You might also like
- Advanced Materials '93: Ceramics, Powders, Corrosion and Advanced ProcessingFrom EverandAdvanced Materials '93: Ceramics, Powders, Corrosion and Advanced ProcessingShigeyuki SomiyaNo ratings yet
- 1495-Article Text-4716-1-10-20221115Document7 pages1495-Article Text-4716-1-10-20221115Herda CahyaningrumNo ratings yet
- JT 31 1 12Document12 pagesJT 31 1 12Dr. U. Shrinivas BalrajNo ratings yet
- Artigo 1 (2020) PDFDocument5 pagesArtigo 1 (2020) PDFvianaufgNo ratings yet
- Electroless NickelDocument5 pagesElectroless NickelvianaufgNo ratings yet
- Electropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild SteelDocument8 pagesElectropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild Steelqnk7No ratings yet
- 1997, Process and Performance Improvement of Hot Dip Zinc CoatingDocument6 pages1997, Process and Performance Improvement of Hot Dip Zinc CoatingAngel Samir Diaz PedrazaNo ratings yet
- Studies On The Electrodeposition of High Speed Black CoatingsDocument7 pagesStudies On The Electrodeposition of High Speed Black Coatingsazm874119No ratings yet
- 6252 8377 1 PB PDFDocument5 pages6252 8377 1 PB PDFBillyAdhityaNo ratings yet
- Corrosion Protection of AZ31 Magnesium Alloy by A TiO2 Coating Prepared by LPD MethodDocument4 pagesCorrosion Protection of AZ31 Magnesium Alloy by A TiO2 Coating Prepared by LPD MethodRahul MadanNo ratings yet
- Corrosion Behaviour of Ni and Nickel Aluminide Coatings Exposed in A Biomass Fired Power Plant For Two YearsDocument11 pagesCorrosion Behaviour of Ni and Nickel Aluminide Coatings Exposed in A Biomass Fired Power Plant For Two YearsmanishtubNo ratings yet
- Electroless Tungsten Coating CNTDocument6 pagesElectroless Tungsten Coating CNTAmar JabarNo ratings yet
- V7Preprint31 Standards EN8 MaterialDocument14 pagesV7Preprint31 Standards EN8 Materialarifayee-1No ratings yet
- 10.1016@s0142 96120100299 XDocument10 pages10.1016@s0142 96120100299 XRagNo ratings yet
- Effect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceDocument23 pagesEffect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceSantiago TuestaNo ratings yet
- Enhancing The Properties of The SAC305-Soldered Joint Heat Treatment of The Nickel-Plated Copper Substrate Before Reflow SolderingDocument12 pagesEnhancing The Properties of The SAC305-Soldered Joint Heat Treatment of The Nickel-Plated Copper Substrate Before Reflow SolderingBurak YILMAZNo ratings yet
- Effect of Post-Heat Treatment On The Corrosion Resistance of Niwcrbsi Hvof Coatings in Chloride SolutionDocument5 pagesEffect of Post-Heat Treatment On The Corrosion Resistance of Niwcrbsi Hvof Coatings in Chloride SolutionVictor Daniel WaasNo ratings yet
- Tensile Behaviour of As Deposited and Heat-Treated Electroless Ni-P DepositsDocument14 pagesTensile Behaviour of As Deposited and Heat-Treated Electroless Ni-P DepositslinNo ratings yet
- Ijeit1412201305 43Document7 pagesIjeit1412201305 43Yamid NúñezNo ratings yet
- Microstructure and Wear Resistance of Electrodeposited Ni-Sio Nano-Composite Coatings On Az91Hp Magnesium Alloy SubstrateDocument6 pagesMicrostructure and Wear Resistance of Electrodeposited Ni-Sio Nano-Composite Coatings On Az91Hp Magnesium Alloy SubstrateDhananjay ShimpiNo ratings yet
- IJETR041975Document4 pagesIJETR041975erpublicationNo ratings yet
- Nitriding InglesDocument12 pagesNitriding InglesAlEm ShEzAr salazarNo ratings yet
- Nitriding 4340 ADocument8 pagesNitriding 4340 AyanuarNo ratings yet
- Corrosion Science: Zoran Bergant, Uroš Trdan, Janez GrumDocument15 pagesCorrosion Science: Zoran Bergant, Uroš Trdan, Janez GrumMislav TeskeraNo ratings yet
- University of Engineering & Technology LahoreDocument10 pagesUniversity of Engineering & Technology Lahoreirfan aminNo ratings yet
- Influence of Process Parameters On Electrodeposited Nickel Thin Film Coating Using Taguchi ApproachDocument5 pagesInfluence of Process Parameters On Electrodeposited Nickel Thin Film Coating Using Taguchi ApproacherpublicationNo ratings yet
- Artigo 3 (1996)Document5 pagesArtigo 3 (1996)vianaufgNo ratings yet
- Ceramic Coatings - Applications in Engineering PDFDocument296 pagesCeramic Coatings - Applications in Engineering PDFdanniNo ratings yet
- Fulltext 50Document7 pagesFulltext 50momenziNo ratings yet
- 1 s2.0 S0257897204011235 MainDocument6 pages1 s2.0 S0257897204011235 MainIonas Raluca IoanaNo ratings yet
- Mechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationDocument8 pagesMechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationTeddy MokhoNo ratings yet
- Optics and Lasers in Engineering: C.W. Chan, H.C. ManDocument6 pagesOptics and Lasers in Engineering: C.W. Chan, H.C. ManMalu LoNo ratings yet
- Friction and Wear of Electroless NiP and NiP+PTFE CoatingsDocument7 pagesFriction and Wear of Electroless NiP and NiP+PTFE CoatingsJosé Emilio Román de AndaNo ratings yet
- Various Current and Electrolyte Solutions of Electroplating For Medium Carbon Steel Towards Coating Performance As Corrosive ProtectionDocument9 pagesVarious Current and Electrolyte Solutions of Electroplating For Medium Carbon Steel Towards Coating Performance As Corrosive ProtectionachmadniamNo ratings yet
- Journal PDFDocument15 pagesJournal PDFAditya PrakashNo ratings yet
- Enhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellDocument11 pagesEnhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellMarko VindišNo ratings yet
- Microstructure and Corrosion Properties Ni-Ti Alloy After Electrochemical Testing in 0.9 % Nacl SolutionDocument7 pagesMicrostructure and Corrosion Properties Ni-Ti Alloy After Electrochemical Testing in 0.9 % Nacl SolutionLadislavNo ratings yet
- Corrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFDocument6 pagesCorrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFmohamed aliNo ratings yet
- Tafa CoatingDocument10 pagesTafa CoatingPravin KumarNo ratings yet
- Thermal Properties of Polymeric Composites Reinforced by Nanoceramic MaterialsDocument8 pagesThermal Properties of Polymeric Composites Reinforced by Nanoceramic MaterialsTJPRC PublicationsNo ratings yet
- Plasma Nitriding As Tool To Improve The Corrosion Resistance of Gun PartsDocument4 pagesPlasma Nitriding As Tool To Improve The Corrosion Resistance of Gun Partssr_rd5No ratings yet
- Surface Characterisation and Electrochemical Behaviour of Porous Titanium Dioxide Coated 316L Stainless Steel For Orthopaedic Applications PDFDocument6 pagesSurface Characterisation and Electrochemical Behaviour of Porous Titanium Dioxide Coated 316L Stainless Steel For Orthopaedic Applications PDFRahul MadanNo ratings yet
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsNo ratings yet
- Farzaneh 2013Document8 pagesFarzaneh 2013aya younesNo ratings yet
- Anti Corrosion Coating of Mild Steel Using Ternary ZN ZnO Y2O3 Electro Depositon 2016 Surface and Coatings TechnologyDocument7 pagesAnti Corrosion Coating of Mild Steel Using Ternary ZN ZnO Y2O3 Electro Depositon 2016 Surface and Coatings TechnologySudheeshSureshNo ratings yet
- 2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SprayDocument7 pages2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SpraySIVAJI TADISETTYNo ratings yet
- Optimizing Hot Dip Galvanizing Operations of Steel Sheets For Better QualityDocument7 pagesOptimizing Hot Dip Galvanizing Operations of Steel Sheets For Better QualitykhurshedlakhoNo ratings yet
- Characterization of Protective Performance of Epoxy Reinforced With Nanometer-Sized Tio and SioDocument10 pagesCharacterization of Protective Performance of Epoxy Reinforced With Nanometer-Sized Tio and Siosur22as.aswarNo ratings yet
- N504018389 PDFDocument7 pagesN504018389 PDFVPSureshKumarNo ratings yet
- Final ReportDocument103 pagesFinal ReportRojithNo ratings yet
- Studies On Effect of Metallic Coatings Over Stainless Steel and Aluminium SheetsDocument18 pagesStudies On Effect of Metallic Coatings Over Stainless Steel and Aluminium SheetsDinesh RajasekarNo ratings yet
- Nickel Super Alloy INCONEL 713LC - Structural Characteristics After Heat TreatmentDocument9 pagesNickel Super Alloy INCONEL 713LC - Structural Characteristics After Heat TreatmentelmiraNo ratings yet
- Improvement of Surface Properties of Low Carbon SteelDocument4 pagesImprovement of Surface Properties of Low Carbon SteelyanuarNo ratings yet
- 8m Atoms NucleiDocument16 pages8m Atoms NucleiWakkuNo ratings yet
- Elewa - 2019 - J. - Phys. - Conf. - Ser. - 1378 - 022071Document10 pagesElewa - 2019 - J. - Phys. - Conf. - Ser. - 1378 - 022071sekhara2zNo ratings yet
- 2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiDocument11 pages2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiCesar Fernando BenavidesNo ratings yet
- Effects of MG On Morphologies and Properties of Hot Dipped ZN-MG CoatingsDocument7 pagesEffects of MG On Morphologies and Properties of Hot Dipped ZN-MG Coatingsrahul.meenaNo ratings yet
- Wear Resistance of Pulse Plasma Nitrided AISI 4140 and A355 SteelsDocument7 pagesWear Resistance of Pulse Plasma Nitrided AISI 4140 and A355 Steelsdeepdreamx6400No ratings yet
- Co Doping Effect On Structural and Optical Properties of Nickel Oxide (Nio) Thin Films Via Spray PyrolysisDocument3 pagesCo Doping Effect On Structural and Optical Properties of Nickel Oxide (Nio) Thin Films Via Spray PyrolysisSoufianeBenhamidaNo ratings yet
- Characteristics of Martensitic Stainless Steel Nitrided in A Low-Pressure RFDocument6 pagesCharacteristics of Martensitic Stainless Steel Nitrided in A Low-Pressure RFPramod MishraNo ratings yet
- Module 2 - Introduction To Programming - UpdatedDocument30 pagesModule 2 - Introduction To Programming - UpdatedKen FirmalanNo ratings yet
- Learning Based Exposition-The Simple Present TenseDocument12 pagesLearning Based Exposition-The Simple Present Tenseyuri Berrocal YanceNo ratings yet
- Standard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedDocument7 pagesStandard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedAniruddha ChatterjeeNo ratings yet
- Momentum Equation in Cylindrical Coordinate: Appendix BDocument8 pagesMomentum Equation in Cylindrical Coordinate: Appendix BAbdul Rauf AttariNo ratings yet
- Lesson Plan - The V LanguageDocument4 pagesLesson Plan - The V LanguageLê Thị Ái NhiNo ratings yet
- 2020 DecDocument61 pages2020 DecLokeshNo ratings yet
- Glenbard East Lesson PlanDocument8 pagesGlenbard East Lesson Planapi-608726850No ratings yet
- Chap 16Document53 pagesChap 16EveNo ratings yet
- SECTION 33 05 13 Manholes: Revised 03/2012Document52 pagesSECTION 33 05 13 Manholes: Revised 03/2012FAISAL NAZEERNo ratings yet
- AtmakarakaDocument3 pagesAtmakarakaswamyvk100% (1)
- Pos Cura em Resina.026Document7 pagesPos Cura em Resina.026Danilo BianchiNo ratings yet
- Computer Aided ManufacturingDocument3 pagesComputer Aided ManufacturingVivek PatelNo ratings yet
- Shadowfinder - Big Damn HeroesDocument30 pagesShadowfinder - Big Damn HeroesSteampunkObrimos100% (1)
- 2D1N Night Nueva VizcayaDocument3 pages2D1N Night Nueva VizcayaKaye RoldanNo ratings yet
- THESISDocument21 pagesTHESISMell Heiston GensonNo ratings yet
- FIS-Finishes Schedule - R1Document4 pagesFIS-Finishes Schedule - R1meghadurganNo ratings yet
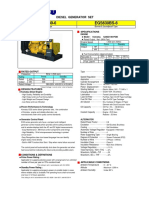
- Egs630-6 Komatsu GensetDocument2 pagesEgs630-6 Komatsu GensetimamfadiliNo ratings yet
- Sample Waste Management Tracking FormDocument3 pagesSample Waste Management Tracking FormSreekumarNo ratings yet
- 1020 Aseguramiento de Calidad GeneralDocument10 pages1020 Aseguramiento de Calidad GeneralJennifer Tatiana DíazNo ratings yet
- Dynamic Stochastic General Equilibrium (Dsge) Modelling:Theory and PracticeDocument34 pagesDynamic Stochastic General Equilibrium (Dsge) Modelling:Theory and PracticeRSNo ratings yet
- Decimal To BinaryDocument3 pagesDecimal To BinaryAngel AntonioNo ratings yet
- Penurunan Waktu Tunggu Operasi Elektif Dengan Membuat Standar Prosedur Operasional Di Rumah Sakit Umum Karsa Husada BatuDocument8 pagesPenurunan Waktu Tunggu Operasi Elektif Dengan Membuat Standar Prosedur Operasional Di Rumah Sakit Umum Karsa Husada BaturirisNo ratings yet
- Graphic OrganizerDocument2 pagesGraphic OrganizerLex TalionesNo ratings yet
- CCINFMJ Passlist - 05082022Document2 pagesCCINFMJ Passlist - 05082022Kamlakar SadavarteNo ratings yet
- Introducing The Open Banking StandardDocument12 pagesIntroducing The Open Banking StandardOpen Data Institute96% (25)
- English: Quarter 2 - Module 1 Listening Strategies Based On Purpose, Familiarity With The Topic, and Levels of DifficultyDocument24 pagesEnglish: Quarter 2 - Module 1 Listening Strategies Based On Purpose, Familiarity With The Topic, and Levels of DifficultyMary Ysalina100% (3)
- Comparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Document9 pagesComparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Rommel Angeles PeronaNo ratings yet
- Fire Warden Training: Richard Hagger - ConsultantDocument61 pagesFire Warden Training: Richard Hagger - ConsultantRichard Hagger100% (2)
- Table of SpecificationDocument5 pagesTable of SpecificationEvangeline Delos Santos50% (2)
- 5 OPERATIVE Dentistry-Fifth year-FIFTH lect-16-4-2020-FAILURE OF RESTORATIONDocument24 pages5 OPERATIVE Dentistry-Fifth year-FIFTH lect-16-4-2020-FAILURE OF RESTORATIONIna YaNo ratings yet