You might also like
- En Iso 10675-2 - 2017Document16 pagesEn Iso 10675-2 - 2017nebojsa70100% (3)
- Checklist of Documentation For IATF 16949 - 2016Document11 pagesChecklist of Documentation For IATF 16949 - 2016Deepak kumarNo ratings yet
- Iso 1143 2010 en PDFDocument11 pagesIso 1143 2010 en PDFKK SinghNo ratings yet
- 299 - 06 SE of EM Shielding EnclosureDocument49 pages299 - 06 SE of EM Shielding EnclosurealaincharoyNo ratings yet
- Iso 4628 3 2003 en FR PDFDocument8 pagesIso 4628 3 2003 en FR PDFBartek Haja100% (1)
- Iso 18 649Document32 pagesIso 18 649mangologman100% (2)
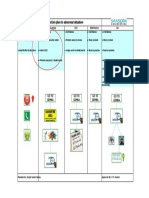
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDocument1 pageStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarNo ratings yet
- Astm E4-2021Document14 pagesAstm E4-2021Akash Sain100% (1)
- Iso 08503-5-2017Document18 pagesIso 08503-5-2017Francisco Raro AlmuzaraNo ratings yet
- 4 5872697685072412994 PDFDocument20 pages4 5872697685072412994 PDFSantosh100% (1)
- TPM AwarenessDocument51 pagesTPM AwarenessDeepak kumarNo ratings yet
- Expression of UncertaintyDocument60 pagesExpression of UncertaintyWaleed El-azab67% (3)
- Conditioning and Testing Textiles: Standard Practice ForDocument5 pagesConditioning and Testing Textiles: Standard Practice ForMaqsoodUlHassanChaudharyNo ratings yet
- Calibration Essentials Ebook PDFDocument64 pagesCalibration Essentials Ebook PDFsolbahia100% (1)
- UncertaintyDocument46 pagesUncertaintypriyahitajuniarfanNo ratings yet
- Iso 08502-4-2017Document34 pagesIso 08502-4-2017Francisco Raro AlmuzaraNo ratings yet
- Iso 6508 3 2015 en PDFDocument8 pagesIso 6508 3 2015 en PDFMohan.v100% (1)
- Technical Specification: Iso/Ts 4949Document14 pagesTechnical Specification: Iso/Ts 4949antonioNo ratings yet
- Software Development: BCS Level 4 Certificate in IT study guideFrom EverandSoftware Development: BCS Level 4 Certificate in IT study guideRating: 3.5 out of 5 stars3.5/5 (2)
- International Standard: Metallic Materials - Brinell Hardness TestDocument8 pagesInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaNo ratings yet
- ISO 17025 Lead Auditor - Delegate PackDocument170 pagesISO 17025 Lead Auditor - Delegate Packhrz grkNo ratings yet
- Iso 04993-2015Document22 pagesIso 04993-2015AshokNo ratings yet
- Iso 12944 2017 1Document16 pagesIso 12944 2017 1rahul.meena100% (1)
- Iso 2408Document11 pagesIso 2408Anonymous ntE0hG2TPNo ratings yet
- Iso 8503-4-2012-02Document16 pagesIso 8503-4-2012-02Arun Arumugam100% (1)
- Iso 14253 1 2017Document30 pagesIso 14253 1 2017Ttad Quality100% (3)
- Norma ISO 6507-1 - 2005 PDFDocument8 pagesNorma ISO 6507-1 - 2005 PDFWelington Volpatto MoraisNo ratings yet
- Iso 20032-2007Document18 pagesIso 20032-2007Institute of Marketing & Training ALGERIANo ratings yet
- Iso 17639 en PDFDocument6 pagesIso 17639 en PDFTech Noob0% (1)
- ISO - 630-3 (Angle & Channel)Document12 pagesISO - 630-3 (Angle & Channel)Zahidul AlamNo ratings yet
- Iso 13920-2023Document14 pagesIso 13920-2023Diego Andrés Flórez Jerez100% (7)
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Iso 14343-2017Document24 pagesIso 14343-2017getatodicaNo ratings yet
- Iso 08502-2-2017Document14 pagesIso 08502-2-2017Francisco Raro AlmuzaraNo ratings yet
- Iso 08764-1-2004Document28 pagesIso 08764-1-2004rtsultanNo ratings yet
- Annex 8 Qualification of Balances PDFDocument11 pagesAnnex 8 Qualification of Balances PDFzilangamba_s4535No ratings yet
- Estimation of Measurement Uncertainty For Electrical Conductivity in WaterDocument4 pagesEstimation of Measurement Uncertainty For Electrical Conductivity in WaterMaruthi KNo ratings yet
- 【ISO - 14253-3-2013】 GPS - Inspection by Measurement of Workpieces and Measuring EquipmentDocument20 pages【ISO - 14253-3-2013】 GPS - Inspection by Measurement of Workpieces and Measuring EquipmentSeiya Miyata100% (1)
- Iso 6506-1-2014Document22 pagesIso 6506-1-2014EleanorNo ratings yet
- Standard Standard: First Edition First Edition 2008-03-15 2008-03-15Document24 pagesStandard Standard: First Edition First Edition 2008-03-15 2008-03-15sedef şenNo ratings yet
- VDA 5 Yellow Volume 3rd Edition 2020Document160 pagesVDA 5 Yellow Volume 3rd Edition 2020Alex Kunert100% (5)
- Info Isoiecguide98-1 (Ed1.0) en PDFDocument10 pagesInfo Isoiecguide98-1 (Ed1.0) en PDFIris Juliana BarretoNo ratings yet
- Iso 6506 3 2014Document9 pagesIso 6506 3 2014Sanjiwi KrisnaNo ratings yet
- Iso 6507-3 2005Document14 pagesIso 6507-3 2005Mustafa KurdakNo ratings yet
- Iso 16773-3Document16 pagesIso 16773-3rahul.meenaNo ratings yet
- ISOStandard PDFDocument12 pagesISOStandard PDFSatheesh KumarNo ratings yet
- Iso 9017 (2017)Document20 pagesIso 9017 (2017)Akademi NDTNo ratings yet
- Iso3408 3 2006 - Standard5104 BallscrewDocument30 pagesIso3408 3 2006 - Standard5104 BallscrewsomenameNo ratings yet
- Iso 3408 3 2006 en PDFDocument11 pagesIso 3408 3 2006 en PDFAmrit SinghNo ratings yet
- Iso 16773-4Document42 pagesIso 16773-4rahul.meenaNo ratings yet
- Iso 10033-1-2011Document22 pagesIso 10033-1-2011Mariana Rodriguez IbarraNo ratings yet
- International StandardDocument12 pagesInternational StandardRajesh ThakurNo ratings yet
- BS Iso 16143-3-2014Document28 pagesBS Iso 16143-3-2014noahb110No ratings yet
- Iso 04993-2009Document22 pagesIso 04993-2009Денис МихайловNo ratings yet
- 24344-2008 IsoDocument12 pages24344-2008 IsoVan Thu DangNo ratings yet
- Iso 13373 3 2015Document13 pagesIso 13373 3 2015Saulo UainerNo ratings yet
- ISO10113-2006-Plastic Strain RatioDocument16 pagesISO10113-2006-Plastic Strain RatioJeff Bork0% (1)
- Iso 6508 3 2005Document11 pagesIso 6508 3 2005Tiago SantanaNo ratings yet
- Iso 6506-2 - 1999Document9 pagesIso 6506-2 - 1999DavidNo ratings yet
- ISO 93332006 - Dentistry - Brazing MaterialsDocument14 pagesISO 93332006 - Dentistry - Brazing MaterialsJ MrNo ratings yet
- Iso 10675-1 - 2016Document16 pagesIso 10675-1 - 2016Akmal SaadNo ratings yet
- Draft Non-Destructive Testing Standard Test Method For Robotic Ultrasonic TestingDocument24 pagesDraft Non-Destructive Testing Standard Test Method For Robotic Ultrasonic Testingcarlito79No ratings yet
- Iso 08503-2-2012Document12 pagesIso 08503-2-2012Francisco Raro AlmuzaraNo ratings yet
- ISO - 24213 - Avaliação de SpringbackDocument18 pagesISO - 24213 - Avaliação de Springback0511018No ratings yet
- 616139Document7 pages616139nit_xlriNo ratings yet
- ISO-6361-2-2014 Wrought Aluminium and Aluminium Alloys - Sheets, Strips & Plate - Insulation CladdingDocument15 pagesISO-6361-2-2014 Wrought Aluminium and Aluminium Alloys - Sheets, Strips & Plate - Insulation CladdingYogalingam ArumugamNo ratings yet
- Iso 6691 en PDFDocument11 pagesIso 6691 en PDFPAWAN KNo ratings yet
- Iso 8503 5 2017Document9 pagesIso 8503 5 2017Rafiki MufasaNo ratings yet
- ISO 16143-2 2014 (E) - Character PDF DocumentDocument44 pagesISO 16143-2 2014 (E) - Character PDF Documentshamrajj100% (1)
- Iso 24173 2009Document15 pagesIso 24173 2009Maura Arroyo OlveraNo ratings yet
- Iso 13583-2-2023Document14 pagesIso 13583-2-2023Tuan AnhNo ratings yet
- International StandardDocument18 pagesInternational StandardWillem PentzNo ratings yet
- International Standard: Metallic Materials - Vickers Hardness Test - Calibration of Reference BlocksDocument8 pagesInternational Standard: Metallic Materials - Vickers Hardness Test - Calibration of Reference Blocksnikunjsingh04No ratings yet
- Desulfurization of SteelDocument69 pagesDesulfurization of SteelDeepak kumarNo ratings yet
- Working Height +1105: Pit Dimension: 2300L X 2600W X - 160DDocument2 pagesWorking Height +1105: Pit Dimension: 2300L X 2600W X - 160DDeepak kumarNo ratings yet
- % Ammonia Dissociation Relating To Nitriding PotentialDocument2 pages% Ammonia Dissociation Relating To Nitriding PotentialDeepak kumarNo ratings yet
- Irish Standard: I.S. EN ISO 3887:2003Document20 pagesIrish Standard: I.S. EN ISO 3887:2003Deepak kumarNo ratings yet
- Log Register For HT MaintenanceDocument1 pageLog Register For HT MaintenanceDeepak kumar100% (1)
- QAM-F-22 Hardness Tester Master Verification RegisterDocument3 pagesQAM-F-22 Hardness Tester Master Verification RegisterDeepak kumarNo ratings yet
- QAM-F-20 Evaluation of UncertaintyDocument3 pagesQAM-F-20 Evaluation of UncertaintyDeepak kumarNo ratings yet
- 02 HTD-F-02 Daily Check ListDocument3 pages02 HTD-F-02 Daily Check ListDeepak kumarNo ratings yet
- How To Optimize Your Boost-Diffuse CycleDocument2 pagesHow To Optimize Your Boost-Diffuse CycleDeepak kumarNo ratings yet
- Hdian Standard: Tolerances For Closed Die Steel Forgings (Document59 pagesHdian Standard: Tolerances For Closed Die Steel Forgings (Deepak kumarNo ratings yet
- 04 HTD-F-04-P2 - HT Process Log SheetDocument2 pages04 HTD-F-04-P2 - HT Process Log SheetDeepak kumarNo ratings yet
- Insulation Test SQF-402Document4 pagesInsulation Test SQF-402Deepak kumarNo ratings yet
- SWI-HT-001-P6-SQF Start UpDocument1 pageSWI-HT-001-P6-SQF Start UpDeepak kumarNo ratings yet
- 01 PRD-F-01 JesDocument11 pages01 PRD-F-01 JesDeepak kumarNo ratings yet
- 02 PRD-F-02 Capacity PlanningDocument8 pages02 PRD-F-02 Capacity PlanningDeepak kumarNo ratings yet
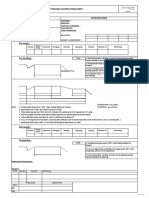
- HT Process Instruction Sheet Furnace: SQF - 201 SpecificationDocument2 pagesHT Process Instruction Sheet Furnace: SQF - 201 SpecificationDeepak kumarNo ratings yet
- Pro-Quality Associates: Trg. Date(s) - TRAINING ASSESSMENT - SPC / 00Document4 pagesPro-Quality Associates: Trg. Date(s) - TRAINING ASSESSMENT - SPC / 00Deepak kumarNo ratings yet
- CRM HelpDocument4 pagesCRM HelpDeepak kumarNo ratings yet
- Lockdown Action Verification SheetDocument40 pagesLockdown Action Verification SheetDeepak kumarNo ratings yet
- Canteen TimingDocument2 pagesCanteen TimingDeepak kumarNo ratings yet
- Welcome: Training ProgrammeDocument11 pagesWelcome: Training ProgrammeDeepak kumarNo ratings yet
- Welcome: Training ProgrammeDocument11 pagesWelcome: Training ProgrammeDeepak kumarNo ratings yet
- Pro-Quality Associates Control PlanDocument1 pagePro-Quality Associates Control PlanDeepak kumarNo ratings yet
- Identified Facts Result of Verification, Cause Analysis, Manufacturing Quality Status On The Applicable DateDocument1 pageIdentified Facts Result of Verification, Cause Analysis, Manufacturing Quality Status On The Applicable DateDeepak kumarNo ratings yet
- Welcome: Statistical Process ControlDocument29 pagesWelcome: Statistical Process ControlDeepak kumarNo ratings yet
- Pro-Quality Associates Control PlanDocument1 pagePro-Quality Associates Control PlanDeepak kumarNo ratings yet
- Calibration Report of Dwyer AVUL-3DA1-LCD Air Velocity TransmitterDocument1 pageCalibration Report of Dwyer AVUL-3DA1-LCD Air Velocity Transmittergaconvt92No ratings yet
- Traceable Temperatures - WILEYDocument435 pagesTraceable Temperatures - WILEYCarlosNo ratings yet
- 325-Article Text-912-1-10-20190610 PDFDocument10 pages325-Article Text-912-1-10-20190610 PDFR JNo ratings yet
- Effects of Organic and Mineral Fertilizer Nitrogen On Greenhouse Gas Emissions and Plant-Captured Carbon Under Maize Cropping in ZimbabweDocument15 pagesEffects of Organic and Mineral Fertilizer Nitrogen On Greenhouse Gas Emissions and Plant-Captured Carbon Under Maize Cropping in ZimbabweFitaTriWantikaNo ratings yet
- Accreditation Criteria For Calibration Laboratories AC204 October 2020 Effective December 1, 2020 PrefaceDocument3 pagesAccreditation Criteria For Calibration Laboratories AC204 October 2020 Effective December 1, 2020 Preface이혁재No ratings yet
- TC12 P3 OIML Guide EVCS DraftDocument56 pagesTC12 P3 OIML Guide EVCS Draftkurniawan nugrohoNo ratings yet
- I-CAL-GUI-008 Calibration Guideline No. 8 WebDocument21 pagesI-CAL-GUI-008 Calibration Guideline No. 8 WebHi Tech Calibration ServicesNo ratings yet
- Pulse Metrology Part 1Document6 pagesPulse Metrology Part 1Filip SimjanoskiNo ratings yet
- 525B Temperature/ Pressure Calibrator: Superior Accuracy and Functionality in An Economical Benchtop PackageDocument8 pages525B Temperature/ Pressure Calibrator: Superior Accuracy and Functionality in An Economical Benchtop PackageJGlobexNo ratings yet
- A2LA Policy On Measurement TraceabilityDocument9 pagesA2LA Policy On Measurement Traceabilityjrlr65No ratings yet
- En Iso 19036Document16 pagesEn Iso 19036Sharad JoshiNo ratings yet
- With Laboratory Balances: Proper WeighingDocument36 pagesWith Laboratory Balances: Proper WeighingggzgzhhsNo ratings yet
- Who Trs 1052Document89 pagesWho Trs 1052168Abilyo Ramadan30No ratings yet
- Imeko WC 2015 TC3 076Document5 pagesImeko WC 2015 TC3 076Edgar MartinezNo ratings yet
- Iaea Al 167Document40 pagesIaea Al 167Nasir BilalNo ratings yet
- 3 Chap 1 UncertaintyDocument32 pages3 Chap 1 UncertaintyAkmal HashimNo ratings yet
- EA-4-16 G-2003. EA Guidelines On The Expression of Uncertainty in Quantitative TestingDocument28 pagesEA-4-16 G-2003. EA Guidelines On The Expression of Uncertainty in Quantitative Testingcolve87No ratings yet
- Balance - TestingDocument20 pagesBalance - TestingNguyen Thi Phuong LinhNo ratings yet