You might also like
- Tapping Torque Values PDFDocument1 pageTapping Torque Values PDFNitin AggarwalNo ratings yet
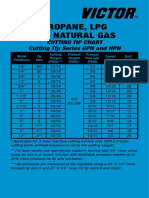
- Victor Propane LPG Natural Gas Cutting Tip ChartDocument2 pagesVictor Propane LPG Natural Gas Cutting Tip ChartYhamil La MadridNo ratings yet
- Safety Clamp: Operation ManualDocument21 pagesSafety Clamp: Operation ManualDavid Venegas AndradeNo ratings yet
- DoW Specificiations of Bolt Torqueing......Document8 pagesDoW Specificiations of Bolt Torqueing......Paul PhiliphsNo ratings yet
- Flanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsDocument3 pagesFlanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsHakan ŞahinoğluNo ratings yet
- Bond Formula Calculation: Ultratech Cemco Awarpur Cement Mill-1Document1 pageBond Formula Calculation: Ultratech Cemco Awarpur Cement Mill-1anand singhNo ratings yet
- Installation and Maintenance Instructions For Three Phase Induction MotorsDocument9 pagesInstallation and Maintenance Instructions For Three Phase Induction MotorsAnibal QuezadaNo ratings yet
- MAX-Blade ToolDocument2 pagesMAX-Blade ToolErnest AmadiNo ratings yet
- Detention Lime Slaker: Series 85Document2 pagesDetention Lime Slaker: Series 85Marcelo GuarachiNo ratings yet
- N en 5 14 100 XSz8 XSz50Document10 pagesN en 5 14 100 XSz8 XSz50Jonathan JonesNo ratings yet
- Lorbrand Idler Catalogue Reduced SizeDocument88 pagesLorbrand Idler Catalogue Reduced SizemaiquelernNo ratings yet
- Er-63 1Document3 pagesEr-63 1Dibyendu ChakrabortyNo ratings yet
- Registradora CasioDocument74 pagesRegistradora CasioCARLOS CASTELLANOSNo ratings yet
- Torque Data Card PDFDocument2 pagesTorque Data Card PDFAlenNo ratings yet
- Ser & TSRDocument8 pagesSer & TSRSAMO THERMALNo ratings yet
- UFC Pipe Size Conversion NPS Vs DNDocument1 pageUFC Pipe Size Conversion NPS Vs DNpdyba13No ratings yet
- SDP - FIT Tolerances GuidelinesDocument6 pagesSDP - FIT Tolerances GuidelinesftiacsiztajkjfagxeNo ratings yet
- Safety As Standard: Motor Metering Pumps Sigma With Multilayer Safety DiaphragmDocument2 pagesSafety As Standard: Motor Metering Pumps Sigma With Multilayer Safety DiaphragmAriaAndikaNo ratings yet
- The Finishing Touch: Expect More From A Finishing MillDocument4 pagesThe Finishing Touch: Expect More From A Finishing MillalphatoolsNo ratings yet
- Ebara CDXDocument5 pagesEbara CDXCrystal Novel Ligar Lestari100% (1)
- Tech Tips: Fitting Torque ChartDocument7 pagesTech Tips: Fitting Torque ChartAnthony David Martínez VallejoNo ratings yet
- FL6003 PDFDocument4 pagesFL6003 PDFMauricio Barrios CastellanosNo ratings yet
- Torque (N-M) For Class 150 Asme B16.5 Raised Face Flanges (Sheet Gaskets - Ptfe Fluoropolymer Coated Fasteners)Document2 pagesTorque (N-M) For Class 150 Asme B16.5 Raised Face Flanges (Sheet Gaskets - Ptfe Fluoropolymer Coated Fasteners)vesselyNo ratings yet
- Torques Con Lubricante y UpgradeDocument17 pagesTorques Con Lubricante y UpgradeJed MayNo ratings yet
- MM T Frame Maintenance ManualDocument9 pagesMM T Frame Maintenance Manualneomar BaptistaNo ratings yet
- 1.a.bolt and Nut StandardDocument1 page1.a.bolt and Nut StandardFrelly LeatemiaNo ratings yet
- Filettature Tiranti ASTM-A193Document25 pagesFilettature Tiranti ASTM-A193markoredsNo ratings yet
- TEFPASS Flexible HoseDocument12 pagesTEFPASS Flexible Hosegamil2No ratings yet
- 08 Casing CutterDocument2 pages08 Casing Cutterjorge vargas zapataNo ratings yet
- Saffire Welding Cutting and Process Nozzles 1Document2 pagesSaffire Welding Cutting and Process Nozzles 1Steve SilverwoodNo ratings yet
- Din en 853 2 SN: Wire Braid Hydraulic Hose Meets EN 853 2 SN, SAE 100R2 and ISO 1436 2SNR2Document1 pageDin en 853 2 SN: Wire Braid Hydraulic Hose Meets EN 853 2 SN, SAE 100R2 and ISO 1436 2SNR2Zoran JankovNo ratings yet
- Dresta TD 20M 20 200Document181 pagesDresta TD 20M 20 200Juan Eduardo SosaNo ratings yet
- WS1272-EN PTFE Bellows, GAB HX Type - For Block Nozzles, ASMEDocument2 pagesWS1272-EN PTFE Bellows, GAB HX Type - For Block Nozzles, ASMENeesonNo ratings yet
- Catalogue Ebara Pumps CDXDocument5 pagesCatalogue Ebara Pumps CDXTô TrọngNo ratings yet
- Table 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSDocument16 pagesTable 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSEduardo Antonio Rojas ArayaNo ratings yet
- TI Manual Safety Clamp OM008 CDocument22 pagesTI Manual Safety Clamp OM008 Cedinson piñerosNo ratings yet
- UNITED Y8PCugjDocument2 pagesUNITED Y8PCugjFadhilNo ratings yet
- Castrol Alphasyn EP 220Document2 pagesCastrol Alphasyn EP 220Vusal HasanovNo ratings yet
- RPM Limits - TIR068Document5 pagesRPM Limits - TIR068Sanjenbam SumitNo ratings yet
- Next Gen 8320 ValvesDocument4 pagesNext Gen 8320 ValveskicsnerNo ratings yet
- EBRO EGF Ve EGD Typ Globe ValvesDocument2 pagesEBRO EGF Ve EGD Typ Globe ValvesKananbayRustamliNo ratings yet
- Valvula Filtro Mangas Buschjost 82970Document2 pagesValvula Filtro Mangas Buschjost 82970Base SistemasNo ratings yet
- Hobart Maxal 5556Document2 pagesHobart Maxal 5556dayseanedNo ratings yet
- Kawat Las Carbon Steel ER 70S-3Document2 pagesKawat Las Carbon Steel ER 70S-3Nyoman RakaNo ratings yet
- Flanged "Y" Strainers Steel / Stn. Stl. - 300YF Series: Ratings MaterialsDocument1 pageFlanged "Y" Strainers Steel / Stn. Stl. - 300YF Series: Ratings MaterialsNitin ZoreNo ratings yet
- 6f2e58 0Document2 pages6f2e58 0Marcos QuequeNo ratings yet
- Boltight DS-15Document3 pagesBoltight DS-15REZA ASGARINo ratings yet
- Krovni Profilisani Lim: TehničkiDocument2 pagesKrovni Profilisani Lim: TehničkiJovanPerovicNo ratings yet
- Fv-Cat-322-0316 Htaf PDFDocument2 pagesFv-Cat-322-0316 Htaf PDFTaylor RamirezNo ratings yet
- 23 Taper MillDocument2 pages23 Taper Milljorge vargas zapataNo ratings yet
- Mo Slurry Hose Systems - Brochure en 4868 03 23 en MNGDocument27 pagesMo Slurry Hose Systems - Brochure en 4868 03 23 en MNGIgnacio Moratinos CastañedaNo ratings yet
- Torque Guidelines Fiberglass Emetl FlangesDocument1 pageTorque Guidelines Fiberglass Emetl FlangesvesselyNo ratings yet
- Alfagoma HidraulicaDocument37 pagesAlfagoma HidraulicaViniciusCamargosNo ratings yet
- MAX-Brush ToolDocument2 pagesMAX-Brush ToolErnest AmadiNo ratings yet
- Centrifugal Pump Ebara CDXDocument5 pagesCentrifugal Pump Ebara CDXsalman alfarisiNo ratings yet
- Spesifikasi Teknis Katalok BarangDocument15 pagesSpesifikasi Teknis Katalok BarangLiondo PurbaNo ratings yet
- Welded Test PlatesDocument2 pagesWelded Test PlatesYasin BaturNo ratings yet
- Altus60 Rts Range 1 - 433 MHZDocument2 pagesAltus60 Rts Range 1 - 433 MHZnebiNo ratings yet