1Jyoti KumariNo ratings yet
- Statistical Quality Control: by 4Th Edition © Wiley 2010 Powerpoint Presentation by R.B. Clough - Unh M. E. Henrie - UaaDocument40 pagesStatistical Quality Control: by 4Th Edition © Wiley 2010 Powerpoint Presentation by R.B. Clough - Unh M. E. Henrie - UaaGazulitaNo ratings yet
- Response Surface Methodology reviewDocument4 pagesResponse Surface Methodology reviewElifNo ratings yet
- Narrative ReportDocument7 pagesNarrative ReportJeLo ReaNdelarNo ratings yet
- Index: Mechanical Engineering Department Sir B.P.I., BhavnagarDocument30 pagesIndex: Mechanical Engineering Department Sir B.P.I., Bhavnagarmer sanjayNo ratings yet
- Statistics and Quality (P Chart)Document21 pagesStatistics and Quality (P Chart)bernie_uyNo ratings yet
- ISYE 530 Spring 2020 SyllabusDocument2 pagesISYE 530 Spring 2020 SyllabusswapnilNo ratings yet
- International Statistical Standards: A Guide For The UninitiatedDocument6 pagesInternational Statistical Standards: A Guide For The UninitiatedfandimokuNo ratings yet
- Black Belt Project Storyboard Template v3.2Document36 pagesBlack Belt Project Storyboard Template v3.2Muhammad Amjad MaroofNo ratings yet
- Measure Phase Quiz - Student December 2017Document8 pagesMeasure Phase Quiz - Student December 2017Mireya RochaNo ratings yet
- 1 Introduction To Statistical Quality ControlDocument20 pages1 Introduction To Statistical Quality Controljher18No ratings yet
- Quality Control: Chapter OutlineDocument40 pagesQuality Control: Chapter OutlineLoreine Jane ClaritoNo ratings yet
- Estimating Measurement-Uncertainty - in Quantitative Chemical AnalysisDocument18 pagesEstimating Measurement-Uncertainty - in Quantitative Chemical AnalysisMohammad Youssefi100% (2)
- Statistical Process Control-BBADocument43 pagesStatistical Process Control-BBAHritik DilawariNo ratings yet
- Work SamplingDocument36 pagesWork SamplingAngelicaAngeloOconNo ratings yet
- GE 8077 - TQM Principles and ToolsDocument36 pagesGE 8077 - TQM Principles and ToolsmenakadevieceNo ratings yet