You might also like
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Surface Morphology in Selective Laser Melting of Metal PowdersDocument8 pagesSurface Morphology in Selective Laser Melting of Metal PowdersbobNo ratings yet
- Nanocoatings: Randa Abdel-KarimDocument37 pagesNanocoatings: Randa Abdel-KarimEnrique FrancoNo ratings yet
- Chantarat 2013Document5 pagesChantarat 2013IpungNo ratings yet
- Modeling Aspects of High Velocity Impact of ParticDocument14 pagesModeling Aspects of High Velocity Impact of ParticFelipe BarrientosNo ratings yet
- Effect of Corona Treatment On Adhesion Enhancement of LLDPE: Surface and Coatings Technology December 2017Document22 pagesEffect of Corona Treatment On Adhesion Enhancement of LLDPE: Surface and Coatings Technology December 2017Huy Tuan QuachNo ratings yet
- SPE 91042 High-Performance Hermetic Optical Fiber For Downhole ApplicationsDocument6 pagesSPE 91042 High-Performance Hermetic Optical Fiber For Downhole ApplicationsAbinadi StanisciaNo ratings yet
- Electron Beam Physical Vapor Deposition Technology: Present and Future ApplicationsDocument4 pagesElectron Beam Physical Vapor Deposition Technology: Present and Future Applicationsthy_ravenNo ratings yet
- Geo2 6Document10 pagesGeo2 6Satya ThodetiNo ratings yet
- 11Document31 pages11Jeena RoseNo ratings yet
- Electrical and Optical Properties of Indium-Tin Oxide (ITO) Films by Ion-Assisted Deposition (IAD) at Room TemperatureDocument6 pagesElectrical and Optical Properties of Indium-Tin Oxide (ITO) Films by Ion-Assisted Deposition (IAD) at Room Temperaturereza mirzakhaniNo ratings yet
- ShockWave Epoxy Ecault 1Document14 pagesShockWave Epoxy Ecault 1chitomomidoNo ratings yet
- Effects of Different Mould Coatings On Polymer Filling Flow in Thin-Wall Injection MouldingDocument4 pagesEffects of Different Mould Coatings On Polymer Filling Flow in Thin-Wall Injection MouldingMaryam AlizadehNo ratings yet
- Effect of DiameterDocument8 pagesEffect of Diametervishal kumarNo ratings yet
- Isope I 07 471Document7 pagesIsope I 07 471BRANDON FELIPE SUAREZ PARRANo ratings yet
- 21 A-Solar-Cell-Architecture-for-Enhancing-Performance-While-Reducing-Absorber-Thickness-and-Back-Contact-RequirementsDocument8 pages21 A-Solar-Cell-Architecture-for-Enhancing-Performance-While-Reducing-Absorber-Thickness-and-Back-Contact-RequirementssriNo ratings yet
- Plasma Electrolytic Oxidation ThesisDocument8 pagesPlasma Electrolytic Oxidation Thesisbkx89b3r100% (1)
- Mohan Kumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 360 012036Document12 pagesMohan Kumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 360 012036pradeep karnNo ratings yet
- Salunkhe 2020 Mater. Res. Express 7 016427Document14 pagesSalunkhe 2020 Mater. Res. Express 7 016427Arturo CervantesNo ratings yet
- UntitledDocument10 pagesUntitledBruno CruzNo ratings yet
- Polymerization Study and Rheological Behavior of A RTM6 Epoxy Resin System During Preprocessing StepDocument9 pagesPolymerization Study and Rheological Behavior of A RTM6 Epoxy Resin System During Preprocessing StepNico PonsNo ratings yet
- 22 - Mat Sci Eng 2008Document8 pages22 - Mat Sci Eng 2008Kais AmmarNo ratings yet
- PTFE SiO2ThinFilmsDocument7 pagesPTFE SiO2ThinFilms陳信辰No ratings yet
- Review of Laser Doping and Its Applications in Silicon Solar CellsDocument12 pagesReview of Laser Doping and Its Applications in Silicon Solar CellsJIJIN KNo ratings yet
- Comparative Study Regarding Friction Coefficient For Three Epoxy ResinsDocument5 pagesComparative Study Regarding Friction Coefficient For Three Epoxy ResinsEdgar Arturo Gomez MeiselNo ratings yet
- MicrowaveDocument8 pagesMicrowaveRiston SinagaNo ratings yet
- Coupling of Sunlight Into Optical Fibres and Spect PDFDocument19 pagesCoupling of Sunlight Into Optical Fibres and Spect PDFOscar ReyesNo ratings yet
- 1 s2.0 S025789721630901X MainDocument7 pages1 s2.0 S025789721630901X MainBrunoNo ratings yet
- Laser Surface Smoothing of Nickel-Based Superalloys: J. Lambarri, J. Leunda, C. Soriano, C. SanzDocument11 pagesLaser Surface Smoothing of Nickel-Based Superalloys: J. Lambarri, J. Leunda, C. Soriano, C. SanzsenthilNo ratings yet
- Toughening of Epoxy Adhesives by Nanoparticles PDFDocument17 pagesToughening of Epoxy Adhesives by Nanoparticles PDFzikrullahNo ratings yet
- 1 s2.0 S0272884222042882 MainDocument12 pages1 s2.0 S0272884222042882 Mainputeri haslindaNo ratings yet
- Plasma Modification of Polylactic Acid in A Medium Pressure DBDDocument8 pagesPlasma Modification of Polylactic Acid in A Medium Pressure DBDIvan Alves de SouzaNo ratings yet
- Polishing of Poly (Methyl Methacrylate), Polycarbonate, and SU-8 PolymersDocument11 pagesPolishing of Poly (Methyl Methacrylate), Polycarbonate, and SU-8 PolymersDr. Alois FabianiNo ratings yet
- Articles No 2Document11 pagesArticles No 2Benzarti NejiNo ratings yet
- Illot Nanophotonics2020Document17 pagesIllot Nanophotonics2020Ramón José Pérez MenéndezNo ratings yet
- Dye Sensitized Solar Cells Principles and New Design: November 2011Document19 pagesDye Sensitized Solar Cells Principles and New Design: November 2011Yann DimarcoNo ratings yet
- Effect of Laser Parameters On The Corrosion Resistance of The ASTM F139 Stainless SteelDocument13 pagesEffect of Laser Parameters On The Corrosion Resistance of The ASTM F139 Stainless SteelJoão TarelhoNo ratings yet
- Surface & Coatings TechnologyDocument9 pagesSurface & Coatings TechnologyHuy HeinekenNo ratings yet
- A Review of Recent Advances in TribologyDocument80 pagesA Review of Recent Advances in TribologyMihai Butnaru-PaladeNo ratings yet
- 8974 24894 1 SMDocument7 pages8974 24894 1 SMashish dutt sharmaNo ratings yet
- Applied Surface Science: Mohammad Hossein Mahdieh, Behzad FattahiDocument11 pagesApplied Surface Science: Mohammad Hossein Mahdieh, Behzad FattahiIntenNo ratings yet
- Coatings 04 00085researchDocument14 pagesCoatings 04 00085researchouahabnabil2020No ratings yet
- Effects of Welding Procedures On Mechanical and MoDocument16 pagesEffects of Welding Procedures On Mechanical and MoAL YAZARNo ratings yet
- Effect On Superhydrophobic Surfaces On ElectricalDocument12 pagesEffect On Superhydrophobic Surfaces On Electricalhadi ebrahimfathNo ratings yet
- Laser Printing and Femtosecond Laser Structuring of Electrode Materials For The Manufacturing of 3D Lithium-Ion Micro-BatteriesDocument6 pagesLaser Printing and Femtosecond Laser Structuring of Electrode Materials For The Manufacturing of 3D Lithium-Ion Micro-Batterieskhue tranNo ratings yet
- Metals 12 00165Document21 pagesMetals 12 00165anjuabrahamNo ratings yet
- Himmah - 2019 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 515 - 012084Document11 pagesHimmah - 2019 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 515 - 012084Blue StarNo ratings yet
- Thermal Arc Spray Overview: IOP Conference Series Materials Science and Engineering June 2013Document12 pagesThermal Arc Spray Overview: IOP Conference Series Materials Science and Engineering June 2013novernandoNo ratings yet
- Electroplating Review for Corrosion ProtectionDocument9 pagesElectroplating Review for Corrosion ProtectionHerda CahyaningrumNo ratings yet
- Master Debinding Curves For Solvent Extraction of Binders in ... R M GermanDocument5 pagesMaster Debinding Curves For Solvent Extraction of Binders in ... R M GermanTae-Shik YoonNo ratings yet
- Polat Et Al-2016-Journal of Applied Polymer ScienceDocument9 pagesPolat Et Al-2016-Journal of Applied Polymer SciencePaulaMussoiCearonNo ratings yet
- Effect of Sheet Resistance and Morphology of ITO Thin Films On Polymer Solar Cell CharacteristicsDocument7 pagesEffect of Sheet Resistance and Morphology of ITO Thin Films On Polymer Solar Cell Characteristicsmasa packNo ratings yet
- Comparative Studyofthe Electrostatic Charging Tendencybetween Synthetic Esterand Mineral OilDocument10 pagesComparative Studyofthe Electrostatic Charging Tendencybetween Synthetic Esterand Mineral OilTalhi MamaNo ratings yet
- Review of Experimental and Numerical Methods To Determine Thermal Conductivity of NanofluidsDocument15 pagesReview of Experimental and Numerical Methods To Determine Thermal Conductivity of NanofluidsIJAR JOURNALNo ratings yet
- Polymer Microfluidic Devices: Holger Becker, Laurie E. LocascioDocument21 pagesPolymer Microfluidic Devices: Holger Becker, Laurie E. LocasciorukwavuNo ratings yet
- ATTARDocument13 pagesATTARم.م حيدر محمودNo ratings yet
- Writing and Publishing Your Next Research Manuscript Using Sciencdirect and MendeleyDocument2 pagesWriting and Publishing Your Next Research Manuscript Using Sciencdirect and MendeleyJulrey Angelo SedenoNo ratings yet
- XRD OF NiODocument26 pagesXRD OF NiORam Narayan ChauhanNo ratings yet
- Tribological Behavior of The Carbon Fiber Reinforced Polyphenylene Sulfide (PPS) Composite Coating Under Dry Sliding and Water LubricationDocument8 pagesTribological Behavior of The Carbon Fiber Reinforced Polyphenylene Sulfide (PPS) Composite Coating Under Dry Sliding and Water LubricationVidya me20d015No ratings yet
- Low Density Polyethylene-Montmorillonite Nanocomposites For Film BlowingDocument17 pagesLow Density Polyethylene-Montmorillonite Nanocomposites For Film Blowingmihaela_myky14No ratings yet
- Kennametal Stellite - Jet Kote BrochureDocument16 pagesKennametal Stellite - Jet Kote BrochureAnders GrimbarkNo ratings yet
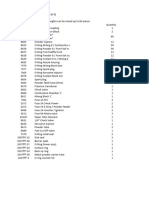
- Met Jet 4L 500 Hour Spares ListDocument1 pageMet Jet 4L 500 Hour Spares List.xNo ratings yet
- Thermal Spray Powders - March 2019 - 2438HOGDocument36 pagesThermal Spray Powders - March 2019 - 2438HOGRavi ViswanadhaNo ratings yet
- Presentacion FERRESOLDADocument9 pagesPresentacion FERRESOLDA.xNo ratings yet
- Fybro Series1500 - UPDATED - 4 - 20 - 12 PDFDocument16 pagesFybro Series1500 - UPDATED - 4 - 20 - 12 PDFRydel CuachonNo ratings yet
- Cuerpo ScrubberDocument1 pageCuerpo Scrubber.xNo ratings yet
- Met-Pro: Fybroc Series 1500 Horizontal PumpsDocument30 pagesMet-Pro: Fybroc Series 1500 Horizontal PumpsAnonymous r3MoX2ZMTNo ratings yet
- PS-10-17 en AqDocument16 pagesPS-10-17 en Aq.xNo ratings yet
- PORTICO FinalDocument1 pagePORTICO Final.xNo ratings yet
- Dynamic Balancing MachineDocument4 pagesDynamic Balancing Machine.x100% (1)
- List PTC AsmeDocument2 pagesList PTC Asme.x100% (1)
- Polymet Full Product CatalogueDocument2 pagesPolymet Full Product Catalogue.xNo ratings yet
- PMET 292 Nano AlloyDocument1 pagePMET 292 Nano Alloy.xNo ratings yet
- Portico PR 1Document1 pagePortico PR 1.xNo ratings yet
- PMET 542 - BabbittDocument1 pagePMET 542 - Babbitt.xNo ratings yet
- PMET 710 - 304 StainlessDocument1 pagePMET 710 - 304 Stainless.xNo ratings yet
- PMET 720-420 StainlessDocument1 pagePMET 720-420 Stainless.xNo ratings yet
- ASM Material Data Sheet 316Document2 pagesASM Material Data Sheet 316.xNo ratings yet
- PMET 885 Technical DatasheetDocument1 pagePMET 885 Technical Datasheet.xNo ratings yet
- ASM Material Data Sheet 304Document2 pagesASM Material Data Sheet 304.xNo ratings yet
- Voh Sham Kuch Ajeeb Thi - A Brother Sister Saga (HindiDocument403 pagesVoh Sham Kuch Ajeeb Thi - A Brother Sister Saga (HindiDesi Rocks100% (1)
- Techniques in Neuroanatomical ResearchDocument404 pagesTechniques in Neuroanatomical ResearchVlad TomaNo ratings yet
- Sivaganga Dist-List of Polling Stations For 185-Tiruppattur Assembly ConstituencyDocument85 pagesSivaganga Dist-List of Polling Stations For 185-Tiruppattur Assembly ConstituencyGanesanNo ratings yet
- Consortium of National Law Universities: Provisional 5th List - CLAT 2021 - PGDocument3 pagesConsortium of National Law Universities: Provisional 5th List - CLAT 2021 - PGLNo ratings yet
- BengzonDocument5 pagesBengzonmceline19No ratings yet
- Research PhilosophyDocument4 pagesResearch Philosophygdayanand4uNo ratings yet
- FCE - Exam: B2 First For SchoolsDocument26 pagesFCE - Exam: B2 First For SchoolsNele Loubele PrivateNo ratings yet
- Sin Be The First To Throw A Stone at Her."Document3 pagesSin Be The First To Throw A Stone at Her."Perry BrownNo ratings yet
- Guardian Reading - Avon Cosmetics Sellers Prosper in AfricaDocument4 pagesGuardian Reading - Avon Cosmetics Sellers Prosper in Africamiguelillo84eireNo ratings yet
- Workbook Answer Key SEODocument2 pagesWorkbook Answer Key SEOlabNo ratings yet
- Puddu v. 6D Global Tech. - Securities Complaint PDFDocument57 pagesPuddu v. 6D Global Tech. - Securities Complaint PDFMark JaffeNo ratings yet
- Arvydas Sliogeris The Thing and Art Two Essays On The Ontotopy of The Work of Art 1Document168 pagesArvydas Sliogeris The Thing and Art Two Essays On The Ontotopy of The Work of Art 1Richard OhNo ratings yet
- Canon Sus 2016 e 03Document2 pagesCanon Sus 2016 e 03Roxanne Tacy SantiagoNo ratings yet
- Soderstrom - Circuit Modeling of Cyanex 272Document17 pagesSoderstrom - Circuit Modeling of Cyanex 272Anonymous OnoowoNo ratings yet
- MA Urdu Revised Syllabus 2022-23Document35 pagesMA Urdu Revised Syllabus 2022-23Mazhar KhanNo ratings yet
- The Snouters - Form and Life of - Harald StumpkeDocument126 pagesThe Snouters - Form and Life of - Harald StumpkeAlberto Humanes MuñozNo ratings yet
- Classroom Management and DisciplineDocument2 pagesClassroom Management and DisciplineMonaida Umpar IbrahimNo ratings yet
- Huntington, The Hispanic Challenge PDFDocument17 pagesHuntington, The Hispanic Challenge PDFUguccionepisaNo ratings yet
- Bahia Slave RevoltDocument73 pagesBahia Slave Revoltalexandercarberry1543No ratings yet
- Print LET Reviewer Professional Education Prof. Ed. Principles and Strategies of Teaching Part 1Document4 pagesPrint LET Reviewer Professional Education Prof. Ed. Principles and Strategies of Teaching Part 1Raffy Jade SalazarNo ratings yet
- Annie Pullen: ExperienceDocument1 pageAnnie Pullen: Experienceapi-250756385No ratings yet
- Overexploitation of Parrots in The NeotropicsDocument6 pagesOverexploitation of Parrots in The NeotropicsElenananaNo ratings yet
- 1994 - Non Wood Plant Fibre - Literarture Review - US - fplgtr80 PDFDocument148 pages1994 - Non Wood Plant Fibre - Literarture Review - US - fplgtr80 PDFSrinivas AyyalasomayajulaNo ratings yet
- PR Out of Nothing by Kate BurvillDocument11 pagesPR Out of Nothing by Kate BurvillCulture Comms0% (1)
- Miro's Response To MotionDocument6 pagesMiro's Response To Motional_crespoNo ratings yet
- Lighthouse December 18, 2014Document28 pagesLighthouse December 18, 2014andreahowryNo ratings yet
- On Counterfactuality: A Multimodal Approach To (Apparent) Contradictions Between Positive Statements and Gestures of NegationDocument12 pagesOn Counterfactuality: A Multimodal Approach To (Apparent) Contradictions Between Positive Statements and Gestures of NegationYulia NikolaevaNo ratings yet
- Leiter-3 Appendix D New 2014Document6 pagesLeiter-3 Appendix D New 2014Didenko MarinaNo ratings yet
- ED 206 Course OutlineDocument1 pageED 206 Course OutlineChe Insik RecabarNo ratings yet
- Notes BST - CH 1Document5 pagesNotes BST - CH 1Khushi KashyapNo ratings yet