You might also like
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Welding Shop Lab ManualDocument13 pagesWelding Shop Lab Manualcijiv82077No ratings yet
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Document14 pagesWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- Arc Welding Guide: Processes, Equipment & SafetyDocument7 pagesArc Welding Guide: Processes, Equipment & SafetyDivesh KumarNo ratings yet
- National Institute of Textile Engineering and Research (NITER)Document6 pagesNational Institute of Textile Engineering and Research (NITER)shahadat hossainNo ratings yet
- Arc Weld ReportDocument14 pagesArc Weld ReportAsyraf Razali67% (6)
- Electric Welding Processes GuideDocument32 pagesElectric Welding Processes GuideAMAR CHAND MEENANo ratings yet
- Electric welding guideDocument19 pagesElectric welding guideRaghupatruni SowmyaNo ratings yet
- Welding Persentation 444Document38 pagesWelding Persentation 444Raunak GuptaNo ratings yet
- Shielded Metal Arc WeldingDocument7 pagesShielded Metal Arc WeldingSiraj JunaidNo ratings yet
- 2 WeldingDocument24 pages2 WeldingpriyanshuvraoNo ratings yet
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- Welding: IntrdutionDocument10 pagesWelding: IntrdutionJoseph George KonnullyNo ratings yet
- Electric WeldingDocument56 pagesElectric WeldingKilaru Sai KiranNo ratings yet
- Resistance Spot Welding ExplainedDocument13 pagesResistance Spot Welding ExplainedAashishSethiNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- Electric Welding: Unit-IiDocument41 pagesElectric Welding: Unit-IiKUMAR SNo ratings yet
- Notes-22 7Document20 pagesNotes-22 7Dan JonNo ratings yet
- Arc Welding ProjectDocument11 pagesArc Welding ProjectLeahNo ratings yet
- Continental Institute of Engineering & Technology: Welding ShopDocument8 pagesContinental Institute of Engineering & Technology: Welding ShopAjay RanaNo ratings yet
- Spot Welding Process and ApplicationsDocument10 pagesSpot Welding Process and ApplicationsAcerz VillagraciaNo ratings yet
- DOC-20230919-WA0000Document10 pagesDOC-20230919-WA0000rahulk508257No ratings yet
- Metal Joining CH 1 GDocument20 pagesMetal Joining CH 1 Gወይኩን ፍቃድከNo ratings yet
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsDocument21 pagesMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitNo ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Resistance WeldingDocument21 pagesResistance WeldingAyush KumarNo ratings yet
- Lec 14Document17 pagesLec 14poulomi gangulyNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- Electro Mechanical PartDocument18 pagesElectro Mechanical Partmahendra161024No ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Electric WeldingDocument19 pagesElectric WeldingAnonymous e3XZzQNo ratings yet
- 4 Welding ShopDocument9 pages4 Welding ShopMansi NegiNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- WeldingDocument20 pagesWeldingnvemanNo ratings yet
- Safety Tips for Arc Welding WorkshopDocument10 pagesSafety Tips for Arc Welding WorkshopHabibah ArbainNo ratings yet
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- MANUAL METAL ARC (MMA) “STICK” WELDING: AN INTRODUCTIONDocument11 pagesMANUAL METAL ARC (MMA) “STICK” WELDING: AN INTRODUCTIONnamkvalNo ratings yet
- Surya Pandey 2K20/A6/15: Welding ShopDocument13 pagesSurya Pandey 2K20/A6/15: Welding Shop2K20B671 Shivam GargNo ratings yet
- CH 5Document49 pagesCH 5MuhammadMansoorGoharNo ratings yet
- Manual 2Document16 pagesManual 2Malik Umar KhakhNo ratings yet
- Metal JoiningDocument62 pagesMetal Joiningbhavna agarwalNo ratings yet
- Unit 3 Electric WeldingDocument27 pagesUnit 3 Electric WeldingKrish RNo ratings yet
- Welding and Allied ProcessesDocument48 pagesWelding and Allied ProcessesFarazAhmed100% (1)
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- Power Point Essentials of WeldingDocument53 pagesPower Point Essentials of WeldingWilmerNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- Welding ProcessDocument81 pagesWelding ProcessTsegayNo ratings yet
- PPAC Module - III Welding-1Document14 pagesPPAC Module - III Welding-1Albin DonyNo ratings yet
- Exp 2Document5 pagesExp 2alexchong93No ratings yet
- Engineering Practice: Assignment # 01Document8 pagesEngineering Practice: Assignment # 01Saad Ur Rehman AftabNo ratings yet
- WELDINGDocument11 pagesWELDINGWalid AdnanNo ratings yet
- Shield Metal Arc WeldingDocument4 pagesShield Metal Arc Weldingகோகுல் இராNo ratings yet
- 1585680360EEE 552 Slides-Pt3Document14 pages1585680360EEE 552 Slides-Pt3ksrmuruganNo ratings yet
- WeldingDocument12 pagesWeldingChaudhry BrothersNo ratings yet
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- Welding Lab Report. Part 1Document6 pagesWelding Lab Report. Part 1Ayuub Abdi Mahamed100% (1)
- ARC Welding MachineDocument7 pagesARC Welding MachineSAATISHNo ratings yet
- Machine ShopDocument6 pagesMachine ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- 6 - VibrationsDocument4 pages6 - VibrationsAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- 2 - Laws of ForcesDocument17 pages2 - Laws of ForcesAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- 5 - Centre of GravityDocument15 pages5 - Centre of GravityAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- CHEMISTRY - Methods of Making Soluble SaltsDocument3 pagesCHEMISTRY - Methods of Making Soluble SaltsThinara LiyanageNo ratings yet
- Addis Ababa Science & Technology University: College of Electrical and Mechanical EngineeringDocument65 pagesAddis Ababa Science & Technology University: College of Electrical and Mechanical EngineeringEsubalew TeleleNo ratings yet
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- Astm A266x 2021Document5 pagesAstm A266x 2021amitNo ratings yet
- Hydrotropic SolubilizationDocument7 pagesHydrotropic SolubilizationDavidGutiérrezNo ratings yet
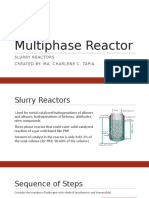
- Multiphase ReactorDocument37 pagesMultiphase ReactorMaria Charlene Caraos TapiaNo ratings yet
- MCQ on Gas ChromatographyDocument9 pagesMCQ on Gas ChromatographyHd Ns0% (1)
- Eg Bremsgleichrichter enDocument21 pagesEg Bremsgleichrichter enAllan AlbaracinNo ratings yet
- Exhaust Gas Silencer Data SheetDocument4 pagesExhaust Gas Silencer Data Sheetabuya3kubmNo ratings yet
- Crystallization TechniquesDocument8 pagesCrystallization Techniqueschamp delacruzNo ratings yet
- Chapter 3 Measurement of HumidityDocument20 pagesChapter 3 Measurement of HumidityKhalid JavedNo ratings yet
- Microtex Master Product CatalogDocument36 pagesMicrotex Master Product CatalogSamuen Gita PuspitaNo ratings yet
- Test On AggregatesDocument16 pagesTest On AggregatesRuthra Manickam100% (1)
- 3 Cleaning Wet EtchDocument34 pages3 Cleaning Wet EtchPieter RobaeysNo ratings yet
- Oseointegracion 2019Document4 pagesOseointegracion 2019Javier Figueroa FuentesNo ratings yet
- Pollution: Causes, Effects and SolutionsDocument16 pagesPollution: Causes, Effects and SolutionsVibNo ratings yet
- Electrical PropertiesDocument4 pagesElectrical PropertiestusharNo ratings yet
- Experimental Study of Pressure Gradients Occurring During Continuous TwoDocument2 pagesExperimental Study of Pressure Gradients Occurring During Continuous TwoAbdulrahman NasirudeenNo ratings yet
- Desgasificadores - ASME PTC 12.3-1997Document54 pagesDesgasificadores - ASME PTC 12.3-1997marcmanichNo ratings yet
- FEM NDTruong (Eng)Document59 pagesFEM NDTruong (Eng)Ngọc VănNo ratings yet
- TN 324: Intelligent InstrumentationDocument27 pagesTN 324: Intelligent InstrumentationAlango Jr TzNo ratings yet
- JTBaker Solid Phase ExtractionDocument16 pagesJTBaker Solid Phase Extractionerminb1525No ratings yet
- BS en 13263-1Document28 pagesBS en 13263-1daviana100% (1)
- MSCCH-17/18/19 CHE-504 IR Spectroscopy LectureDocument22 pagesMSCCH-17/18/19 CHE-504 IR Spectroscopy Lectureabdelfattah oufNo ratings yet
- Silanes Used in Rubber Formulations (Bis - (Triethoxysilylpropyl) Sulfanes) : Characterization by High Performance Liquid Chromatography (HPLC)Document4 pagesSilanes Used in Rubber Formulations (Bis - (Triethoxysilylpropyl) Sulfanes) : Characterization by High Performance Liquid Chromatography (HPLC)Prakash MakadiaNo ratings yet
- Formaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigDocument12 pagesFormaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigKrishna DangiNo ratings yet
- DLP in Photo electric effectDocument9 pagesDLP in Photo electric effectJimros CabigNo ratings yet
- Theory of ComputationDocument29 pagesTheory of Computationnakul salatNo ratings yet
- E-159 and E-199-BIOBASE - 25 Freezer BDF-25V368 User Manual 202108Document15 pagesE-159 and E-199-BIOBASE - 25 Freezer BDF-25V368 User Manual 202108Vanessa Margaret Palomino RodriguezNo ratings yet
- UV Visible SpectrosDocument21 pagesUV Visible SpectrosShar anilNo ratings yet