You might also like
- Von Lester A. Asilo: Instrument TechnicianDocument5 pagesVon Lester A. Asilo: Instrument TechnicianNico DavidNo ratings yet
- Sustainability Toolkit OfficeDocument50 pagesSustainability Toolkit OfficeAlanRichardsonNo ratings yet
- Chapter 3-Lossy CapacitorsDocument24 pagesChapter 3-Lossy Capacitorsmarceloassilva7992No ratings yet
- AGPT01-09 Guide To Pavement Technology Part 1 Introduction To Pavement TechnologyDocument46 pagesAGPT01-09 Guide To Pavement Technology Part 1 Introduction To Pavement TechnologySrujhana RaoNo ratings yet
- Bath and Shower ProductsDocument26 pagesBath and Shower ProductsPriscilla Alioto100% (2)
- Shanghai Towers - Sustainability StrategyDocument13 pagesShanghai Towers - Sustainability StrategyAshwin KumarNo ratings yet
- Jose P. Laurel Sr. High SchoolDocument8 pagesJose P. Laurel Sr. High SchoolEricha SolomonNo ratings yet
- Water-Proofing SystemsDocument7 pagesWater-Proofing SystemsĐhíllońŘashìNo ratings yet
- Xiao 2006Document11 pagesXiao 2006Jinoop A NNo ratings yet
- 1 s2.0 S0921509317308328 MainDocument11 pages1 s2.0 S0921509317308328 MainAli UzunNo ratings yet
- The Engineering Behind The Mechanical Properties Enhancement On Hsla Steels, Microalloyed With Niobium: Effects of Boron and TitaniumDocument8 pagesThe Engineering Behind The Mechanical Properties Enhancement On Hsla Steels, Microalloyed With Niobium: Effects of Boron and TitaniumRogério DiasNo ratings yet
- 718 AmDocument15 pages718 AmIgor FernandoNo ratings yet
- Influence of Trace Boron Addition On Microstructure, Tensile Properties and Their Anisotropy of Ti6Al4V Fabricated by Laser DirectedDocument15 pagesInfluence of Trace Boron Addition On Microstructure, Tensile Properties and Their Anisotropy of Ti6Al4V Fabricated by Laser Directedbryan zhuoNo ratings yet
- Microstructure, Mechanical and Tribological Properties of Nickel-Aluminium Bronze Alloys Developed Via Gas-Atomization and Spark Plasma SinteringDocument41 pagesMicrostructure, Mechanical and Tribological Properties of Nickel-Aluminium Bronze Alloys Developed Via Gas-Atomization and Spark Plasma SinteringFathia AlkelaeNo ratings yet
- Effect of Boron On Bainitic Transformation Kinet 2017 Journal of Materials SDocument10 pagesEffect of Boron On Bainitic Transformation Kinet 2017 Journal of Materials SDanilo CostaNo ratings yet
- Dao2019 Article CreepDeformationCharacteristicDocument10 pagesDao2019 Article CreepDeformationCharacteristicTaimoor MazariNo ratings yet
- Jiang 2018Document5 pagesJiang 2018Ali nouroziNo ratings yet
- Microstructural Control of Co-Based PTA Coatings: Rafael Gomes, Sérgio Henke, Ana Sofia D'OliveiraDocument5 pagesMicrostructural Control of Co-Based PTA Coatings: Rafael Gomes, Sérgio Henke, Ana Sofia D'OliveirakarenglzNo ratings yet
- Journal of Non-Crystalline Solids: Song-Shan Jiang, Yong-Jiang Huang, Fu-Fa Wu, Peng Xue, Jian-Fei SunDocument5 pagesJournal of Non-Crystalline Solids: Song-Shan Jiang, Yong-Jiang Huang, Fu-Fa Wu, Peng Xue, Jian-Fei Sun142520No ratings yet
- Structural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsDocument7 pagesStructural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsHagen_of_TronjeNo ratings yet
- Computational Materials Science: Rouzbeh Abadi, Raahul Palanivel Uma, Mohammadreza Izadifar, Timon RabczukDocument14 pagesComputational Materials Science: Rouzbeh Abadi, Raahul Palanivel Uma, Mohammadreza Izadifar, Timon RabczukHabiburRahmanNo ratings yet
- Engineering Fracture MechanicsDocument10 pagesEngineering Fracture MechanicsOscar Rosa MattosNo ratings yet
- The Relationship Between Boron Content and Crack Properties in FCAW Weld MetalDocument6 pagesThe Relationship Between Boron Content and Crack Properties in FCAW Weld MetalVizay KumarNo ratings yet
- In Situ Neutron Diffraction Study of Texture Evolution and Variant Selection During The A ! B ! A Phase Transformation in Ti-6Al-4VDocument14 pagesIn Situ Neutron Diffraction Study of Texture Evolution and Variant Selection During The A ! B ! A Phase Transformation in Ti-6Al-4Vdewang_yogesh3No ratings yet
- Author's Accepted Manuscript: 10.1016/j.jmbbm.2015.02.030Document27 pagesAuthor's Accepted Manuscript: 10.1016/j.jmbbm.2015.02.030Javier Andres Munoz ChavesNo ratings yet
- Influence of Nano BN Inclusion and Mechanism Involved On Aluminium Copper AlloyDocument1 pageInfluence of Nano BN Inclusion and Mechanism Involved On Aluminium Copper Alloyvsk.trashNo ratings yet
- Srivastav A 2021Document14 pagesSrivastav A 2021useaivaishuNo ratings yet
- 1 s2.0 S0167577X21003207 MainDocument4 pages1 s2.0 S0167577X21003207 MainAli UzunNo ratings yet
- Materials Science & Engineering ADocument5 pagesMaterials Science & Engineering Auddeshya shuklaNo ratings yet
- Influence of Niobium Addition On Microstructure and Machinability of High Chromium Cast IronDocument13 pagesInfluence of Niobium Addition On Microstructure and Machinability of High Chromium Cast Ironmr.kamali1994No ratings yet
- Effects of Deep Cryogenic Treatment On The Microstructure and Mechanical Properties of Commercial Pure Zirconium 2015 Journal of Alloys and CompoundsDocument7 pagesEffects of Deep Cryogenic Treatment On The Microstructure and Mechanical Properties of Commercial Pure Zirconium 2015 Journal of Alloys and CompoundsEber De Santi GouvêaNo ratings yet
- Quench and Partitioning OpportunityDocument9 pagesQuench and Partitioning OpportunityJoselo HRNo ratings yet
- Effects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingDocument9 pagesEffects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingFathia AlkelaeNo ratings yet
- Zhou 2006Document6 pagesZhou 2006Yhon AcerNo ratings yet
- Effect of Mechanical Treatment On Intergranular Corrosion of 6064 Alloy BarsDocument8 pagesEffect of Mechanical Treatment On Intergranular Corrosion of 6064 Alloy BarsPayito IzaNo ratings yet
- Silvia 2017Document16 pagesSilvia 2017Yasa CossioNo ratings yet
- Surface & Coatings Technology: T. Balusamy, T.S.N. Sankara Narayanan, K. RavichandranDocument8 pagesSurface & Coatings Technology: T. Balusamy, T.S.N. Sankara Narayanan, K. RavichandranRht BrdNo ratings yet
- Powder Technology: H. Ahmadian Baghbaderani, S. Shara Fi, M. Delshad ChermahiniDocument6 pagesPowder Technology: H. Ahmadian Baghbaderani, S. Shara Fi, M. Delshad ChermahiniBensebaaNo ratings yet
- Metals 09 00491 v2Document14 pagesMetals 09 00491 v2edwinabj2001No ratings yet
- Effect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsDocument15 pagesEffect of Weld Consumable Conditioning On The Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 SteelsWaris Nawaz KhanNo ratings yet
- Grain Boundary Serration in Nickel-Based SuperalloyDocument19 pagesGrain Boundary Serration in Nickel-Based SuperalloyGustavo Alonso Luévanos ArizmendiNo ratings yet
- A Thermo-Mechanical Treatment To Improve The Superelastic Performances of Biomedical Ti-26Nb and Ti-20Nb-6Zr AlloysDocument9 pagesA Thermo-Mechanical Treatment To Improve The Superelastic Performances of Biomedical Ti-26Nb and Ti-20Nb-6Zr AlloysMárcia SilvaNo ratings yet
- Journal of Materials Science & TechnologyDocument11 pagesJournal of Materials Science & TechnologySawitchaya SinprommaNo ratings yet
- Dex La Fontaine CJ98Document12 pagesDex La Fontaine CJ98jatan aminNo ratings yet
- The Substitutional Chemistry of MGB: R.J. Cava, H.W. Zandbergen, K. InumaruDocument8 pagesThe Substitutional Chemistry of MGB: R.J. Cava, H.W. Zandbergen, K. InumaruGargantazNo ratings yet
- Materials Letters: Cheolho Park, Namhyun Kang, Myunghyun Kim, Stephen LiuDocument4 pagesMaterials Letters: Cheolho Park, Namhyun Kang, Myunghyun Kim, Stephen Liu戴海龙No ratings yet
- Characteristics of Shear Strength at The Interface Between Two Soil Layers in Ring Shear ApparatusDocument7 pagesCharacteristics of Shear Strength at The Interface Between Two Soil Layers in Ring Shear ApparatusDung2689No ratings yet
- Construction and Building Materials: Radhouane Masmoudi, Abdelmonem Masmoudi, Mongi Ben Ouezdou, Atef DaoudDocument8 pagesConstruction and Building Materials: Radhouane Masmoudi, Abdelmonem Masmoudi, Mongi Ben Ouezdou, Atef DaoudNiyazuddinNo ratings yet
- Fracture Behavior of Heat-A Ected Zone in Low Alloy SteelsDocument8 pagesFracture Behavior of Heat-A Ected Zone in Low Alloy SteelskasoseiNo ratings yet
- Fuyang2021 (Micro)Document11 pagesFuyang2021 (Micro)CHONKARN CHIABLAMNo ratings yet
- Cr-Mo 鋼の溶接金属の再熱割れ感受性に及ぼす C および B の影響Document7 pagesCr-Mo 鋼の溶接金属の再熱割れ感受性に及ぼす C および B の影響Anand SalunkeNo ratings yet
- Efecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLADocument8 pagesEfecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLAdavid perezNo ratings yet
- Inconel 1Document14 pagesInconel 1Vamsi ApuroopNo ratings yet
- Li 2018Document4 pagesLi 2018ahmed mohabNo ratings yet
- Journal of Nuclear MaterialsDocument10 pagesJournal of Nuclear MaterialsBrendha EstácioNo ratings yet
- Literature of Heat TreatmentDocument5 pagesLiterature of Heat TreatmentudayNo ratings yet
- Effects of Deep Cryogenic Treatment On The Wear Development of H13A Tungsten Carbide Inserts When Machining AISI 1045 SteelDocument10 pagesEffects of Deep Cryogenic Treatment On The Wear Development of H13A Tungsten Carbide Inserts When Machining AISI 1045 SteelRAMACHANDRAN MNITNo ratings yet
- 1 s2.0 S0921510709003894 MainDocument7 pages1 s2.0 S0921510709003894 MainamineNo ratings yet
- A Study of Carbon Steels in Basic PittingDocument6 pagesA Study of Carbon Steels in Basic PittingSalem GarrabNo ratings yet
- 1 s2.0 S2214860421001925 MainDocument46 pages1 s2.0 S2214860421001925 MainMohammed El Amine GUETNo ratings yet
- Effect of Solid Carburization On The Surface Microstructure andDocument10 pagesEffect of Solid Carburization On The Surface Microstructure andmichaelNo ratings yet
- Kara2018 Grau 36Document46 pagesKara2018 Grau 36Bruna GomesNo ratings yet
- Synergetic Effect of Two Inhibitors For Enhanced Corrosion Protection On The Reinforcing Steel in The Chloride-Contaminated Carbonated SolutionsDocument14 pagesSynergetic Effect of Two Inhibitors For Enhanced Corrosion Protection On The Reinforcing Steel in The Chloride-Contaminated Carbonated SolutionsHans Sebastian Contreras RodriguezNo ratings yet
- Wang 2013Document5 pagesWang 2013Nawal ZafarNo ratings yet
- NOVO - Effect of Reduced Particle Size On The Magnetic Properties of Chemically Synthesized BiFeO3 NanocrystalsDocument8 pagesNOVO - Effect of Reduced Particle Size On The Magnetic Properties of Chemically Synthesized BiFeO3 NanocrystalsBojan StojadinovićNo ratings yet
- AnalysisDocument16 pagesAnalysispatilayush1894No ratings yet
- Li 2019Document7 pagesLi 2019Syahrur RifqiNo ratings yet
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsFrom EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzNo ratings yet
- An Overview of The Intelligent Packaging Technologies in The FoodDocument11 pagesAn Overview of The Intelligent Packaging Technologies in The FoodAncuţa-IonelaPartinNo ratings yet
- UPSEE - Full Paper - 2009Document40 pagesUPSEE - Full Paper - 2009Abhishek Kumar100% (2)
- Flexible Cable Repair Kit Scotch CastDocument12 pagesFlexible Cable Repair Kit Scotch CastVinaychandran EswarachandranNo ratings yet
- Understanding AntifoulingDocument4 pagesUnderstanding Antifoulingsmith12245No ratings yet
- Directory of Accredited Proficiency Testing ProvidersDocument11 pagesDirectory of Accredited Proficiency Testing Providersrgene bioscientificNo ratings yet
- RyyrytryDocument54 pagesRyyrytryLuisín LeónNo ratings yet
- Astm Astm d2887 PDFDocument20 pagesAstm Astm d2887 PDFharNo ratings yet
- Lead Construction Sweat Tea Design NewDocument14 pagesLead Construction Sweat Tea Design NewsobhiNo ratings yet
- General Instructions For Operation & Maintenance: Sno. Description Omim CodeDocument0 pagesGeneral Instructions For Operation & Maintenance: Sno. Description Omim Codeprasad5034No ratings yet
- Inorganic Qualitative Analysis Acidic RadicalDocument24 pagesInorganic Qualitative Analysis Acidic RadicalShivani ShreshthaNo ratings yet
- Spectrochimica Acta Part A: Molecular and Biomolecular SpectrosDocument6 pagesSpectrochimica Acta Part A: Molecular and Biomolecular Spectrosgeanso-1No ratings yet
- Leser API SeriesDocument68 pagesLeser API SeriespetroloritoNo ratings yet
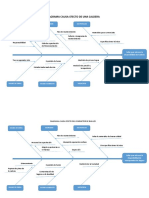
- Diagrama Causa-Efecto de Una Caldera: Materiales Metodos Mano de ObraDocument2 pagesDiagrama Causa-Efecto de Una Caldera: Materiales Metodos Mano de ObraDaniel Will Morales GuerreroNo ratings yet
- Extrusion Coating SubstratesDocument17 pagesExtrusion Coating SubstratescehigueraNo ratings yet
- Transmission LineDocument58 pagesTransmission LineShamsher CnsNo ratings yet
- Characteristics, Uses and Side Effects of Chlorhexidine-A ReviewDocument3 pagesCharacteristics, Uses and Side Effects of Chlorhexidine-A ReviewsuhanaNo ratings yet
- KSPDocument12 pagesKSPSyaefudinNo ratings yet
- Chap 11 Modern Physics Exercise PDFDocument48 pagesChap 11 Modern Physics Exercise PDFWakkuNo ratings yet
- Simultaneous Multielement AAS Determination of Trace Elements in Human Body Fluids To Establish Reference Values For European PopulationsDocument6 pagesSimultaneous Multielement AAS Determination of Trace Elements in Human Body Fluids To Establish Reference Values For European Populationselias_77No ratings yet
- Lining DuctworkDocument4 pagesLining Ductworkthanh_79No ratings yet
- YL9100plus HPLC Total Brochure ENG Original Plus Ver 2.2 SDocument16 pagesYL9100plus HPLC Total Brochure ENG Original Plus Ver 2.2 SAmica LeeNo ratings yet
- Norwegian High Pressure Concrete PlugsDocument8 pagesNorwegian High Pressure Concrete PlugspicottNo ratings yet