You might also like
- Section 22 - Bilging: Similarity of High Block Coefficient Hull Forms To Box-Shaped VesselsDocument26 pagesSection 22 - Bilging: Similarity of High Block Coefficient Hull Forms To Box-Shaped Vesselsfaisal100% (1)
- 26th March 2002 Room and Pillar Mechanised MiningDocument59 pages26th March 2002 Room and Pillar Mechanised MiningCraig ThomasNo ratings yet
- Lecture 10 - DrillingWellDocument38 pagesLecture 10 - DrillingWellJuwisa Diky PNo ratings yet
- Section 09 - Surge & SwabDocument33 pagesSection 09 - Surge & SwabRicardo VillarNo ratings yet
- Perforating 101Document152 pagesPerforating 101John SeversonNo ratings yet
- Transocean Stuck Pipe CourseDocument53 pagesTransocean Stuck Pipe CourseArijit Ray100% (2)
- C1-Double Shoulder Connection Care andDocument29 pagesC1-Double Shoulder Connection Care andAboZaidNo ratings yet
- Section 06 - Hole CleaningDocument81 pagesSection 06 - Hole CleaningRicardo Villar100% (3)
- 00 Hole CleaningDocument159 pages00 Hole CleaningMOH HAIDLER ALI SYAFIINo ratings yet
- Section 04 - Hole Cleaning PDFDocument41 pagesSection 04 - Hole Cleaning PDFayhamNo ratings yet
- Section 05 - Tripping & Backreaming PracticesDocument68 pagesSection 05 - Tripping & Backreaming Practicesjarrod lyon94% (18)
- Section 08 - Tripping & Backreaming PracticesDocument70 pagesSection 08 - Tripping & Backreaming PracticesAndrei Stefan DimaNo ratings yet
- Backing Off A Free Drillstring: Planning and Execution On A World-Class ERD WellDocument10 pagesBacking Off A Free Drillstring: Planning and Execution On A World-Class ERD WellAli100% (1)
- Best Practices.Document46 pagesBest Practices.eng20072007100% (1)
- 4 - Best Practices FDocument46 pages4 - Best Practices FAlvaro Gutiérrez TrocheNo ratings yet
- A Guide To Successful Backreaming (09-08) PDFDocument17 pagesA Guide To Successful Backreaming (09-08) PDFcafegrNo ratings yet
- Section 03 - Tripping & BackreamingDocument32 pagesSection 03 - Tripping & BackreamingRafael Garate100% (1)
- Section 08 - Tripping & Backreaming PracticesDocument70 pagesSection 08 - Tripping & Backreaming PracticesMohamed Ahmed AlyNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- Lpile Technical ManualDocument217 pagesLpile Technical ManualLuoYun100% (6)
- Hole Cleaning GuidelinesDocument26 pagesHole Cleaning GuidelinesEya HentatiNo ratings yet
- ERD RecommendationsDocument25 pagesERD Recommendationsvictor_n333100% (2)
- Coiled Tubing Emergency ProceduresDocument50 pagesCoiled Tubing Emergency ProceduresMustafa NaithelNo ratings yet
- Section 05 Tripping Backreaming PracticesDocument68 pagesSection 05 Tripping Backreaming PracticesSpeculeNo ratings yet
- Coiled Tubing - Emergency ProceduresDocument50 pagesCoiled Tubing - Emergency ProceduresSarasevina Anggraeni100% (2)
- Din en 1563Document2 pagesDin en 1563Tayfun Tezanlar78% (9)
- Wire Line Pipe Recovery Client Considerations PDFDocument6 pagesWire Line Pipe Recovery Client Considerations PDFAliNo ratings yet
- Section 13 - Hole Condition MonitoringDocument54 pagesSection 13 - Hole Condition MonitoringRicardo VillarNo ratings yet
- Guidelines For Selecting The Best Winding ProcessDocument50 pagesGuidelines For Selecting The Best Winding ProcessMustafa Azam SEZERNo ratings yet
- General Overview of PerforatingDocument40 pagesGeneral Overview of PerforatingMahmoud RadwanNo ratings yet
- Slides 6 - ObturationDocument22 pagesSlides 6 - Obturationبراءة أحمد السلاماتNo ratings yet
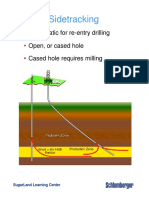
- Side Tracking in Open Hole: Charles Ingold, Schlumberger D&MDocument46 pagesSide Tracking in Open Hole: Charles Ingold, Schlumberger D&MAnilNo ratings yet
- Summer Internship ON: Basics of Well Logging, Well Log Operations & Interpretation-Ongc Mehsana AssetDocument38 pagesSummer Internship ON: Basics of Well Logging, Well Log Operations & Interpretation-Ongc Mehsana AssetYaashpal Malik50% (2)
- Science Quarter 4 ReviewerDocument8 pagesScience Quarter 4 Reviewercali anna75% (4)
- Section 07 - Hole CleaningDocument82 pagesSection 07 - Hole CleaningRobert MorauskasNo ratings yet
- When Tonot To BackreamDocument14 pagesWhen Tonot To BackreamGharib HashemNo ratings yet
- Drilling Operation Archives - Drilling Formulas and Drilling CalculationsDocument8 pagesDrilling Operation Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Why Systemic Management Failures in Well ControlDocument43 pagesWhy Systemic Management Failures in Well Controlivan8villegas8buschNo ratings yet
- IDEAS E Learning Courses Listing Best Drilling PracticesDocument6 pagesIDEAS E Learning Courses Listing Best Drilling PracticesMohamed MahmoudNo ratings yet
- QAQC For Dynamic Ground SupportDocument17 pagesQAQC For Dynamic Ground SupportTúlio AbduaniNo ratings yet
- Frac Presentation PDFDocument14 pagesFrac Presentation PDFVendro MunajadNo ratings yet
- Provision - Dredging and CuttingDocument15 pagesProvision - Dredging and CuttingUddipan KunduNo ratings yet
- Hole Cleaning V5Document39 pagesHole Cleaning V5victorNo ratings yet
- Guide To Avoid Stuck Pipe ClaysDocument9 pagesGuide To Avoid Stuck Pipe ClaysDaniyarNo ratings yet
- Underground Mining Equipment HandbookDocument223 pagesUnderground Mining Equipment Handbookjayman1980.11.10No ratings yet
- Lecture 2 - Rig ComponentsDocument37 pagesLecture 2 - Rig Componentsasel.muratttNo ratings yet
- Risk CMT Thro BitDocument13 pagesRisk CMT Thro BitMuxtar SafarovNo ratings yet
- 1 Slope Assessment Temp Soil Cut SlopeDocument75 pages1 Slope Assessment Temp Soil Cut SlopeJoseph LuuNo ratings yet
- Rotary SystemDocument9 pagesRotary SystemHomam MohammadNo ratings yet
- TLC - Driller Crew InstructionDocument5 pagesTLC - Driller Crew InstructionvinayakbankarNo ratings yet
- IWCF Well Intervention Course HandoutsDocument180 pagesIWCF Well Intervention Course HandoutsSamson ObinnaNo ratings yet
- Section 03 - Horizontal - What's Different PDFDocument12 pagesSection 03 - Horizontal - What's Different PDFayhamNo ratings yet
- Baker Multistage Annular FracturingDocument16 pagesBaker Multistage Annular FracturingzbhdzpNo ratings yet
- DRILL OF CementRetainersDocument1 pageDRILL OF CementRetainersmohammad teimuriNo ratings yet
- REAMING PRACTICES & STUCK PIPE PROBLEMS - Drilling ManualDocument6 pagesREAMING PRACTICES & STUCK PIPE PROBLEMS - Drilling ManualAmlk MartinezNo ratings yet
- SPE-196600-MS Improved Drilling Efficiencies Using Offline Cementing Saves Days On Well and Reduces CostsDocument8 pagesSPE-196600-MS Improved Drilling Efficiencies Using Offline Cementing Saves Days On Well and Reduces Costs叶芊No ratings yet
- Practicas Recomendadas de Torque RSCDocument3 pagesPracticas Recomendadas de Torque RSCYesid Cruz Yesid CruzNo ratings yet
- DWC PresentationDocument26 pagesDWC PresentationHedi ChhidiNo ratings yet
- Online RB Study NotesDocument9 pagesOnline RB Study Notesenjazco.rsgNo ratings yet
- SidetrackingDocument40 pagesSidetrackingdjeramNo ratings yet
- Drilling Technology For The Man On The Rig 8Document17 pagesDrilling Technology For The Man On The Rig 8anzafidandiNo ratings yet
- Drilling Methods Reference GuideDocument4 pagesDrilling Methods Reference Guideswatimallik1999No ratings yet
- Drill Line Cut-Off ProgramDocument1 pageDrill Line Cut-Off Programأنس طعمةNo ratings yet
- CMOperatorRec tcl9 6 21 2010 53158originaldocument PDFDocument41 pagesCMOperatorRec tcl9 6 21 2010 53158originaldocument PDFMr KalyanNo ratings yet
- Fluids and Their Motion: The State of A FluidDocument25 pagesFluids and Their Motion: The State of A FluidNOVENO SEMESTRENo ratings yet
- ASHRAE-D-HI-85-30-1-Prediction of Moisture (Pressure)Document9 pagesASHRAE-D-HI-85-30-1-Prediction of Moisture (Pressure)mihaelaNo ratings yet
- Q1. (A) A Small Sample of Barium Metal Was Added To Water in A Flask. When TheDocument68 pagesQ1. (A) A Small Sample of Barium Metal Was Added To Water in A Flask. When TheLisa PintoNo ratings yet
- Notable People in The Field of Fluid MechanicsDocument2 pagesNotable People in The Field of Fluid MechanicsGeemaica MacaraigNo ratings yet
- Assignment 3Document4 pagesAssignment 3Kamalendu GhoshNo ratings yet
- Ebara GS Ibb April 2022 - 220404 - 200628Document4 pagesEbara GS Ibb April 2022 - 220404 - 200628chandra atmaNo ratings yet
- Vx-8xx3-xxx-5-x Series VB-8xx3 SeriesDocument36 pagesVx-8xx3-xxx-5-x Series VB-8xx3 SeriesNATHANNo ratings yet
- LoadingDocument29 pagesLoadingtumbNo ratings yet
- Molecular VibrayionDocument473 pagesMolecular VibrayionLaurent ElenaNo ratings yet
- Steel Beam and Column Analysis / Code CheckDocument1 pageSteel Beam and Column Analysis / Code CheckA_saravanavelNo ratings yet
- Nuclear Chemistry and Radioactivity: Stable ParticlesDocument48 pagesNuclear Chemistry and Radioactivity: Stable ParticlesAdityaNo ratings yet
- Telefono FemcoDocument2 pagesTelefono FemcoCarlos PobleteNo ratings yet
- Touch Screen With FeelingsDocument27 pagesTouch Screen With FeelingsJYOTHIRMAI MOPARTHINo ratings yet
- Curve PDFDocument9 pagesCurve PDFAnonymous jLLjBdrNo ratings yet
- The Twin Paradox PhilipDocument47 pagesThe Twin Paradox PhilipEnache MarianNo ratings yet
- Thermal-Fluid Sciences 0 PDFDocument40 pagesThermal-Fluid Sciences 0 PDFsb aliNo ratings yet
- Tutorial 3 v1Document4 pagesTutorial 3 v1ir_yusriNo ratings yet
- Physical Properties of SoilDocument3 pagesPhysical Properties of SoilCESHNo ratings yet
- Pid Controller PHD ThesisDocument8 pagesPid Controller PHD Thesisiapesmiig100% (2)
- NNResinDocument8 pagesNNResinNonny Dwitasari SiregarNo ratings yet
- El Efecto Abrasivo de Desgaste de Jugo de Caña de Azúcar en Caña de Azúcar Rueda PDFDocument6 pagesEl Efecto Abrasivo de Desgaste de Jugo de Caña de Azúcar en Caña de Azúcar Rueda PDFJuan Altamirano RojasNo ratings yet
- Instruction Manual G-550: Vertex Standard Co., Ltd. Vertex StandardDocument12 pagesInstruction Manual G-550: Vertex Standard Co., Ltd. Vertex Standardsdelpi5146No ratings yet
- TYPE CRT3000 - CRT22500: Description ApplicationsDocument2 pagesTYPE CRT3000 - CRT22500: Description ApplicationscindyNo ratings yet
- Lab 6 - Consolidation TestDocument9 pagesLab 6 - Consolidation TestHanis RahamanNo ratings yet
- UntitledDocument307 pagesUntitledkevinchu021195No ratings yet