You might also like
- OM System "Olympus" OM-1: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsFrom EverandOM System "Olympus" OM-1: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsNo ratings yet
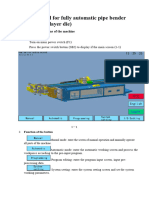
- Pipe Bender Machine - PLC User ManualDocument20 pagesPipe Bender Machine - PLC User Manualwesley.r.richardNo ratings yet
- Nikon D850: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsFrom EverandNikon D850: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsRating: 5 out of 5 stars5/5 (1)
- CNC System Operation Step (NewDocument24 pagesCNC System Operation Step (NewRikardo JimkarNo ratings yet
- 3 - TP10S - User Guide (v3.77)Document16 pages3 - TP10S - User Guide (v3.77)Anonymous EvAY5nSdNo ratings yet
- Rugby200 User en PDFDocument36 pagesRugby200 User en PDFvelooNo ratings yet
- Moza Air-2-User-Manual-V3Document23 pagesMoza Air-2-User-Manual-V3Alejandro GiraldoNo ratings yet
- Prensa de 15 Ton PGC1500Document16 pagesPrensa de 15 Ton PGC1500abdielNo ratings yet
- AHE58-55 Instruction ManualDocument16 pagesAHE58-55 Instruction ManualERSNNo ratings yet
- Instruction of 3D Tube Bender (DOBLADORA DE TUBOS CHINA)Document19 pagesInstruction of 3D Tube Bender (DOBLADORA DE TUBOS CHINA)MauricioNo ratings yet
- I P S Walk-Through For Lathes: Ntuitive Rogramming YstemDocument30 pagesI P S Walk-Through For Lathes: Ntuitive Rogramming Ystemabsalon_jarvNo ratings yet
- SD Operation SD Operation: SEP. 2012 Ce, Ap/E, Am Product Support TeamDocument21 pagesSD Operation SD Operation: SEP. 2012 Ce, Ap/E, Am Product Support Teamcarlos andres salazar sanchezNo ratings yet
- SMTO502sseries ManualDocument19 pagesSMTO502sseries ManualSan BastianNo ratings yet
- TOPCNC TC55H Instruction ManualDocument21 pagesTOPCNC TC55H Instruction ManualMarc Gavage100% (1)
- Operational Write Up - SCRDocument10 pagesOperational Write Up - SCRZahoor AhmedNo ratings yet
- Operational Writup of Stacker and ReclaimerDocument10 pagesOperational Writup of Stacker and ReclaimerZahoor AhmedNo ratings yet
- TC55H Instruction ManualDocument13 pagesTC55H Instruction ManualLuis Otavio TrindadeNo ratings yet
- VIDS Message Center Keypad Operator Instruction: D10R D11R D11R CDDocument24 pagesVIDS Message Center Keypad Operator Instruction: D10R D11R D11R CDADJIMGARNo ratings yet
- TC55HDocument13 pagesTC55HDuy MotorNo ratings yet
- 928TC eDocument113 pages928TC eGuillermo RamirezNo ratings yet
- Instruction Manual: Control System of ES Series CNC Bending MachineDocument11 pagesInstruction Manual: Control System of ES Series CNC Bending Machined54ddqcpfqNo ratings yet
- Setting - Blade GraderDocument24 pagesSetting - Blade Gradermohtar sujonoNo ratings yet
- Réglage VIDS D10RDocument32 pagesRéglage VIDS D10RRichard EDIMO100% (1)
- 10 VIDS - D10-D11R - TEJB-6017-03-modifDocument33 pages10 VIDS - D10-D11R - TEJB-6017-03-modifkhaled boulahlibNo ratings yet
- RANGER 5 AXIS ROBOT OPERATIONS MANUAL AB VERSION REV 2.7 EuroDocument87 pagesRANGER 5 AXIS ROBOT OPERATIONS MANUAL AB VERSION REV 2.7 EuroErnie Sergejenko0% (1)
- Ucm03 034231Document8 pagesUcm03 034231Cláudio LimaNo ratings yet
- SHG Mitsubishi - lehy-II C-1 - enDocument24 pagesSHG Mitsubishi - lehy-II C-1 - enEri Wanto SihombingNo ratings yet
- PackMule SC-775-6SA Handset Manual (Sevcon)Document11 pagesPackMule SC-775-6SA Handset Manual (Sevcon)martinNo ratings yet
- A40f ControlDocument9 pagesA40f ControlKasix Dunda MalembekaNo ratings yet
- Mazak Int MarkIV ATC Operation Menu and Recovery ProceduresDocument11 pagesMazak Int MarkIV ATC Operation Menu and Recovery ProceduresArturo LopezNo ratings yet
- Yasnac Mx-3 Fault Finding GuideDocument70 pagesYasnac Mx-3 Fault Finding Guidechidambaram kasi100% (1)
- 1001 Installation Operation Manual v0r0Document70 pages1001 Installation Operation Manual v0r0rafaelsossaiNo ratings yet
- Display FortisDocument260 pagesDisplay FortisonesimoNo ratings yet
- Positioner Set Up & Calibration: Dyna-Flo Control Valve Services LTDDocument1 pagePositioner Set Up & Calibration: Dyna-Flo Control Valve Services LTDKj_bdNo ratings yet
- S400-User Manual EN - Set-1340243890Document15 pagesS400-User Manual EN - Set-1340243890noriel llanetaNo ratings yet
- ©2014 DJI. All Rights ReservedDocument10 pages©2014 DJI. All Rights ReservedAm Amfmvk KekNo ratings yet
- Manual - 288 - 33 - 91 - 3x-En MailDocument64 pagesManual - 288 - 33 - 91 - 3x-En MailĽuboslav TýrNo ratings yet
- WheelTool 1Document18 pagesWheelTool 1M Mostafa MasalmaNo ratings yet
- Ruide RT-2 User Manual 1908Document18 pagesRuide RT-2 User Manual 1908Ahmed ButtNo ratings yet
- RIVIERA LP PLUS 50 KW FDX4343 Product DataDocument27 pagesRIVIERA LP PLUS 50 KW FDX4343 Product DataMaisoun MohamedNo ratings yet
- Microbeveling Machine Operation Manual: ContentDocument11 pagesMicrobeveling Machine Operation Manual: ContentFabian RoaNo ratings yet
- Ruide RT-2 User Manual 1908 (A5)Document14 pagesRuide RT-2 User Manual 1908 (A5)Karya Perdana MandiriNo ratings yet
- Maquina FanucDocument24 pagesMaquina FanucpatricioNo ratings yet
- Zba 4 FDocument14 pagesZba 4 Faungp4142No ratings yet
- Komori Operation Manual Option Pt5 14-15Document31 pagesKomori Operation Manual Option Pt5 14-15SJ100% (1)
- Arkbird ManualDocument19 pagesArkbird ManualJorge ValenzuelaNo ratings yet
- DIY Cruise Control F30Document14 pagesDIY Cruise Control F30PedroNo ratings yet
- Operation Manual - 17210 - 17212 Sopladora JonhuahDocument45 pagesOperation Manual - 17210 - 17212 Sopladora JonhuahWalter DiazNo ratings yet
- Features: Bienvenido: r120vxr2Document25 pagesFeatures: Bienvenido: r120vxr2dyegovargasNo ratings yet
- Raymond Code GuideDocument3 pagesRaymond Code GuideNatsu DragnelNo ratings yet
- SPM BushDocument4 pagesSPM BushZarana BhattNo ratings yet
- Matrixnav1.7 Installation, Setup and OperationDocument9 pagesMatrixnav1.7 Installation, Setup and OperationStar LeeNo ratings yet
- Autopilot Zoom in / OutDocument3 pagesAutopilot Zoom in / OutEdwin SenNo ratings yet
- Icontrol ConfiguracionDocument18 pagesIcontrol ConfiguracionDiego ToroNo ratings yet
- PS2 Positioner Calibration ProcedureDocument6 pagesPS2 Positioner Calibration ProcedureSakthi Sekar Cbi100% (1)
- Sect 7 KeyboardDocument10 pagesSect 7 KeyboardCAD CAMNo ratings yet
- Study On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsDocument5 pagesStudy On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsAnonymous 5AmJ13mLkNo ratings yet
- As58 (Pfaff)Document16 pagesAs58 (Pfaff)jongaeckNo ratings yet
- OT3120A Digital Speed Controller ManualDocument11 pagesOT3120A Digital Speed Controller ManualMr.Thawatchai hansuwanNo ratings yet
- Thyristor Testing Using Vom: Assignment No. 2Document6 pagesThyristor Testing Using Vom: Assignment No. 2Noriel DomdomNo ratings yet
- DESIGN AND IMPLEMENTATION OF 1.5kVA PURE SINEWAVE INVERTERDocument49 pagesDESIGN AND IMPLEMENTATION OF 1.5kVA PURE SINEWAVE INVERTERemmanuel akojiNo ratings yet
- DS 300 HB 40 80kVA Manual Industrial Three Phase UPS TescomDocument68 pagesDS 300 HB 40 80kVA Manual Industrial Three Phase UPS TescomSam OyelowoNo ratings yet
- Catalogo Ingersoll Rand 2016Document25 pagesCatalogo Ingersoll Rand 2016Ruben DominguezNo ratings yet
- DashDocument2 pagesDashJesse Alonso100% (1)
- 51 Best BandsawsDocument54 pages51 Best BandsawsKeone SemanaNo ratings yet
- Torque: Cummins Ltd. Yarm Road, Darlington County Durham, DL1 4PW UKDocument12 pagesTorque: Cummins Ltd. Yarm Road, Darlington County Durham, DL1 4PW UKStif B. MarengoNo ratings yet
- Manual Modulo DSE520Document20 pagesManual Modulo DSE520jordaz30No ratings yet
- Big Red 600 Lincoln ElectricDocument6 pagesBig Red 600 Lincoln Electricamerica1591No ratings yet
- Cookworks Mini OvenDocument9 pagesCookworks Mini Ovensum0n3No ratings yet
- Planos Electrónicos Monitor Fetal Corometrics Modelo 170 SeriesDocument88 pagesPlanos Electrónicos Monitor Fetal Corometrics Modelo 170 Seriesviviana vargasNo ratings yet
- Important HVAC Interview Questions: 1) What Is The Unit of Heat?Document10 pagesImportant HVAC Interview Questions: 1) What Is The Unit of Heat?Junaid KhanNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument46 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Ict13a Nis21 JBMDocument52 pagesIct13a Nis21 JBMjonathan100% (1)
- Item 1-3C X 6.0MM BLACKDocument1 pageItem 1-3C X 6.0MM BLACKSyazwan AzharanNo ratings yet
- EdgeGateway 5000 5100 TechnicalGuidebook-PDF A4 (Dell)Document72 pagesEdgeGateway 5000 5100 TechnicalGuidebook-PDF A4 (Dell)Michele BrunelliNo ratings yet
- SKF Serv 417199 (4th Ed)Document688 pagesSKF Serv 417199 (4th Ed)Jaime castroNo ratings yet
- Power SupplyDocument15 pagesPower SupplyVelu SNo ratings yet
- 320 D Esquema HidrahulicoDocument2 pages320 D Esquema Hidrahulicosebastian velasquez100% (1)
- CCS-DX CCS Delegate UnitDocument2 pagesCCS-DX CCS Delegate UnitvtcuongNo ratings yet
- Fire Resistant RS485 Databus CablesDocument5 pagesFire Resistant RS485 Databus CablesSahityan PalanichamyNo ratings yet
- Inst Sheet L2461Document44 pagesInst Sheet L2461RonaldNo ratings yet
- System Information: Chain Width 63 MM Examples of Application AreasDocument6 pagesSystem Information: Chain Width 63 MM Examples of Application AreasYousef AlipourNo ratings yet
- Placa 1156 - Pegatron Ipmip-Dp (Pos-Piq57bq) Rev 1.01Document68 pagesPlaca 1156 - Pegatron Ipmip-Dp (Pos-Piq57bq) Rev 1.01Francisco FreireNo ratings yet
- Apollo 55000-022APO Intelligent Base Mounted UV Flame DetectorDocument9 pagesApollo 55000-022APO Intelligent Base Mounted UV Flame DetectornaveedfndNo ratings yet
- DTC AamDocument2 pagesDTC AamПеђа БекићNo ratings yet
- 197 TrainDocument174 pages197 Trainshrk6915689No ratings yet
- PCBs in VFDDocument11 pagesPCBs in VFDAdrián Darío Nieves LeyvaNo ratings yet
- Crossvent-3+: Operation & Service ManualDocument102 pagesCrossvent-3+: Operation & Service ManualIngenieria NemoconNo ratings yet
- Preventive Maintenance Checklist - KR150Document7 pagesPreventive Maintenance Checklist - KR150Juan c sanchezNo ratings yet