You might also like
- Manual20press20follower201 0Document13 pagesManual20press20follower201 0claude.h01No ratings yet
- SD Operation SD Operation: SEP. 2012 Ce, Ap/E, Am Product Support TeamDocument21 pagesSD Operation SD Operation: SEP. 2012 Ce, Ap/E, Am Product Support Teamcarlos andres salazar sanchezNo ratings yet
- Basic OperationDocument20 pagesBasic OperationPedro Lucas Rodrigues QueirozNo ratings yet
- Moza Air-2-User-Manual-V3Document23 pagesMoza Air-2-User-Manual-V3Alejandro GiraldoNo ratings yet
- Resumen Pinza NeumaticosDocument9 pagesResumen Pinza Neumaticosdaniel03_181975No ratings yet
- G Punto Dualogic 07-09Document22 pagesG Punto Dualogic 07-09GonzaloNo ratings yet
- DIY Dynamic Cruise Control for BMW F20/F30Document14 pagesDIY Dynamic Cruise Control for BMW F20/F30PedroNo ratings yet
- 5.5 Derricking Mechanism: Stop in NeutralDocument2 pages5.5 Derricking Mechanism: Stop in NeutralRwan MarymNo ratings yet
- Manual Drone x800Document12 pagesManual Drone x800Amaranta AvilaNo ratings yet
- COCO Smart 790T: User ManualDocument87 pagesCOCO Smart 790T: User ManualMANUEL RENGEL FERNANDEZNo ratings yet
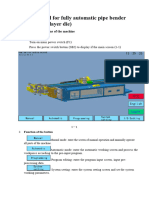
- Pipe Bender Machine - PLC User ManualDocument20 pagesPipe Bender Machine - PLC User Manualwesley.r.richardNo ratings yet
- Wheel Balancer Manual GuideDocument15 pagesWheel Balancer Manual Guidenoriel llanetaNo ratings yet
- Ruide RT-2 User Manual 1908Document18 pagesRuide RT-2 User Manual 1908Ahmed ButtNo ratings yet
- Item No.f29/f629Document11 pagesItem No.f29/f629Eugen MoldovanNo ratings yet
- 5.5 Derricking Mechanism: Stop in NeutralDocument2 pages5.5 Derricking Mechanism: Stop in NeutralRwan MarymNo ratings yet
- Program Paver Controller Valve SpeedsDocument5 pagesProgram Paver Controller Valve SpeedsCarlos FigueredoNo ratings yet
- Smooth-X User Guide - PTDocument26 pagesSmooth-X User Guide - PTkayk3ekzgNo ratings yet
- Display FortisDocument260 pagesDisplay FortisonesimoNo ratings yet
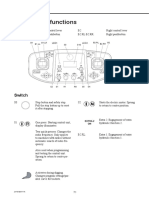
- Control Unit Functions GBDocument4 pagesControl Unit Functions GBKevin Elias MujikaNo ratings yet
- Prensa de 15 Ton PGC1500Document16 pagesPrensa de 15 Ton PGC1500abdielNo ratings yet
- Mini Max Operation and Parts Manual: ProlineDocument28 pagesMini Max Operation and Parts Manual: ProlineАлександр МустафаевNo ratings yet
- Panel EHR, MF3xxx Org - Wersja AngDocument4 pagesPanel EHR, MF3xxx Org - Wersja AngpiotreNo ratings yet
- Manual Do Trator de Esteira Zomlion - ZD220-3Document51 pagesManual Do Trator de Esteira Zomlion - ZD220-3Jaciane AraujoNo ratings yet
- TOPCNC TC55H Instruction ManualDocument21 pagesTOPCNC TC55H Instruction ManualMarc Gavage100% (1)
- Manual Operación LGMG+boom+lift+vehicle+ (1) - EspañolDocument28 pagesManual Operación LGMG+boom+lift+vehicle+ (1) - EspañolMiguel Muñoz GarridoNo ratings yet
- BEAM 230W SHARPY 7R With Big Touch ScreenDocument12 pagesBEAM 230W SHARPY 7R With Big Touch ScreenCJS0% (1)
- Sharpy China 5RDocument12 pagesSharpy China 5RPablo DiazNo ratings yet
- Zba 4 FDocument14 pagesZba 4 Faungp4142No ratings yet
- Control Panel說明書 XM200141-SmallDocument15 pagesControl Panel說明書 XM200141-SmallmauricioNo ratings yet
- KUGOO S1 Manual - EnglishDocument15 pagesKUGOO S1 Manual - Englishvulca017% (6)
- 5.3.1 Rated Lifting Capacity Table and Lifting Height Curve Diagram 5.3.1.1 Rated Lifting Capacity TableDocument9 pages5.3.1 Rated Lifting Capacity Table and Lifting Height Curve Diagram 5.3.1.1 Rated Lifting Capacity TableBasem ElhosanyNo ratings yet
- 3 - TP10S - User Guide (v3.77)Document16 pages3 - TP10S - User Guide (v3.77)Anonymous EvAY5nSdNo ratings yet
- DXL360 Manual3 PDFDocument18 pagesDXL360 Manual3 PDFLuis Adrián ElguézabalNo ratings yet
- Ruide RT-2 User Manual 1908 (A5)Document14 pagesRuide RT-2 User Manual 1908 (A5)Karya Perdana MandiriNo ratings yet
- Paguican Tractor Driving John Deere 5610 1 1Document5 pagesPaguican Tractor Driving John Deere 5610 1 1Megan Rose LadaoNo ratings yet
- Instruction Manual For Multi Head Drilling Machine LZD12-17Document22 pagesInstruction Manual For Multi Head Drilling Machine LZD12-17tommy.noelNo ratings yet
- User Manual 3645744 PDFDocument7 pagesUser Manual 3645744 PDFSzász ImreNo ratings yet
- My Run Through of The Align 3gx SetupDocument5 pagesMy Run Through of The Align 3gx SetupDavidNo ratings yet
- Manual StrandjackDocument17 pagesManual StrandjackSusanto HidayatNo ratings yet
- Fitur Berikut Tersedia Dalam Dokumen PDF Ini.: Pencarian Kata Kunci CepatDocument26 pagesFitur Berikut Tersedia Dalam Dokumen PDF Ini.: Pencarian Kata Kunci CepatF IklanquNo ratings yet
- PLX5200 Installation InstructionDocument53 pagesPLX5200 Installation InstructionPaolo MeliNo ratings yet
- 12PSBG3 7F Computer ControlerDocument7 pages12PSBG3 7F Computer ControlerSaeed AlviNo ratings yet
- Part 2 Safe Operation and Use MethodDocument48 pagesPart 2 Safe Operation and Use MethodrohanNo ratings yet
- User Manual: Screw Air Compressor TYPE: MAM-KY12S B - LCD DISPLAY-260Document18 pagesUser Manual: Screw Air Compressor TYPE: MAM-KY12S B - LCD DISPLAY-260Samuel OchigboNo ratings yet
- DH9116 Tech ManualDocument8 pagesDH9116 Tech ManualAlex AlexandruNo ratings yet
- Ev Quick-GbDocument2 pagesEv Quick-GbGul Nawab KhanNo ratings yet
- 3 1443 & 1460-1466 & 1490-1505 User Manual 600i UK Rev E TUGDocument20 pages3 1443 & 1460-1466 & 1490-1505 User Manual 600i UK Rev E TUGJeeva RathinamNo ratings yet
- Control CompresorDocument20 pagesControl CompresorJonathan Arturo Lizarazo SayasNo ratings yet
- ST-PMC1 Single-Axis Motion Controller Operation ManualDocument17 pagesST-PMC1 Single-Axis Motion Controller Operation ManualSander DuqueNo ratings yet
- Adjusting boom movements on TD 40150Document6 pagesAdjusting boom movements on TD 40150RodrigoNo ratings yet
- Retractable Landing Gear: For Spreading Wings S800Document6 pagesRetractable Landing Gear: For Spreading Wings S800simonNo ratings yet
- JDFXJ-250 Instruction ManualDocument16 pagesJDFXJ-250 Instruction Manualhoangle.2dsNo ratings yet
- SMTO502s ManualDocument19 pagesSMTO502s ManualSan BastianNo ratings yet
- Engine and Track Controls Instruction Manual SectionDocument1 pageEngine and Track Controls Instruction Manual SectionNikNo ratings yet
- TC55H Instruction ManualDocument13 pagesTC55H Instruction ManualLuis Otavio TrindadeNo ratings yet
- Metal Roof Roll Forming MachineDocument6 pagesMetal Roof Roll Forming MachineDarío Fernando LemaNo ratings yet
- OldSiteOperators and ServiceLoaderT234B (234T7000-234T8100) MiscellaneousT200 Moving Instructions47882AMULDocument68 pagesOldSiteOperators and ServiceLoaderT234B (234T7000-234T8100) MiscellaneousT200 Moving Instructions47882AMULmarceloNo ratings yet
- PWT Water Proof Scale ManualDocument9 pagesPWT Water Proof Scale ManualTakaSenseiNo ratings yet
- School and Metro Bus Driving Skills: Essential Step By Step Guide for Maneuvering Large VehiclesFrom EverandSchool and Metro Bus Driving Skills: Essential Step By Step Guide for Maneuvering Large VehiclesNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- QuickZChargerZAC DCDocument2 pagesQuickZChargerZAC DCLucaspasNo ratings yet
- Flyer Radar Based Floating Roof Monitoring Flyer Rosemount en 586140Document2 pagesFlyer Radar Based Floating Roof Monitoring Flyer Rosemount en 586140Patricio UretaNo ratings yet
- 5 Set Model Question Mathematics (116) MGMT XI UGHSSDocument13 pages5 Set Model Question Mathematics (116) MGMT XI UGHSSSachin ChakradharNo ratings yet
- Brochure Manuthera 242 ENDocument4 pagesBrochure Manuthera 242 ENSabau PetricaNo ratings yet
- B2 - PlatoDocument1 pageB2 - PlatoVeda Leigh SyNo ratings yet
- HA RLE WS 24 Assessing Female Genitalia and Rectum Copy 1Document16 pagesHA RLE WS 24 Assessing Female Genitalia and Rectum Copy 1Katreena Barcelona GonzalesNo ratings yet
- HOPE 3A MODULE 1 Introduction To DanceDocument13 pagesHOPE 3A MODULE 1 Introduction To DanceLeo PatrickNo ratings yet
- Eight Lane Vadodara Kim ExpresswayDocument11 pagesEight Lane Vadodara Kim ExpresswayUmesh SutharNo ratings yet
- Operation ManualDocument83 pagesOperation ManualAn Son100% (1)
- Understanding Customer Loyaltyfor Retail StoreandtheinfluencingfactorsDocument15 pagesUnderstanding Customer Loyaltyfor Retail StoreandtheinfluencingfactorsTanmay PaulNo ratings yet
- Thermodynamics efficiency calculationsDocument3 pagesThermodynamics efficiency calculationsInemesit EkopNo ratings yet
- Soal Bing XiDocument9 pagesSoal Bing XiRhya GomangNo ratings yet
- House (Sometimes Known As House, M.D.) Is An American TelevisionDocument17 pagesHouse (Sometimes Known As House, M.D.) Is An American Televisionpichi94No ratings yet
- Grand Caravan Couch BedDocument8 pagesGrand Caravan Couch BedfraniviajeraNo ratings yet
- TB170LSDocument4 pagesTB170LSDary ArroyoNo ratings yet
- Concentration Seed Company OwnershipDocument2 pagesConcentration Seed Company OwnershipC'estMoiNo ratings yet
- The Effect of Online Game Addiction To TheDocument5 pagesThe Effect of Online Game Addiction To TheRafuell Amper CablasNo ratings yet
- Understanding the Role of Criminologists in Third World CountriesDocument4 pagesUnderstanding the Role of Criminologists in Third World Countriespaco kazunguNo ratings yet
- Cazul Cyril Burt 3Document3 pagesCazul Cyril Burt 3Cosmina MihaelaNo ratings yet
- Rexsteel English72Document10 pagesRexsteel English72Bogie Prastowo MahardhikaNo ratings yet
- Catch Up Friday 011153Document3 pagesCatch Up Friday 011153Vanessa Pond100% (6)
- Basic Sciences: Home MCQ's DiscussionsDocument10 pagesBasic Sciences: Home MCQ's Discussionsdileep9002392No ratings yet
- Aci 306.1Document5 pagesAci 306.1safak kahramanNo ratings yet
- Slip-System Cal PDFDocument13 pagesSlip-System Cal PDFVanaja JadapalliNo ratings yet
- Office AutomationDocument12 pagesOffice AutomationMad GirlNo ratings yet
- You Said It's Called Supreme Mathematics RightDocument2 pagesYou Said It's Called Supreme Mathematics RightAuMatu89% (9)
- Arlington Value's 2013 LetterDocument7 pagesArlington Value's 2013 LetterValueWalk100% (7)
- DS - 20190709 - E2 - E2 198S-264S Datasheet - V10 - ENDocument13 pagesDS - 20190709 - E2 - E2 198S-264S Datasheet - V10 - ENCristina CorfaNo ratings yet
- Philippine Poetry:: It's Form, Language, and SpeechDocument12 pagesPhilippine Poetry:: It's Form, Language, and SpeechRis AsibronNo ratings yet
- IED670 - A Major Leap in Grid ReliabilityDocument2 pagesIED670 - A Major Leap in Grid ReliabilityunorulezNo ratings yet