You might also like
- Equilibrium Constant For Hydrolysis Lab6finalDocument9 pagesEquilibrium Constant For Hydrolysis Lab6finalapi-534386927No ratings yet
- Physics Principles With Applications 7th Edition Giancoli Test BankDocument17 pagesPhysics Principles With Applications 7th Edition Giancoli Test Bankhelgasophie7478k0100% (31)
- HE ROL Users GuideDocument42 pagesHE ROL Users GuideMiguel RomanNo ratings yet
- Bhopal2016 - Influence of Annealing Temperature On Structural Properties of ITO PDFDocument6 pagesBhopal2016 - Influence of Annealing Temperature On Structural Properties of ITO PDFmala sNo ratings yet
- 2012aluminum-Doped Zinc Oxide Formed by Atomic Layer Deposition For Use As Anodes in Organic Light Emitting DiodesDocument7 pages2012aluminum-Doped Zinc Oxide Formed by Atomic Layer Deposition For Use As Anodes in Organic Light Emitting DiodesKanchanee NIYOMNo ratings yet
- Common Deposition Techniques: Electron-BeamDocument4 pagesCommon Deposition Techniques: Electron-BeamjorgeNo ratings yet
- Preparation and Characterization of Tin Oxide Based Transparent Conducting Coating For Solar Cell ApplicationDocument5 pagesPreparation and Characterization of Tin Oxide Based Transparent Conducting Coating For Solar Cell Applicationcrypto fanbabyNo ratings yet
- The Application of The Mid-Infrared Spectral RegioDocument6 pagesThe Application of The Mid-Infrared Spectral Regio00000000No ratings yet
- Thin Solid FilmsDocument12 pagesThin Solid Filmsnabila ul haqNo ratings yet
- Himmah - 2019 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 515 - 012084Document11 pagesHimmah - 2019 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 515 - 012084Blue StarNo ratings yet
- A Review On Fabrication Process of Organic Light Emitting DiodesDocument5 pagesA Review On Fabrication Process of Organic Light Emitting DiodesCarlos CarranzaNo ratings yet
- adom202001298Document40 pagesadom202001298Abdellatif EL HABIBNo ratings yet
- Optical Properties of Annealed Zno Thin Films Fabricated by Pulsed Laser DepositionDocument11 pagesOptical Properties of Annealed Zno Thin Films Fabricated by Pulsed Laser DepositionNedelcu NicoletaNo ratings yet
- Chantarat 2013Document5 pagesChantarat 2013IpungNo ratings yet
- Synthesis and Characterization of Zno Thin Film Grown by Electron Beam EvaporationDocument7 pagesSynthesis and Characterization of Zno Thin Film Grown by Electron Beam EvaporationTomas JeffersonNo ratings yet
- Leo 2011Document3 pagesLeo 2011Titus EkabatNo ratings yet
- Salunkhe 2020 Mater. Res. Express 7 016427Document14 pagesSalunkhe 2020 Mater. Res. Express 7 016427Arturo CervantesNo ratings yet
- Semiconductor Materals by Ultrasonic Spray PyrolysisDocument21 pagesSemiconductor Materals by Ultrasonic Spray PyrolysisRereNaYunNo ratings yet
- Advanced Indium-Tin Oxide Ceramics For Sputtering Targets: E. Medvedovski, N. Alvarez, O. Yankov, M.K. OlssonDocument10 pagesAdvanced Indium-Tin Oxide Ceramics For Sputtering Targets: E. Medvedovski, N. Alvarez, O. Yankov, M.K. OlssonAHMED DERBESSNo ratings yet
- 2022wang JAC FabricationandcharacterizationofsputteredMgandFco DopedZnOfilmsdifferentsubtemperaturesolarcell P CompressedDocument11 pages2022wang JAC FabricationandcharacterizationofsputteredMgandFco DopedZnOfilmsdifferentsubtemperaturesolarcell P CompressedBeyza Nur AKBOLATNo ratings yet
- Transparent Films On Polymers For Photovoltaic Applications: J. Herrero, C. Guill !enDocument6 pagesTransparent Films On Polymers For Photovoltaic Applications: J. Herrero, C. Guill !enAnand Sreekantan ThampyNo ratings yet
- Adl 2015Document12 pagesAdl 2015Anonymous cYpEVvoNo ratings yet
- Transparent Conducting Oxide Films For Various Applications: A ReviewDocument11 pagesTransparent Conducting Oxide Films For Various Applications: A ReviewTasneemNo ratings yet
- Surface Passivation and Antire Ection Behavior of Ald Tio 2 On N-Type Silicon For Solar CellsDocument9 pagesSurface Passivation and Antire Ection Behavior of Ald Tio 2 On N-Type Silicon For Solar CellsHazal ÇetinNo ratings yet
- 2019 - ITO Vs FTODocument6 pages2019 - ITO Vs FTOdo.dinh.khaiNo ratings yet
- Thin Solid Films: Yong-June Choi, Kyung-Mun Kang, Hong-Sub Lee, Hyung-Ho ParkDocument7 pagesThin Solid Films: Yong-June Choi, Kyung-Mun Kang, Hong-Sub Lee, Hyung-Ho ParkBhabani Sankar SwainNo ratings yet
- Transparent Conducting Oxides for Solar CellsDocument6 pagesTransparent Conducting Oxides for Solar CellsoscuraNo ratings yet
- Đặc tính màng và cấu trúc nano của ZnODocument8 pagesĐặc tính màng và cấu trúc nano của ZnOtknguyentieNo ratings yet
- Vrakatseli 2016 J. Phys. Conf. Ser. 700 012039Document6 pagesVrakatseli 2016 J. Phys. Conf. Ser. 700 012039Villy VrakatseliNo ratings yet
- Studies On The Effect of Nozzle-To-substrate Distance On The Structural, ElectricalDocument9 pagesStudies On The Effect of Nozzle-To-substrate Distance On The Structural, Electricalanon_475006600No ratings yet
- Review of Organic Light Emitting Diode Fabrication and Recent ProgressDocument6 pagesReview of Organic Light Emitting Diode Fabrication and Recent ProgressKashinath SarjapurNo ratings yet
- Optics and Lasers in EngineeringDocument5 pagesOptics and Lasers in EngineeringsenthilNo ratings yet
- Improved Conductivity and Mechanism of Carrier Transport in Zinc Oxide With Embedded Silver LayerDocument8 pagesImproved Conductivity and Mechanism of Carrier Transport in Zinc Oxide With Embedded Silver LayerAbdul BasitNo ratings yet
- Doddoji2019 Article SpectroscopicAndWaveguidePropeDocument9 pagesDoddoji2019 Article SpectroscopicAndWaveguidePropeJaimes BeristainNo ratings yet
- Ehrt Flgel 2011Document10 pagesEhrt Flgel 2011Gayatree TripathyNo ratings yet
- 1 s2.0 S0040609015003363 MainDocument4 pages1 s2.0 S0040609015003363 MainBhabani Sankar SwainNo ratings yet
- Reshi 2016Document6 pagesReshi 2016Bojan StojadinovićNo ratings yet
- ARTICLE6Document11 pagesARTICLE6Maroc EcoloadNo ratings yet
- Photopatternable Poly (4-Styrene Sulfonic Acid) - Wrapped MWNT Thin-Film Source/Drain Electrodes For Use in Organic Field-Effect TransistorsDocument6 pagesPhotopatternable Poly (4-Styrene Sulfonic Acid) - Wrapped MWNT Thin-Film Source/Drain Electrodes For Use in Organic Field-Effect TransistorsDoktor transmisionesNo ratings yet
- The Tracking and Erosion Performance of Silicone Rubber Incorporated With Novel Tio @sio Core-Shell Nano Fillers Under The Iec 60587 StandardDocument12 pagesThe Tracking and Erosion Performance of Silicone Rubber Incorporated With Novel Tio @sio Core-Shell Nano Fillers Under The Iec 60587 StandardMansoor AsifNo ratings yet
- 2020 - Optimization of Laser-Patterning Process and Module Design For Transparent Amorphous Silicon Thin-Film Module Using Thin OMO Back ElectrodeDocument9 pages2020 - Optimization of Laser-Patterning Process and Module Design For Transparent Amorphous Silicon Thin-Film Module Using Thin OMO Back ElectrodeP SamuelNo ratings yet
- Low-Loss Silicon Integrated Aluminum Nitride PhotoDocument20 pagesLow-Loss Silicon Integrated Aluminum Nitride PhotoEunso ShinNo ratings yet
- High Indoor Performance of Flexible Organic Photovoltaics Using Polymer ElectrodesDocument8 pagesHigh Indoor Performance of Flexible Organic Photovoltaics Using Polymer Electrodesjose manuel acosta saavedraNo ratings yet
- Lecture 2 - Optical Fiber Fabrication (Autosaved)Document83 pagesLecture 2 - Optical Fiber Fabrication (Autosaved)Parul Abrol100% (2)
- 231 - FarajDocument5 pages231 - FarajCarlos RamosNo ratings yet
- Sano2019ieee OLEDDocument4 pagesSano2019ieee OLEDRakshitha ShettyNo ratings yet
- Lifetime - While Red and Green OLED Films Have Longer LifetimesDocument39 pagesLifetime - While Red and Green OLED Films Have Longer Lifetimesabdol badliNo ratings yet
- Influence of Diffusion Plane Orientation On ElectrDocument12 pagesInfluence of Diffusion Plane Orientation On ElectrRoberto Garcia CarrilloNo ratings yet
- Remelting of Flame Spraying PEEK Coating Using LasDocument10 pagesRemelting of Flame Spraying PEEK Coating Using Las.xNo ratings yet
- Putra 2019 J. Phys.: Conf. Ser. 1191 012029Document8 pagesPutra 2019 J. Phys.: Conf. Ser. 1191 012029Erlyta Septa RosaNo ratings yet
- Lifetime - While Red and Green OLED Films Have LongerDocument37 pagesLifetime - While Red and Green OLED Films Have Longerabdol badliNo ratings yet
- Dye Sensitized Solar Cells Principles and New Design: November 2011Document19 pagesDye Sensitized Solar Cells Principles and New Design: November 2011Yann DimarcoNo ratings yet
- Analysis of Five Different Dielectric Substrates On Microstrip Patch AntennaDocument8 pagesAnalysis of Five Different Dielectric Substrates On Microstrip Patch Antennayadhu k.cNo ratings yet
- Artificial Ageing of Thin Films of The Indium-FreeDocument24 pagesArtificial Ageing of Thin Films of The Indium-Freekesava76No ratings yet
- EE6303 Two Marks Question BankDocument48 pagesEE6303 Two Marks Question Banksrajece100% (1)
- Materials: Progress in Nano-Engineered Anodic Aluminum Oxide Membrane DevelopmentDocument40 pagesMaterials: Progress in Nano-Engineered Anodic Aluminum Oxide Membrane DevelopmentAbeeraShujatNo ratings yet
- 2010 One-Shadow-Mask Self-Assembled Ultralow-Voltage Coplanar Homojunction Thin-Film TransistorsDocument3 pages2010 One-Shadow-Mask Self-Assembled Ultralow-Voltage Coplanar Homojunction Thin-Film TransistorsLeovNo ratings yet
- Thin Solid Films: Mehrnoosh Mahmoodian, Behzad Pourabbas, Shams MohajerzadehDocument9 pagesThin Solid Films: Mehrnoosh Mahmoodian, Behzad Pourabbas, Shams MohajerzadehAnonymous hkDxd8LNo ratings yet
- Graphene nanoribbon-PVA composite for EMI shieldingDocument10 pagesGraphene nanoribbon-PVA composite for EMI shieldingRISTON SINAGANo ratings yet
- Materials Science in Semiconductor Processing: V. Gowthami, M. Meenakshi, P. Perumal, R. Sivakuma, C. SanjeevirajaDocument8 pagesMaterials Science in Semiconductor Processing: V. Gowthami, M. Meenakshi, P. Perumal, R. Sivakuma, C. SanjeevirajaSoufianeBenhamidaNo ratings yet
- ITO EpsilonDocument9 pagesITO Epsilonreza mirzakhaniNo ratings yet
- Sun 2020Document11 pagesSun 2020mepcNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- High Polarization and Wide Angle Independent Hexagonal Shapes Metamaterial AbsorberDocument5 pagesHigh Polarization and Wide Angle Independent Hexagonal Shapes Metamaterial Absorberreza mirzakhaniNo ratings yet
- High Polarization and Wide Angle Independent Hexagonal Shapes Metamaterial AbsorberDocument5 pagesHigh Polarization and Wide Angle Independent Hexagonal Shapes Metamaterial Absorberreza mirzakhaniNo ratings yet
- ITO EpsilonDocument9 pagesITO Epsilonreza mirzakhaniNo ratings yet
- Simulation Analysis of Ansys HFSS and CST Microwave Studio For Frequency Selective SurfaceDocument3 pagesSimulation Analysis of Ansys HFSS and CST Microwave Studio For Frequency Selective Surfacereza mirzakhaniNo ratings yet
- Electrical and Optical Properties of Indium-Tin Oxide (ITO) Films by Ion-Assisted Deposition (IAD) at Room TemperatureDocument6 pagesElectrical and Optical Properties of Indium-Tin Oxide (ITO) Films by Ion-Assisted Deposition (IAD) at Room Temperaturereza mirzakhaniNo ratings yet
- The Electromagnetic Shielding e Ectiveness of Indium Tin Oxide ®lmsDocument3 pagesThe Electromagnetic Shielding e Ectiveness of Indium Tin Oxide ®lmsreza mirzakhaniNo ratings yet
- A Circuit Analog Absorber With Optimum Thickness and Response in X-BandDocument4 pagesA Circuit Analog Absorber With Optimum Thickness and Response in X-Bandreza mirzakhaniNo ratings yet
- Design of A Wideband Radar Absorbing StructureDocument4 pagesDesign of A Wideband Radar Absorbing Structurereza mirzakhaniNo ratings yet
- Journal of Colloid and Interface ScienceDocument11 pagesJournal of Colloid and Interface ScienceSahin CoskunNo ratings yet
- A Simple INDIUM TIN OXIDE/glass DRA: Sens@iiti - Ac.in Biring@mail - Mcut.edu - TWDocument8 pagesA Simple INDIUM TIN OXIDE/glass DRA: Sens@iiti - Ac.in Biring@mail - Mcut.edu - TWreza mirzakhaniNo ratings yet
- A Transparent and Flexible Metasurface With Both Low Infrared Emission and Broadband Microwave Absorption-2021Document10 pagesA Transparent and Flexible Metasurface With Both Low Infrared Emission and Broadband Microwave Absorption-2021reza mirzakhaniNo ratings yet
- Closed-Form Analysis of Artificial Dielectric Layers-Part II: Extension To Multiple Layers and Arbitrary IlluminationDocument9 pagesClosed-Form Analysis of Artificial Dielectric Layers-Part II: Extension To Multiple Layers and Arbitrary Illuminationreza mirzakhaniNo ratings yet
- The Ionizing Radiation Environment On The International Space Station: Performance vs. Expectations For Avionics and MaterialsDocument7 pagesThe Ionizing Radiation Environment On The International Space Station: Performance vs. Expectations For Avionics and Materialsreza mirzakhaniNo ratings yet
- Design and Fabrication of 77-GHz Radar Absorbing Materials Using Frequency-Selective Surfaces For Autonomous Vehicles Application-2019-IeeeDocument4 pagesDesign and Fabrication of 77-GHz Radar Absorbing Materials Using Frequency-Selective Surfaces For Autonomous Vehicles Application-2019-Ieeereza mirzakhaniNo ratings yet
- A Simple INDIUM TIN OXIDE/glass DRA: Sens@iiti - Ac.in Biring@mail - Mcut.edu - TWDocument8 pagesA Simple INDIUM TIN OXIDE/glass DRA: Sens@iiti - Ac.in Biring@mail - Mcut.edu - TWreza mirzakhaniNo ratings yet
- Ultrathin, Flexible and Sandwich-Structured PHBVSilver Nanowire Films For High-Efficiency Electromagnetic Interference ShieldingDocument27 pagesUltrathin, Flexible and Sandwich-Structured PHBVSilver Nanowire Films For High-Efficiency Electromagnetic Interference Shieldingreza mirzakhaniNo ratings yet
- Electromagnetic Shielding Effectiveness of Wire Mesh ScreensDocument9 pagesElectromagnetic Shielding Effectiveness of Wire Mesh Screensreza mirzakhaniNo ratings yet
- Mod 1Document264 pagesMod 1reza mirzakhaniNo ratings yet
- Fuel EfficincyDocument21 pagesFuel Efficincyreza mirzakhaniNo ratings yet
- Ac Leases 4th EditionDocument2 pagesAc Leases 4th Editionreza mirzakhaniNo ratings yet
- Filters For Communication Lines: ISDN SystemsDocument8 pagesFilters For Communication Lines: ISDN Systemsreza mirzakhaniNo ratings yet
- Closed-Form Analysis of Artificial Dielectric Layers-Part I: Properties of A Single Layer Under Plane-Wave IncidenceDocument9 pagesClosed-Form Analysis of Artificial Dielectric Layers-Part I: Properties of A Single Layer Under Plane-Wave Incidencereza mirzakhaniNo ratings yet
- Accelerating ATM Call To IndustryDocument44 pagesAccelerating ATM Call To Industryreza mirzakhaniNo ratings yet
- An Ultra-Broadband and Optically Transparent Metamaterial Absorber Based On Multilayer Indium-Tin-Oxide Structure-2021Document8 pagesAn Ultra-Broadband and Optically Transparent Metamaterial Absorber Based On Multilayer Indium-Tin-Oxide Structure-2021reza mirzakhaniNo ratings yet
- A Broadside-Split-Ring Resonator-Based Coil For MRI at 7 TDocument4 pagesA Broadside-Split-Ring Resonator-Based Coil For MRI at 7 Treza mirzakhaniNo ratings yet
- Space Station Requirements For Electromagnetic Compatibility International Space StationDocument55 pagesSpace Station Requirements For Electromagnetic Compatibility International Space Stationreza mirzakhaniNo ratings yet
- EMP Protection Units: Analog Communication and Control LinesDocument4 pagesEMP Protection Units: Analog Communication and Control Linesreza mirzakhaniNo ratings yet
- Ect149 EMC Electromagnetic CompatibilityDocument36 pagesEct149 EMC Electromagnetic CompatibilitytjnoonNo ratings yet
- Emc Introduction PDFDocument16 pagesEmc Introduction PDFjanepriceNo ratings yet
- OAPT Contest 01 KinematicsDocument116 pagesOAPT Contest 01 KinematicsaskunowNo ratings yet
- Thời gian làm bài: 60 phút, không kể thời gian phát đề: authority about this problemDocument19 pagesThời gian làm bài: 60 phút, không kể thời gian phát đề: authority about this problemVũ Minh ThànhNo ratings yet
- Newton's 2nd Law Practice Problems F=maDocument2 pagesNewton's 2nd Law Practice Problems F=maLhaine F.No ratings yet
- Final Term Assignment for Linear Algebra CourseDocument2 pagesFinal Term Assignment for Linear Algebra CourseMuhammad Ali100% (1)
- Elc151 - Listening Sample Test - Jun 2020Document5 pagesElc151 - Listening Sample Test - Jun 2020A'eesya Humaira Binti RumawiNo ratings yet
- Carbon Steel Pipes - Comparing American & European StandardsDocument8 pagesCarbon Steel Pipes - Comparing American & European StandardsNaveen ReddyNo ratings yet
- AAMA 906-05: Voluntary Specification For Sliding Glass Door Roller AssembliesDocument5 pagesAAMA 906-05: Voluntary Specification For Sliding Glass Door Roller AssembliesMarian Joyce Macadine100% (1)
- AWP Full Printed Ktunotes - inDocument111 pagesAWP Full Printed Ktunotes - inMariam FatimaNo ratings yet
- Pico Tools: Product Tooling GuideDocument125 pagesPico Tools: Product Tooling Guide이용일No ratings yet
- Power Consumption and Mixing Time in an Agitated Vessel with Double ImpellerDocument6 pagesPower Consumption and Mixing Time in an Agitated Vessel with Double ImpellerJose Davi Rodrigues Silva UFCNo ratings yet
- Continuity and Energy EquationsDocument53 pagesContinuity and Energy Equationssushil.vgiNo ratings yet
- Chapter One Workbook With SolutionsDocument8 pagesChapter One Workbook With SolutionsArthur Balieiro0% (1)
- File 1544349402Document16 pagesFile 1544349402Adeline Nkwekeu VasongiNo ratings yet
- Capacitors Charging and Discharging NOTESDocument2 pagesCapacitors Charging and Discharging NOTESnsong esukaNo ratings yet
- Analysis of Structures: Trusses and Pin-Connected Frames. in The Actual Structure, The Joints May Be WeldedDocument3 pagesAnalysis of Structures: Trusses and Pin-Connected Frames. in The Actual Structure, The Joints May Be WeldedCarlson CaliwanNo ratings yet
- Tarea 4 TermodinamicaDocument3 pagesTarea 4 TermodinamicaMario GonzalezNo ratings yet
- BS - Reinforced Masonry Design GuideDocument76 pagesBS - Reinforced Masonry Design Guidescgengineer100% (7)
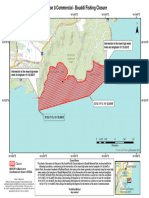
- Bouddi National Park Fishing Exclusion ZoneDocument1 pageBouddi National Park Fishing Exclusion ZonejdhjdhjdhNo ratings yet
- A Laboratory Study of Efficiency of Sand Drains in Relation To Methods of Installation and SpacingDocument28 pagesA Laboratory Study of Efficiency of Sand Drains in Relation To Methods of Installation and SpacingHilal KhanNo ratings yet
- Effect of Concentration on Reaction RateDocument27 pagesEffect of Concentration on Reaction RateNGU LEE MEE MoeNo ratings yet
- 4 Three-Wire LevelingDocument3 pages4 Three-Wire LevelingBryanHarold BrooNo ratings yet
- Weiland Aama 2605 05 Kynar 500Document10 pagesWeiland Aama 2605 05 Kynar 500Øwięs MØhãmmedNo ratings yet
- 3D Modeling Animation A Primer by Magesh ChandramouliDocument365 pages3D Modeling Animation A Primer by Magesh ChandramouliAbdullox InogamovNo ratings yet
- Circus of Pressure ExperimentsDocument2 pagesCircus of Pressure ExperimentsDilini WijesinghNo ratings yet
- Notes-Motion From BYjusDocument12 pagesNotes-Motion From BYjusSidra JamilNo ratings yet
- Indication of Functional Dimension According Iso Gps - How Shall We Applicate?Document6 pagesIndication of Functional Dimension According Iso Gps - How Shall We Applicate?Carlos AranaNo ratings yet
- Epo562 - P8 F2F Student KitDocument12 pagesEpo562 - P8 F2F Student Kitandrew SmithNo ratings yet