HONDA MOTORCYCLE & SCOOTER (INDIA) PVT. LTD.
NQCQ - FO - 0001
Documentation Instruction Analysis record [ Problem Analysis Sheet ] Department or supplier name Date ( Y/M/D ) 08/04/21 Date
Made by
Supplier
HMSI
SANSERA ENGG. Responsibility Checked by Made by Approval Check
PVT. LTD,
.MANESAR
SS HRS ARVIND KR.
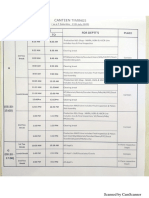
Theme SCREW MOVEMENT WITH NUT DURING TORQUING AT E/G ASSY.
Part number ARM,VALVE ROCKER SUB ASSY (KSP)
Part name 1443A-KSP-9100
[ Situation Event Symptom, Complaints, Number of occurrences, action [ Identified facts result of verification, cause analysis, manufacturing quality status on the applicable date ]
1 Nut slipped during tightening PROBLEM CONTENTS :- SPECIFICATION :- PERPENDICULARITY OF FACE WRT THREAD -0.08 MAX
2 Place of occurrence:- At HMSI Engine Assy ACTUAL :- 0.15 , 0.16
3 Parts could not be assembled at E/G Assy ALSO DIRT AND DUST FOUND INSIDE THE THREADS.
4 Date of occurrence:- 2.4.'08 1.DURING ANALYSIS AT AKA, IT IS OBSERVED THAT THE COUNTERMEASURE WAS TAKEN ON 10.2.07 FOR THE SAME PROBLEM, NOT
100% PARTS WILL BE CHECKED FOR GAP AT SEPL,MANESAR, UNTILL ESTABLISHMENT OF
5 Qty. observed:-02 nos. MONITORED AS PER THE PLAN, WORNOUT PLATE WAS USED AT TAPPING FIXTURE IS THE ACUSE OF MORE PERPENDICULARITY. PROCESS AT AK AUTOMATIC,ROHTAK.
2. POSSIBILITY OF CLEANING OPERATION SKIPPED DUE TO SHORTAGE OF MATERIAL
DETAILS :-
LOT STAMP NA PROCESS FLOW DIAGRAM :- FACTS VERIFICATION
DESPATCH DATE TO M/s HMSI S.NO PROCESS NAME(AT A.K.AUTOMATIC,ROHTAK) STATUS SR. NO POSSIBLE CAUSES VERIFICATION RESULT
6. ACTION TAKEN :- MATERIAL SEGGREGATED AND DETAILS AS MENTIONED BELOW 1 BLANK CUTTING OK
STOCK SIMULATION TRIAL DONE FOR 10 NOS ,
S.NO QTY CHECKED NG QTY 2 DEBURRING OK TAPPING INCLIND DUE TO MORE GAP BECOME
LOCATION 98PCS FOUND 0.03 ~0.08 AND 1 PC.OF
1 IN FIXTURE(GAP -4.48,INSTEAD OF 4.25- X
014 FOR PERPENDICULARITY AGAINST
AT SEPL, 4320 (AVR SUB. ASSY- DI of CLEARANCE 0.23 ALLOWS COMP. FOR TILTING)
1 1 NO.(VISUALLY GAP OBSD.) 3 SURFACE GRINDING-1 OK SPEC. 0.08
MANESAR 7.4.'08)
1- 5000 No. were segregated by SEPL 4 SURFACE GRINDING-2 OK
Inspector.. 3 Nos. found defectives (perpendicularity found 5 COUNTER OK
AT SEPL,
2 2- Remain qty. 18000 segregated by AKA 0.09~0.13), also metallic particles found inside the 1.NOT DETECTED IN SAMPLING AT
MANESAR representatives. thread
3-All the parts cleaned before assy. 6 HEAT TREATMENT OK A.K.AUTOMATIC AND SEPL, HIGH PROBABILITY TO SKIP THE
2 X
2.CLEANING IS THE PART OF PROCESS IT DEFECTIVE COMPONENTS
New lot of 5000 nos brought by AKA MAY BE SKIPPED BY OPERATOR.
AT SEPL, representative, jointly checked,
3 perpendicularity found OK and no metallic All OK 7 TAPPING NG
MANESAR
dust found.
8 CLEANING NG
9 FINAL INSPECTION OK
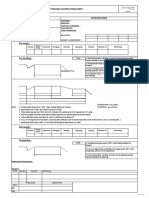
Root Cause of Problem ( How the Problem occurred, duplication test, problem ana Counter Measure Taken ( Measure contents, expected Results) Confirmation of effectiveness ( Actual Results After Counter Measure Taken )
1. OCCURANCE ROOT CAUSE 1. OCCURANCE COUNTERMEASURE TARGET DATE
FIXTURE MONITORING FREQUENCY REDUCED FROM MONTHLY TO
1A PERPENDICULARITY ON FACE MORE DUE GAP BECOME IN FIXTURE. 1A
WEEKLY 6.4.08 CONFIRMATION RESULTS OF 3 SUBSEQUENT LOTS AFTER COUNTERMEASURE
COMPONENT'S POSITION TILTED DURING TAPPING DUE TO MORE GAP IN GUIDE CHECK SHEET IS PROVIDED FOR CALIBRATION AND MONITORING FOR
1B
PLATE OF FIXTURE ie 4.48 AGAINST 4.25(COMP. THICKNES -4.1)
1B
EACH FIXTURE 6.4.08 S.NO DATE INVOICE NO LOT QTY RESULT REMARKS
1C AS SCHEDULE MINITORING WAS NOT DONE. 1C ONLY CALIBRATED FIXTURE WILL BE USED FOR PRODUCTION IMMEDIATELY 1 7.4.'08 40800060 4320 OK
2. OUT FLOW ROOT CAUSE 2. OUTFLOW COUNTERMEASURE 2 9.4.'08 40800093 4320 OK
ADDITIONAL CHECK POINT INCORPORATED AFTER NO ADVERCE FEED
2A MINOR TILTING OF COMPONENT NOT OBSD. 2A INSP. AND BEFORE PACKING INTO PLASTIC BINS
IMMEDIATELY 3 11.4.'08 40800125 4320 OK BACK FROM HMSI
BY OPERATOR
2B LOT WILL BE VERIFIED FOR PROPER CLEANING BEFORE NUT ASSY IMMEDIATELY 4 14.4.'08 40800160 4320 OK
2B NOT DETECTED DURING INSPECTION AND DESPATCH 5 16.4.'08 40800179 4320 OK
GAP OBSERVED 4.48 MM INSTEAD OF
NOTE :- 50 NOS( MIN ) DATA OF DIMENSIONS BEFORE AND AFTER COUNTERMEASURE IS TAKEN FOR CONFIRMATION OF RESULTS OR
4.25 DUE TO WORN OUT OF GUIDE
PLATE INCASE OF MACHINING PARAMETER CPK VALUE BEFORE COUNTERMEASURE AND AFTER COUNTERMEASURE IS TAKEN
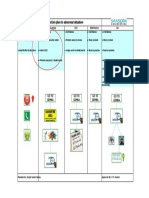
Feedback (Contents to be reflected in the systems / procedures )
NOTE :- CHECK FOR PPA ( CONFIRM WHETHER ABOVE COUNTERMEASURE DOES NOT
NOTE :- IF DUPLICATION TESTS DONE ATTACH THE TEST RESULTS 1 CHECK LIST FOR MONITORING FREQUENCY
HAVE ANY SIDE EFFECTS ON ANY OTHER DIMENSION )
Problem analysis 2 MONITORING SHEET AT CLEANING M/C.
Step 1 2 3 4 5
GUIDE PLATE GAP
C NUT SLIPPED DURING NUT PERPENDICULARITY FOUND BECOME MORE CAUSING MONITORING WAS NOT FOLLOWED AS
Occurrence OPERATER WAS NOT AWARE
o TORQUING AT E/G ASSY AND PART FOUND DIRTY. INCLIND TAPPING DUE TO PER PLAN
n MORE GAP
t
e
n
t PROPER TRAINING WAS
NOT FOUND DURING INWARD
s Outflow NOT DETECTED BY OPERATOR NOT GIVEN TO OPERATOR
INSPECTION
S AND INSPECTORS