You might also like
- Production of Polyurethane (Proposal)Document16 pagesProduction of Polyurethane (Proposal)YnnoNo ratings yet
- Polyurethanes: Science, Technology, Markets, and TrendsFrom EverandPolyurethanes: Science, Technology, Markets, and TrendsRating: 1 out of 5 stars1/5 (1)
- Productionof Flexible Polyurethane Foamusing Soya Bean Oiland Palm Kernel Oilas Surfactantand Polyol RespectivelyDocument10 pagesProductionof Flexible Polyurethane Foamusing Soya Bean Oiland Palm Kernel Oilas Surfactantand Polyol Respectivelysaver mendleevNo ratings yet
- Polyurethane Foam ApplicationDocument5 pagesPolyurethane Foam ApplicationMichelle EvelynNo ratings yet
- 2 32 1619254729 Ijbmrjun20217Document12 pages2 32 1619254729 Ijbmrjun20217TJPRC PublicationsNo ratings yet
- 1-S2.0-S0032386111003326-Main Informe 3Document7 pages1-S2.0-S0032386111003326-Main Informe 3AndresNo ratings yet
- 5-Recent Advancement in Plant Oil Derived Polyol-Based Polyurethane Foam For Future Perspective A ReviewDocument23 pages5-Recent Advancement in Plant Oil Derived Polyol-Based Polyurethane Foam For Future Perspective A ReviewSolmazNo ratings yet
- Polyols and Polyurethanes From Renewable Sources: Past, Present and Future-Part 1: Vegetable Oils and Lignocellulosic BiomassDocument22 pagesPolyols and Polyurethanes From Renewable Sources: Past, Present and Future-Part 1: Vegetable Oils and Lignocellulosic BiomassDevarshi ModiNo ratings yet
- Vegetable Oil-Based Epoxy Resins and Their Composites With Bio-Based Hardener: A Short ReviewDocument17 pagesVegetable Oil-Based Epoxy Resins and Their Composites With Bio-Based Hardener: A Short ReviewbelkhamasNo ratings yet
- Executive Summary: 0.1 National SceneDocument7 pagesExecutive Summary: 0.1 National SceneRSNo ratings yet
- 1-S2.0-S0142941818300072-Main Informe 2Document11 pages1-S2.0-S0142941818300072-Main Informe 2AndresNo ratings yet
- Synthesis and Characterization of Polyesters Derived From Glycerol and Phthalic Acid2007materials ResearchOpen AccessDocument4 pagesSynthesis and Characterization of Polyesters Derived From Glycerol and Phthalic Acid2007materials ResearchOpen AccessPaulo Venicio Alves VieiraNo ratings yet
- Preparation and Characterization of Polyurethane/Charcoal Foam Composite.Document8 pagesPreparation and Characterization of Polyurethane/Charcoal Foam Composite.Tarani TharanNo ratings yet
- Adesivo de Madeira À Base de GlicerolDocument28 pagesAdesivo de Madeira À Base de Glicerolsisatmpbemc6No ratings yet
- Industrial Oil Products: Abstracts May 5-8, 2019Document27 pagesIndustrial Oil Products: Abstracts May 5-8, 2019Adufe RufaiNo ratings yet
- BiofuelsBioprodBioref 2021 Khanal TechnoeconomicanalysisofnovolacresinproductionDocument11 pagesBiofuelsBioprodBioref 2021 Khanal Technoeconomicanalysisofnovolacresinproductionreza6540No ratings yet
- Polymers: Chemical and Thermo-Mechanical Properties of Waterborne Polyurethane Dispersion Derived From Jatropha OilDocument16 pagesPolymers: Chemical and Thermo-Mechanical Properties of Waterborne Polyurethane Dispersion Derived From Jatropha OilPornlada PongmuksuwanNo ratings yet
- PU Chemical WeeklyDocument4 pagesPU Chemical WeeklyOmprakash Shrinivas YemulNo ratings yet
- Polyurethanes - What Goes Into Pus?: BackgroundDocument7 pagesPolyurethanes - What Goes Into Pus?: BackgroundchincharNo ratings yet
- Asad Ali: Soy Based Foam Technologies For Automotive Seating Goals and OpportunitiesDocument14 pagesAsad Ali: Soy Based Foam Technologies For Automotive Seating Goals and OpportunitiesAmiya691No ratings yet
- Flax 7Document7 pagesFlax 7Rajyalakshmi MNo ratings yet
- Preparation and Characterization of Polyurethane /charcoal Foam CompositeDocument7 pagesPreparation and Characterization of Polyurethane /charcoal Foam CompositeTarani TharanNo ratings yet
- Gama2015 PDFDocument9 pagesGama2015 PDFTeresa MataNo ratings yet
- Industrial Crops & Products: Haiyan Liang, Lingxiao Liu, Jingyi Lu, Moutong Chen, Chaoqun ZhangDocument10 pagesIndustrial Crops & Products: Haiyan Liang, Lingxiao Liu, Jingyi Lu, Moutong Chen, Chaoqun Zhangyun KyrieNo ratings yet
- Chapter 2 - v6Document20 pagesChapter 2 - v6Fortia Louise AdelieneNo ratings yet
- Effect of Different Concentration of RapDocument11 pagesEffect of Different Concentration of Rapاي بيكوNo ratings yet
- European Polymer Journal: Macromolecular NanotechnologyDocument9 pagesEuropean Polymer Journal: Macromolecular NanotechnologyLeonardo LopesNo ratings yet
- The Castor Oil Based Water Borne Polyurethane Dispersion Effect of - NCO/OH Content: Synthesis, Characterization and PropertiesDocument11 pagesThe Castor Oil Based Water Borne Polyurethane Dispersion Effect of - NCO/OH Content: Synthesis, Characterization and PropertiesÖzlem YılmazNo ratings yet
- Progress in Organic Coatings: Halima Khatoon, Sajid Iqbal, Mohd Irfan, Abu Darda, Neha Kanwar RawatDocument16 pagesProgress in Organic Coatings: Halima Khatoon, Sajid Iqbal, Mohd Irfan, Abu Darda, Neha Kanwar Rawatlinda.mhd20No ratings yet
- Performance Chemical Products GuideDocument4 pagesPerformance Chemical Products GuideA MahmoodNo ratings yet
- PolyurethaneDocument13 pagesPolyurethaneAnwesh SatapathyNo ratings yet
- Biopolymers in Textile IndustryDocument6 pagesBiopolymers in Textile IndustryAsim Kumar Roy ChoudhuryNo ratings yet
- PUToday Review BiobasedisocyanatesDocument7 pagesPUToday Review BiobasedisocyanatesTung PhanNo ratings yet
- UTECH 2000, Additives For Pentane Lamination Rigid FoamsDocument12 pagesUTECH 2000, Additives For Pentane Lamination Rigid Foamszhangp6No ratings yet
- Reductionof Epoxidized Vegetable Oils ANovel Methodto Prepare Bio Based Polyolsfor PolyurethanesDocument8 pagesReductionof Epoxidized Vegetable Oils ANovel Methodto Prepare Bio Based Polyolsfor PolyurethanesREZANo ratings yet
- Bio-Based Polycarbonates From Renewable Feedstocks and Carbon DioxideDocument26 pagesBio-Based Polycarbonates From Renewable Feedstocks and Carbon DioxideRahul MulayNo ratings yet
- Industrial Crops & ProductsDocument10 pagesIndustrial Crops & ProductsKaan CaktiNo ratings yet
- VaT 2018 3 3Document11 pagesVaT 2018 3 3Hữu LộcNo ratings yet
- Graft Polymer Polyether Polyols Employing A Silica PDFDocument15 pagesGraft Polymer Polyether Polyols Employing A Silica PDFDenisaMVNo ratings yet
- Polymers: Bio-Based Alternatives To Phenol and Formaldehyde For The Production of ResinsDocument24 pagesPolymers: Bio-Based Alternatives To Phenol and Formaldehyde For The Production of ResinsMahmud RezaNo ratings yet
- The Effect of Maleinized Linseed Oil As Biobased Plasticizer in Poly (Lactic Acid) - Based FormulationsDocument36 pagesThe Effect of Maleinized Linseed Oil As Biobased Plasticizer in Poly (Lactic Acid) - Based FormulationsLong LeNo ratings yet
- Pc.21006Mix FiberDocument23 pagesPc.21006Mix FiberRithYNo ratings yet
- 10 1016@j Eurpolymj 2016 10 012Document28 pages10 1016@j Eurpolymj 2016 10 012syamsutajriNo ratings yet
- PU foam optimization for low isocyanateDocument13 pagesPU foam optimization for low isocyanateSiriluck NevestNo ratings yet
- Production of Car Seat Cushion Using Palm OilDocument25 pagesProduction of Car Seat Cushion Using Palm OilSeiswaran PandeinNo ratings yet
- PP Production, Applications, and Indian IndustryDocument18 pagesPP Production, Applications, and Indian Industrypratik4380No ratings yet
- Polymers 15 01074Document18 pagesPolymers 15 01074Jasna San MartínNo ratings yet
- Calculos de Poliuretano RigidoDocument46 pagesCalculos de Poliuretano Rigidosescobar86100% (1)
- Polymers: Castor Oil-Based Polyurethane Resin For Low-Density Composites With Bamboo CharcoalDocument12 pagesPolymers: Castor Oil-Based Polyurethane Resin For Low-Density Composites With Bamboo Charcoals0n1907No ratings yet
- polyurethane paperDocument8 pagespolyurethane paperisuru jayalathNo ratings yet
- Palm Based Polyols For PU Foams ApplicationDocument10 pagesPalm Based Polyols For PU Foams ApplicationMichelle EvelynNo ratings yet
- Properties and Potential of Bio Fibres Bio Binders (1)Document9 pagesProperties and Potential of Bio Fibres Bio Binders (1)PG21 REGAZA, Jeanna Mae P.No ratings yet
- Advanced Industrial and Engineering Polymer Research: Jiao Jian, Zeng Xiangbin, Huang XianboDocument8 pagesAdvanced Industrial and Engineering Polymer Research: Jiao Jian, Zeng Xiangbin, Huang XianboSiddharthBhasneyNo ratings yet
- Biopolymers Market Trends and ApplicationsDocument17 pagesBiopolymers Market Trends and ApplicationsManish SoniNo ratings yet
- Effect of Varying Mixing Ratios and Pre-Heat Temperature On The Mechanical Properties of Polyurethane (PU) FoamDocument8 pagesEffect of Varying Mixing Ratios and Pre-Heat Temperature On The Mechanical Properties of Polyurethane (PU) FoamHamzaNo ratings yet
- Indice de OxidriloDocument8 pagesIndice de OxidriloJuan SersopulosNo ratings yet
- ACS Sustainable Chemistry and Engineering Rigid Polyurethane Foams From Cardanol Synthesis, Structural Characterization, and Evaluation of Polyol and Foam PropertiesDocument11 pagesACS Sustainable Chemistry and Engineering Rigid Polyurethane Foams From Cardanol Synthesis, Structural Characterization, and Evaluation of Polyol and Foam PropertiesCarlosNo ratings yet
- Evaluation of The Chemical Composition and Rheological Properties of Bio-Asphalt From Different Biomass SourcesDocument16 pagesEvaluation of The Chemical Composition and Rheological Properties of Bio-Asphalt From Different Biomass SourcesNaren DranNo ratings yet
- Polypropylene: PERP 2011-5Document6 pagesPolypropylene: PERP 2011-5AjaykumarNo ratings yet
- The Nigerian Marketing System Its Development - Problems and ProspectsDocument8 pagesThe Nigerian Marketing System Its Development - Problems and ProspectsNwakor Maco Sochi100% (1)
- Chapter 8: Financial Reporting and Management SystemsDocument6 pagesChapter 8: Financial Reporting and Management SystemsKate AlvarezNo ratings yet
- DE Monthly Assessment - IDocument5 pagesDE Monthly Assessment - IJay KakadiyaNo ratings yet
- ICs Interface and Motor DriversDocument4 pagesICs Interface and Motor DriversJohn Joshua MontañezNo ratings yet
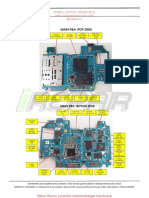
- SM-A102N Manual de Servicio Anibal Garcia IrepaiDocument37 pagesSM-A102N Manual de Servicio Anibal Garcia IrepaiJoaquin Koki Ventura100% (1)
- Lisa Van Krieken CVDocument1 pageLisa Van Krieken CVapi-525455549No ratings yet
- UntitledDocument1 pageUntitledMoizur RahmanNo ratings yet
- Container Generator Qac Qec Leaflet EnglishDocument8 pagesContainer Generator Qac Qec Leaflet EnglishGem RNo ratings yet
- SD Card Formatter 5.01 User's Manual: July 15, 2021Document11 pagesSD Card Formatter 5.01 User's Manual: July 15, 2021Alexis GutierrezNo ratings yet
- The Mobile Phone Company Case StudyDocument3 pagesThe Mobile Phone Company Case StudyTahreem Mudassar 5127-FMS/BBA/F17No ratings yet
- Sub Net Questions With AnsDocument5 pagesSub Net Questions With AnsSavior Wai Hung WongNo ratings yet
- Planning River Intake Structure DesignDocument43 pagesPlanning River Intake Structure DesignSandhiya saravanan100% (1)
- Paper ESEE2017 CLJLand MLDocument12 pagesPaper ESEE2017 CLJLand MLMatheus CardimNo ratings yet
- Bank Automation ProjectDocument75 pagesBank Automation Projectyathsih24885No ratings yet
- Cars and Trucks With Mitsubishi TD04 TurbochargerDocument17 pagesCars and Trucks With Mitsubishi TD04 TurbochargersampapaNo ratings yet
- Presentation MolesworthDocument13 pagesPresentation Molesworthapi-630754890No ratings yet
- Object Oriented Programming (OOPS) : Java Means Durga SirDocument2 pagesObject Oriented Programming (OOPS) : Java Means Durga SirROHIT JAINNo ratings yet
- Test Paper Trigonometric Functions and Equations PDFDocument9 pagesTest Paper Trigonometric Functions and Equations PDFkaushalshah28598No ratings yet
- (Manual) Design Standards For Stormwater Detention and Retention - 14-05 VersionDocument113 pages(Manual) Design Standards For Stormwater Detention and Retention - 14-05 VersionMarcos JulianoNo ratings yet
- The Effect of Dividend Policy On Stock Price: Evidence From The Indian MarketDocument9 pagesThe Effect of Dividend Policy On Stock Price: Evidence From The Indian MarketWilson SimbaNo ratings yet
- Curso AutoturnDocument66 pagesCurso AutoturnMiorga88No ratings yet
- CHAPTER 9 Microsoft Excel 2016 Back ExerciseDocument3 pagesCHAPTER 9 Microsoft Excel 2016 Back ExerciseGargi SinghNo ratings yet
- Species - Age of RebellionDocument10 pagesSpecies - Age of RebellionLeo VieiraNo ratings yet
- Apollo System Engineering Manual. Environmental Control SystemDocument137 pagesApollo System Engineering Manual. Environmental Control Systemjackie_fisher_email8329100% (2)
- Lecture Notes (Chapter 2.3 Triple Integral)Document5 pagesLecture Notes (Chapter 2.3 Triple Integral)shinee_jayasila2080100% (1)
- Krish Kumar 13 Activity 5 SolutionDocument39 pagesKrish Kumar 13 Activity 5 SolutionkrishNo ratings yet
- MOB200 - Going Digital: SAP Mobile Technology Strategy and RoadmapDocument41 pagesMOB200 - Going Digital: SAP Mobile Technology Strategy and RoadmapRaviNo ratings yet
- Understanding Negation in Indian LogicDocument10 pagesUnderstanding Negation in Indian LogicvasubandhuNo ratings yet
- Assignment 5: Engineering Utilities IiDocument4 pagesAssignment 5: Engineering Utilities IiRex SabersonNo ratings yet
- Life Lines RequirementsDocument2 pagesLife Lines RequirementsAnsarMahmoodNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet