You might also like
- 5 Grade: Daily MathDocument130 pages5 Grade: Daily MathOLIVEEN WILKS-SCOTT100% (3)
- Libherr CraneDocument157 pagesLibherr Craneali67% (3)
- Void Engineers (Convention: Mage The Ascension)Document6 pagesVoid Engineers (Convention: Mage The Ascension)Beth0% (1)
- 1.0 General: Bored Pile 600 25000Document24 pages1.0 General: Bored Pile 600 25000David Sinambela100% (2)
- Buna EP LanxessDocument51 pagesBuna EP LanxessANHVUDRCNo ratings yet
- OPENING & CLOSING PROGRAM NARRATIVE REPORT (Grade 7)Document4 pagesOPENING & CLOSING PROGRAM NARRATIVE REPORT (Grade 7)Leo Jun G. Alcala100% (1)
- Skirmishes Graham Harman PDFDocument383 pagesSkirmishes Graham Harman PDFparaiaNo ratings yet
- Functional Polymer Coatings: Principles, Methods, and ApplicationsFrom EverandFunctional Polymer Coatings: Principles, Methods, and ApplicationsRating: 1 out of 5 stars1/5 (1)
- ASPEN Plus Project-34278Document2 pagesASPEN Plus Project-34278Vamsidhar GannavarapuNo ratings yet
- Jws 0710261Document32 pagesJws 0710261Arjun NNo ratings yet
- CNC Milling ReportDocument15 pagesCNC Milling ReportStarscream Aisyah78% (37)
- Study On Mechanical Properties of Pristine and Disordered Zinc Oxide Nanoribbon Using Molecular Dynamics SimulationDocument8 pagesStudy On Mechanical Properties of Pristine and Disordered Zinc Oxide Nanoribbon Using Molecular Dynamics SimulationAnonymous 5uZOh7a1ePNo ratings yet
- Honeycomb Beam & Panel Calculations XLV1 - 2Document29 pagesHoneycomb Beam & Panel Calculations XLV1 - 2Krishant Krishant Krishant0% (1)
- Ravago Yakup Ülçer - PAGEV Sustainable Material SolutionsDocument34 pagesRavago Yakup Ülçer - PAGEV Sustainable Material Solutionssara rafieiNo ratings yet
- Ravago Yakup Ülçer - PAGEV Sustainable Material SolutionsDocument34 pagesRavago Yakup Ülçer - PAGEV Sustainable Material Solutionssara rafieiNo ratings yet
- Technical Bulletin: Chloroprene RubberDocument5 pagesTechnical Bulletin: Chloroprene RubberPrashantha NandavarNo ratings yet
- Nghiên C U UmbrDocument5 pagesNghiên C U UmbrDUY TONGNo ratings yet
- Supplementary Data: Sheet-On-Sheet Tio /bi Moo Heterostructure For EnhancedDocument25 pagesSupplementary Data: Sheet-On-Sheet Tio /bi Moo Heterostructure For EnhancedRoberto Hernandez PosadasNo ratings yet
- 2018 Advanced Materials Minh Et Al SuppDocument19 pages2018 Advanced Materials Minh Et Al SuppĐoán VũNo ratings yet
- SupplementariesDocument2 pagesSupplementariesMaychelNo ratings yet
- Understanding Sampling Disturbance and Behaviour of Structured Clays Through Constitutive ModellingDocument20 pagesUnderstanding Sampling Disturbance and Behaviour of Structured Clays Through Constitutive ModellingthalesgmaiaNo ratings yet
- PP20GF 601Document3 pagesPP20GF 601李万福No ratings yet
- PIN PMN PT Cyrstal LinearElectroOpticPropertiesDocument5 pagesPIN PMN PT Cyrstal LinearElectroOpticPropertiesjohndoe_218446No ratings yet
- Soil Mechanics Lecture 1Document20 pagesSoil Mechanics Lecture 1malumiusNo ratings yet
- 5 CHS Series Cylinders Technical DataDocument6 pages5 CHS Series Cylinders Technical DatavivekpattniNo ratings yet
- ECG Vol 1 - 2002Document2 pagesECG Vol 1 - 2002Brhane W YgzawNo ratings yet
- s10854 017 6943 1Document9 pagess10854 017 6943 1karthik tvkNo ratings yet
- Abaqus Geomaterial Simulation SanisandDocument8 pagesAbaqus Geomaterial Simulation Sanisandpawan yadavNo ratings yet
- Magnetic Abrasive MachiningDocument14 pagesMagnetic Abrasive Machiningrajivekarthaa100% (1)
- How To Make Strong Metals With High Ductility?: Yan BeygelzimerDocument102 pagesHow To Make Strong Metals With High Ductility?: Yan BeygelzimerSalahuddin FarooquiNo ratings yet
- MWCNTs P ST Co GMA Composite NanofibersDocument8 pagesMWCNTs P ST Co GMA Composite NanofibersSab-Win DamadNo ratings yet
- 15PGAMT001 Tantalum FinalDocument25 pages15PGAMT001 Tantalum Finalvijesh1432No ratings yet
- ch266 Seismic Effective Stress Analysis of Caisson-Type Quay WallsDocument9 pagesch266 Seismic Effective Stress Analysis of Caisson-Type Quay WallszomungNo ratings yet
- Art 10.1007 BF00749087Document3 pagesArt 10.1007 BF00749087ali_raza117No ratings yet
- Size Does Matter: Nanoparticles MicroparticlesDocument5 pagesSize Does Matter: Nanoparticles MicroparticlesCindi RamayantiNo ratings yet
- Zno Doped With Bismuth in Case of In-Phase Behavior For Solar Cell ApplicationDocument12 pagesZno Doped With Bismuth in Case of In-Phase Behavior For Solar Cell ApplicationZeen MajidNo ratings yet
- Peek Optima Reinforced 4Document7 pagesPeek Optima Reinforced 4Davis LarrubiaNo ratings yet
- Observed and Regressed Thickness As A Function of Spin SpeedDocument54 pagesObserved and Regressed Thickness As A Function of Spin SpeedMeredith DaughertyNo ratings yet
- DataSheet - 310-330-Poly (CHSM6612P Series)Document2 pagesDataSheet - 310-330-Poly (CHSM6612P Series)Mahmudul Hasan TanuNo ratings yet
- 3 DellaVolpe Air Plasma Treated Polyethylene Fibres - JMS 1994Document7 pages3 DellaVolpe Air Plasma Treated Polyethylene Fibres - JMS 1994-No ratings yet
- Natural Polymer Recovery From Plant Resources (Biomass) in Composites Based On PolypropyleneDocument1 pageNatural Polymer Recovery From Plant Resources (Biomass) in Composites Based On PolypropyleneElena ElenusNo ratings yet
- Carbon Nanotube and Polyaniline Composite Actuators : Home - Search - Pacs & MSC - Journals - About - Contact UsDocument8 pagesCarbon Nanotube and Polyaniline Composite Actuators : Home - Search - Pacs & MSC - Journals - About - Contact UsMa OzmaNo ratings yet
- Polyanskiy Co2 PrintDocument20 pagesPolyanskiy Co2 PrintLuffy TaroNo ratings yet
- The Alto Photofission Facility at IPN Orsay: Serge FranchooDocument29 pagesThe Alto Photofission Facility at IPN Orsay: Serge FranchooAnnie SegoviaNo ratings yet
- Compression Characterization of High-Modulus Carbon FibersDocument15 pagesCompression Characterization of High-Modulus Carbon FibersManx. E1geNo ratings yet
- VIR 0820A 23 - RecentInvestigationsOnMirrorThDocument14 pagesVIR 0820A 23 - RecentInvestigationsOnMirrorThpaola.puppoNo ratings yet
- Thermal Conductivity of Suspension Fluids of Fine Carbon Particles: Influence of Sedimentation and AggregationDocument26 pagesThermal Conductivity of Suspension Fluids of Fine Carbon Particles: Influence of Sedimentation and AggregationmalikaNo ratings yet
- Final Report Proposal 6-04-252Document3 pagesFinal Report Proposal 6-04-252Yousfi MohamedNo ratings yet
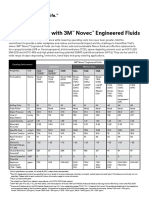
- Solvent Cleaning With 3M Novec Engineered Fluids: Cleaning Performance Light Duty Medium Duty Heavy DutyDocument2 pagesSolvent Cleaning With 3M Novec Engineered Fluids: Cleaning Performance Light Duty Medium Duty Heavy DutyazlihamidNo ratings yet
- 1 s2.0 S0167577X18308073 MainDocument5 pages1 s2.0 S0167577X18308073 MainAch KitevarzNo ratings yet
- 1K-STP-U Adhesive, Desmoseal S XP 2458, 75 Shore A (BBB 7006)Document2 pages1K-STP-U Adhesive, Desmoseal S XP 2458, 75 Shore A (BBB 7006)Jhon Alexander Isaza JimenezNo ratings yet
- Energy and NanotechnologyDocument11 pagesEnergy and NanotechnologyNagesh BabuNo ratings yet
- CCSP Alt 1Document11 pagesCCSP Alt 1Wawan KriztiantNo ratings yet
- Work Function TuningDocument15 pagesWork Function Tuningkei XuNo ratings yet
- 2897 12170-c2p1Document4 pages2897 12170-c2p1Steven YoungNo ratings yet
- Polymer Naocomposite For Areospace ApplicatoinsDocument10 pagesPolymer Naocomposite For Areospace ApplicatoinsUmer FarooqNo ratings yet
- Pile Spring CoeffDocument14 pagesPile Spring CoeffpraveenNo ratings yet
- DocumentDocument5 pagesDocumentعلي محمدNo ratings yet
- Plastic Deformation in Tensile Testing: Renewable Energy Equipment DesignDocument17 pagesPlastic Deformation in Tensile Testing: Renewable Energy Equipment DesignNoman AhmedNo ratings yet
- Pes IvDocument17 pagesPes IvYuxiLiuNo ratings yet
- Modelling JGP Slab in Deep Excavation AnalysisDocument10 pagesModelling JGP Slab in Deep Excavation Analysiszhuo fungNo ratings yet
- Characterization of SPT Grain Size Effects in GravDocument9 pagesCharacterization of SPT Grain Size Effects in Gravstefanus fendisaNo ratings yet
- Coatings: Fabrication and Characterization of A Perovskite-Type Solar Cell With A Substrate Size of 70 MMDocument10 pagesCoatings: Fabrication and Characterization of A Perovskite-Type Solar Cell With A Substrate Size of 70 MMP S HARSHITANo ratings yet
- Dpcs St0250 Unit-1 Chapter-3Document50 pagesDpcs St0250 Unit-1 Chapter-3Ibrahim ShaikhNo ratings yet
- Micro- and Nano-Structured Interpenetrating Polymer Networks: From Design to ApplicationsFrom EverandMicro- and Nano-Structured Interpenetrating Polymer Networks: From Design to ApplicationsNo ratings yet
- Bentonite Functionalised with 2-(3-(2-aminoethylthio)propylthio)ethanamine (AEPE) for the Removal of Hg(II) from Wastewaters: Synthesis, Characterisation and Hg(II) Adsorption PropertiesFrom EverandBentonite Functionalised with 2-(3-(2-aminoethylthio)propylthio)ethanamine (AEPE) for the Removal of Hg(II) from Wastewaters: Synthesis, Characterisation and Hg(II) Adsorption PropertiesNo ratings yet
- Falchem Spec SAF ACID - POWDERDocument3 pagesFalchem Spec SAF ACID - POWDERArjun NNo ratings yet
- Wood Nicholas 200811 MASc ThesisDocument146 pagesWood Nicholas 200811 MASc ThesisArjun NNo ratings yet
- Aa Automation MPC Pulpandpaper Mills DataDocument12 pagesAa Automation MPC Pulpandpaper Mills DataArjun NNo ratings yet
- The Chemistry of ChlorineDocument9 pagesThe Chemistry of ChlorineArjun NNo ratings yet
- Topic 3 Intellectual RevolutionDocument20 pagesTopic 3 Intellectual RevolutionOlive April TampipiNo ratings yet
- READMEDocument2 pagesREADMEtushar patelNo ratings yet
- WicDocument6 pagesWicGonzalo Humberto RojasNo ratings yet
- HAFOMA Presentation 2022 ENGDocument9 pagesHAFOMA Presentation 2022 ENGVeljko MilicevicNo ratings yet
- Permanent Magnet Motor Surface Drive System: Maximize Safety and Energy Efficiency of Progressing Cavity Pumps (PCPS)Document2 pagesPermanent Magnet Motor Surface Drive System: Maximize Safety and Energy Efficiency of Progressing Cavity Pumps (PCPS)Carla Ayelen Chorolque BorgesNo ratings yet
- A Presentation On-: E-Paper TechnologyDocument19 pagesA Presentation On-: E-Paper TechnologyRevanth Kumar TalluruNo ratings yet
- Be and Words From The List.: 6B Judging by Appearance Listening and ReadingDocument3 pagesBe and Words From The List.: 6B Judging by Appearance Listening and ReadingVale MontoyaNo ratings yet
- Diltoids Numberletter Puzzles Activities Promoting Classroom Dynamics Group Form - 38486Document5 pagesDiltoids Numberletter Puzzles Activities Promoting Classroom Dynamics Group Form - 38486sinirsistemiNo ratings yet
- Kat-A 4102 Rotovalve Edition3!12!02-2013 enDocument4 pagesKat-A 4102 Rotovalve Edition3!12!02-2013 enWalter PiracocaNo ratings yet
- All Worksheets MYSQLDocument33 pagesAll Worksheets MYSQLSample1No ratings yet
- Aicte Internship Approval Pending 1Document7 pagesAicte Internship Approval Pending 1Anisha KumariNo ratings yet
- Problems: C D y XDocument7 pagesProblems: C D y XBanana QNo ratings yet
- QSMT Chapter 1Document5 pagesQSMT Chapter 1Rachelle Mae SalvadorNo ratings yet
- Bilateral Transfer of LearningDocument18 pagesBilateral Transfer of Learningts2200419No ratings yet
- Centrifugal Pumps: Turbo Machines Amit Pathania Roll No:09309 Mechanical EngineeringDocument4 pagesCentrifugal Pumps: Turbo Machines Amit Pathania Roll No:09309 Mechanical EngineeringAmit PathaniaNo ratings yet
- SoundsDocument61 pagesSoundsJemabel RosarioNo ratings yet
- Manual HobartDocument39 pagesManual HobartВолодимир БроNo ratings yet
- Plastic Hinge Length and Depth For Piles in Marine Oil Terminals Including Nonlinear Soil PropertiesDocument10 pagesPlastic Hinge Length and Depth For Piles in Marine Oil Terminals Including Nonlinear Soil PropertiesGopu RNo ratings yet
- ISO-50001-JK-WhiteDocument24 pagesISO-50001-JK-WhiteAgustinusDwiSusantoNo ratings yet
- 20235UGSEM2206Document2 pages20235UGSEM2206Lovepreet KaurNo ratings yet
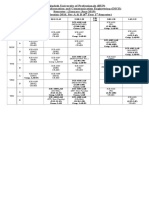
- Class Routine Final 13.12.18Document7 pagesClass Routine Final 13.12.18RakibNo ratings yet
- Modular Heavy Duty Truck TransmissionDocument6 pagesModular Heavy Duty Truck Transmissionphucdc095041No ratings yet
- HP Scanjet Pro 2500 F1 Flatbed Scanner: Boost Productivity With Fast, Versatile ScanningDocument2 pagesHP Scanjet Pro 2500 F1 Flatbed Scanner: Boost Productivity With Fast, Versatile ScanningParesh BabariaNo ratings yet
- Paper Ed Mid TermDocument2 pagesPaper Ed Mid Termarun7sharma78No ratings yet