You might also like
- All Physics Formula and Glossary - GCE Study Buddy - The Best O Level Revision ResourceDocument13 pagesAll Physics Formula and Glossary - GCE Study Buddy - The Best O Level Revision ResourceVei Adoptante100% (2)
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Stainless Steel: by Nikhil Asok 1 Year PGDocument27 pagesStainless Steel: by Nikhil Asok 1 Year PGNikhilAsokNo ratings yet
- FC-06-Engineering Material & Metallurgy PDFDocument431 pagesFC-06-Engineering Material & Metallurgy PDFsomnath ghosh100% (1)
- Ferrous Alloys GuideDocument56 pagesFerrous Alloys Guidejayakrishnan psNo ratings yet
- 211 2aDocument33 pages211 2aMada ChohNo ratings yet
- Weldability of High Strength Low Alloy SteelDocument34 pagesWeldability of High Strength Low Alloy SteelGanesan Veerasamy100% (1)
- LECTURE ON MATERIALS FOR UREA PLANTSDocument19 pagesLECTURE ON MATERIALS FOR UREA PLANTSdeepankar kumarNo ratings yet
- AnnealingDocument9 pagesAnnealingRathne AbeynayakeNo ratings yet
- Chapter 14-ChemicalEquilibriumDocument5 pagesChapter 14-ChemicalEquilibriumKhurram KhanNo ratings yet
- Steel FachaDocument59 pagesSteel FachaviyfNo ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Pripol Dimer Acids: Flexibility and HydrophobicityDocument4 pagesPripol Dimer Acids: Flexibility and Hydrophobicitymaged_abdnaghoNo ratings yet
- Unit - Iii: Ferrous and Non Ferrous MetalsDocument101 pagesUnit - Iii: Ferrous and Non Ferrous Metalssenthilkumar tsNo ratings yet
- METALLURGY AND MATERIALS PROPERTIESDocument55 pagesMETALLURGY AND MATERIALS PROPERTIESTina Miller100% (2)
- Alloy Steels: Dr. Indika de SilvaDocument25 pagesAlloy Steels: Dr. Indika de SilvaChandima K PriyamalNo ratings yet
- TURBINE Logics and Interlocks PDFDocument62 pagesTURBINE Logics and Interlocks PDFLakshmi Narayan100% (1)
- Spe 191575 PaDocument14 pagesSpe 191575 PaNavneet SinghNo ratings yet
- Ferrous Alloys Classification and Types GuideDocument36 pagesFerrous Alloys Classification and Types GuideNipun HarshaNo ratings yet
- Castable InstallationDocument4 pagesCastable InstallationSanjay SinghNo ratings yet
- 27 TDP Cat Int PriceDocument12 pages27 TDP Cat Int Pricespotty81100% (3)
- CPM300 MetallurgyDocument70 pagesCPM300 MetallurgyhadiNo ratings yet
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDocument48 pagesAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrNo ratings yet
- Stainless Steels Guide - Properties, Applications & GradesDocument16 pagesStainless Steels Guide - Properties, Applications & GradesAndika RizalNo ratings yet
- MEE5003 - MOD2 - LEC2 - SteelsDocument29 pagesMEE5003 - MOD2 - LEC2 - SteelsAbid YusufNo ratings yet
- Anirudha Samant REG NO.-16BME1044 Slot - C1 Alloy SteelsDocument12 pagesAnirudha Samant REG NO.-16BME1044 Slot - C1 Alloy SteelsAnirudhaNo ratings yet
- Classification of Materials NotesDocument9 pagesClassification of Materials NotesJohn K KikwaiNo ratings yet
- Materials Science and Engineering-Chapter 11Document3 pagesMaterials Science and Engineering-Chapter 11JurgenNo ratings yet
- HeattreatmentDocument29 pagesHeattreatmentUJJWAL PRAKASHNo ratings yet
- Wrought Alloys in Orthodontics ..Basic PropertiesDocument27 pagesWrought Alloys in Orthodontics ..Basic PropertiesJacob AbrahamNo ratings yet
- Chapter 4Document82 pagesChapter 4api-271354682No ratings yet
- Lecture 9 - Plain Carbon Steels - 2013Document45 pagesLecture 9 - Plain Carbon Steels - 2013ArunNo ratings yet
- Werkstoffkunde Der Stähle - Kurzzusammenfassung en-US - UnlockedDocument8 pagesWerkstoffkunde Der Stähle - Kurzzusammenfassung en-US - UnlockedLorena juárezNo ratings yet
- Melting PracticeDocument12 pagesMelting PracticeJaya Ram MNo ratings yet
- Wrought Alloys for Orthodontic ApplicationsDocument33 pagesWrought Alloys for Orthodontic ApplicationsKanjiMasroorNo ratings yet
- Steel Making Process: Phases, Microstructures & PropertiesDocument65 pagesSteel Making Process: Phases, Microstructures & PropertiesSunny PatilNo ratings yet
- Modern Metallic MaterialsDocument6 pagesModern Metallic MaterialsRajaganapathy GanaNo ratings yet
- Maraging Steel - WikipediaDocument5 pagesMaraging Steel - WikipediaVysakh VasudevanNo ratings yet
- Applications and Processing of Metals and Alloys: Module-09Document19 pagesApplications and Processing of Metals and Alloys: Module-09Ricky SarkarNo ratings yet
- Metals: Types of Metals AlloysDocument9 pagesMetals: Types of Metals AlloysIslam ElhabsheNo ratings yet
- Final MT-4 & 5Document31 pagesFinal MT-4 & 5RajasekharKosuruNo ratings yet
- Composition of Steels PDFDocument5 pagesComposition of Steels PDFNitin SharmaNo ratings yet
- ThermochemicalDocument18 pagesThermochemicalSiddarthanSrtNo ratings yet
- Acerto Steel 2Document51 pagesAcerto Steel 2viyfNo ratings yet
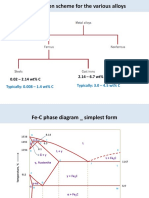
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Classification of SteelDocument39 pagesClassification of SteelSudarshan GNo ratings yet
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pages9-Chapter - 17 - Thermal Processing of AlloysZain FarhanNo ratings yet
- Met 03 Weldability - Welding of C-MN, LA Steels - CIDocument24 pagesMet 03 Weldability - Welding of C-MN, LA Steels - CIRaghu vamshiNo ratings yet
- Materials Science MetalsDocument35 pagesMaterials Science MetalsPelajar IndonesiaNo ratings yet
- ADI - A Perfect Engineering MaterialDocument12 pagesADI - A Perfect Engineering MaterialVS SaravananNo ratings yet
- Classification of Steel & Alloy SteelsDocument39 pagesClassification of Steel & Alloy SteelsNetaa sachinNo ratings yet
- Heat Treatment (CHAPTER 3)Document48 pagesHeat Treatment (CHAPTER 3)Muhammad AbdullahNo ratings yet
- Maraging Steel: Maraging Steels (A Portmanteau of "Martensitic" and "Aging") Are Steels (Iron Alloys) That Are KnownDocument5 pagesMaraging Steel: Maraging Steels (A Portmanteau of "Martensitic" and "Aging") Are Steels (Iron Alloys) That Are KnownVysakh VasudevanNo ratings yet
- Stainless Steel Properties and Applications in OrthodonticsDocument56 pagesStainless Steel Properties and Applications in OrthodonticsjalindrepNo ratings yet
- Metalurgia BásicaDocument30 pagesMetalurgia BásicaClever Ricardo ChinagliaNo ratings yet
- Machining Titanium AlloysDocument22 pagesMachining Titanium AlloysSarswati SuryawanshiNo ratings yet
- Lec 5-Heat Treatment, Alloy Steels, Cast IronDocument26 pagesLec 5-Heat Treatment, Alloy Steels, Cast IronMobashir AliNo ratings yet
- Cast and Wrought Base-Metal AlloysDocument40 pagesCast and Wrought Base-Metal AlloysManish SharmaNo ratings yet
- Write The Various Classification of Engineering MaterialsDocument7 pagesWrite The Various Classification of Engineering Materialsashok pradhanNo ratings yet
- Primary FabricationDocument86 pagesPrimary FabricationDany ChNo ratings yet
- Maraging Steel Alloy PropertiesDocument2 pagesMaraging Steel Alloy PropertiesRachan PancheNo ratings yet
- Types of Treatments: AnandDocument26 pagesTypes of Treatments: AnandAnand DubeyNo ratings yet
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- Chapter 2 Cast IronDocument9 pagesChapter 2 Cast IronHelen AdugnaNo ratings yet
- Heat Treatment of SteelDocument51 pagesHeat Treatment of SteelRAMA BAGAS ADITYA TM 2DNo ratings yet
- Basic Mechanics Principles Explained</h1Document20 pagesBasic Mechanics Principles Explained</h1Manoj ReddyNo ratings yet
- Module 8.1 - B1B2 - Rev 00 (Full Permission)Document24 pagesModule 8.1 - B1B2 - Rev 00 (Full Permission)Ahsan MalikNo ratings yet
- Iron Types (Page 1), Gray & Ductile Irons - Metal Casting InstituteDocument31 pagesIron Types (Page 1), Gray & Ductile Irons - Metal Casting InstituteWalid Ben AmirNo ratings yet
- Homework 6Document5 pagesHomework 6Stephen RandallNo ratings yet
- Definition of Surface Texture and Stylus InstrumentDocument5 pagesDefinition of Surface Texture and Stylus InstrumenthosseinNo ratings yet
- Electronic Factors Determining The Reactivity of Metal SurfacesDocument10 pagesElectronic Factors Determining The Reactivity of Metal SurfacesLuca BrunoNo ratings yet
- Design and Analysis of A Ladder Frame ChassisDocument10 pagesDesign and Analysis of A Ladder Frame ChassisJuan Sebastian CameroNo ratings yet
- Basic Thermodynamics FundamentalsDocument277 pagesBasic Thermodynamics FundamentalsVinot NathanNo ratings yet
- Engineers Edge - Reference Data For EngineersDocument5 pagesEngineers Edge - Reference Data For EngineersKeith AdminNo ratings yet
- Solubility Enhancement of Efavirenz by Solid Dispersion Method - ManuscriptDocument14 pagesSolubility Enhancement of Efavirenz by Solid Dispersion Method - ManuscriptDr. B. Sree Giri PrasadNo ratings yet
- A - 3 - 6 - 10 Beam ReportDocument5 pagesA - 3 - 6 - 10 Beam ReportChanna SamarasingheNo ratings yet
- Lesson PlanDocument4 pagesLesson PlanNagamani RajeshNo ratings yet
- What Is A Thermowell Types of ThermowellDocument7 pagesWhat Is A Thermowell Types of Thermowellkamala 123No ratings yet
- Tut-sheet-2-PHL120-13 With Final Answers PDFDocument2 pagesTut-sheet-2-PHL120-13 With Final Answers PDFjgrgpt33No ratings yet
- Pacific Pipe World Class QualityDocument1 pagePacific Pipe World Class QualityDo BuiNo ratings yet
- Iso 16474-3 - 2013 1Document11 pagesIso 16474-3 - 2013 1Khin Khin Thaw100% (1)
- CH 10Document76 pagesCH 10Jason Enduro BayuNo ratings yet
- Early Universe Universe Some Time Later: Astronomy Assessment and TPS Questions: Expansion of The UniverseDocument11 pagesEarly Universe Universe Some Time Later: Astronomy Assessment and TPS Questions: Expansion of The UniversemanaNo ratings yet
- 88 GDD-SeriesDocument8 pages88 GDD-Seriesharminder singhNo ratings yet
- 09-25 Problem SetDocument2 pages09-25 Problem SetsonjabottlelawNo ratings yet
- Sloped Isolated Tata-Steel-Ld3 PDFDocument12 pagesSloped Isolated Tata-Steel-Ld3 PDFArvind DoraiNo ratings yet
- Mean Sea Level, GPS, and The GeoidDocument3 pagesMean Sea Level, GPS, and The Geoidamungme_amungme100% (1)
- Full Text 01Document53 pagesFull Text 01Jaime Jose BatistaNo ratings yet