Professional Documents
Culture Documents
Linear Shafts Differentiated Usage Linear Shafts - Guide
Linear Shafts Differentiated Usage Linear Shafts - Guide
Uploaded by
yihsunleefuzeOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Linear Shafts Differentiated Usage Linear Shafts - Guide
Linear Shafts Differentiated Usage Linear Shafts - Guide
Uploaded by
yihsunleefuzeCopyright:
Available Formats
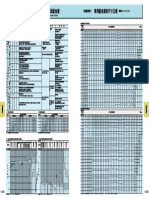
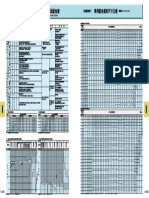
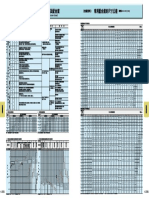
LINEAR SHAFTS DIFFERENTIATED USAGE/DURABILITY OF LINEAR SHAFTS LINEAR SHAFTS -GUIDE-
線性導桿的使用區分/耐久性 精密度基準/表面硬度 · 表面處理基準
Q線性導桿的使用區分 Q精密度基準
關於使用用途與部位,建議參考以下範例來分開使用。 · 真直度測定方法
Q真圓度 · 真直度 · L尺寸精密度
中精密度 高精密度 圓管型(配線用) 無給油襯套用
在軸的兩端以V形塊支撐,在
D
h8 g6標準型/g6精密型/h5 g6 f8 任一點處使軸旋轉1圈
測量千分表的振幅。
振幅測定值的1/2為真直度。
M − K
氣壓缸 導桿 L
無給油襯套
銅合金附頭緣 QD部位的真圓度 Q真直度 QL尺寸 · Y尺寸的公差
使用範例
軸徑 軸徑 軸公差h8 軸公差 軸公差 軸公差h8 軸公差 軸公差 尺寸 尺寸 軸公差h8 軸公差 軸公差
軸徑 全長
線性導桿
線性導桿
(超過) (以下)(C-VALUE) g6 · h5 f8 (C-VALUE) g6 · h5 f8 (超過) (以下)(C-VALUE)g6 · h5 f8
2 5 − 0.004 − ≦100 2 6 ±0.1
3·4 (L/100)×0.05以下
5 10 0.012 0.004 0.011 >100 6 30 ±0.2
− −
10 13 0.012 0.004 0.014 ≦100 30 120 ±0.3
5 (L/100)×0.03以下
襯套座 13 18 0.016 0.005 0.014 >100 120 400 ±0.5
18 20 0.016 0.005 0.017 ≦100 0.025以下 0.01以下 0.025以下 400 1000 ±0.8
6∼50
20 40 0.020 0.006 0.017 >100 (L/100)×0.025以下(L/100)×0.01以下(L/100)×0.025以下 1000 1500 ±1.2
管型導桿 40 50 − 0.007 −
MISUMI線性導桿 (追加側孔加工)
配線
經濟型MISUMI線性導桿
Q同軸度 · 垂直度
推薦用途
•中精密度用途
D
D
D
P
•高精密度用途(外徑•真直度•真圓度)
P
•輕荷重 •與無給油襯套組合使用
•重荷重•高耐久用途 •高精密度用途(外徑•真直度•真圓度) •適用於表面接觸的滑動,可獲得充足
−縱向使用且輕荷重 •適用於需要將配線隱藏在管型導桿內時。 的間隙。
−滑動距離短•使用頻率低•速度慢 −橫向使用且重荷重
•低價格設計 −滑動距離長•使用頻率高•速度快 精密型 0.03 精密型 0.03 精密型 0.03
標準型 0.2 標準型 0.2 標準型 0.2
對應 精密型φ0.02 精密型φ0.02
S45C SUJ2 SUS440C SUJ2 SUS440C S45C/SUS304 標準型φ0.1
材質 標準型φ0.1
商品規格
硬度 55HRC∼ 58HRC∼ 56HRC∼ 58HRC∼ 56HRC∼ 無淬火
表面
處理
無表面處理 /
鍍硬鉻
鍍膜硬度HV750∼ 無表面處理 /
鍍硬鉻
鍍膜硬度HV750∼ 無表面處理 /
鍍硬鉻
鍍膜硬度HV750∼
鍍硬鉻
鍍膜硬度HV750∼
Q表面硬度 · 表面處理基準
鍍膜厚度1μ以上 鍍膜厚度3μ以上 鍍膜厚度3μ以上 鍍膜厚度10μ以上
外徑 φ6∼30 φ3∼50 φ6∼50 φ6∼30 Q表面硬度
長度 L20∼1200 L10∼1500 L20∼1500 L20∼1500 Q淬火導桿的有效硬化層深度 Q加工部位的硬度降低 Q表面處理的鍍膜層
有效硬化層深度母材在淬火後加工。 母材在表面處理後加工。
φ3∼13 0.004 φ6∼13 0.004 下述範例中 ,可能會因加工時的退火
(加工部+前後約10mm) 下述範例中 只有D部位有鍍硬鉻。
φ6∼13 0.012 φ6∼10 0.011 軸公差h8(C-VALUE) 軸公差g6 · h5
真圓 φ15∼20 0.005 φ15∼20 0.005 外徑 效應而導致硬度降低。
度 φ16∼20 0.016 φ12∼16 0.014 (D)
φ25∼40 0.006 φ25∼40 0.006 相當於S45C 相當於SUJ2 相當於SUS440C (範例)
D
精密度
φ25∼30 0.020 φ20∼30 0.017
φ45∼50 0.007 φ45∼50 0.007
3 −
無法做鍍膜處理的形狀如下。
φ3 · 4 (L/100)×0.05以下 4 − · 階層部
無條件 0.5以上 0.5以上 約10
真直 L≦100 0.025以下 φ5 (L/100)×0.03以下 L≦100 0.01以下 L≦100 0.025以下 5 − 約10 約10 約10 · 外螺牙部
度 φ6∼30 φ6∼50 · 內螺牙部
L>100 (L/100)×0.025以下 L≦100 0.01以下 L>100 (L/100)×0.01以下 L>100 (L/100)×0.025以下 6∼10 0.3以上 可能因為退火處理導致硬度降低的部分如下:
φ6∼50 · 扳手槽、V溝槽、平面、切斷端面
L>100 (L/100)×0.01以下 12 · 13 0.5以上 · 所有外螺牙
0.5以上 0.7以上 E管型導桿內部並未做鍍硬鉻處理,因此有可能
· 所有軸頸
15∼20 會生鏽。
0.7以上 · 內螺牙:M≧D/2時、內螺牙2孔型、SUS440C的鍍硬鉻商品
25∼50 0.8以上 1.0以上
QMISUMI導桿的耐久性 · 追加扳手槽
· 平面追加工
(SC · WSC · SX)
(FC · WFC)
(VC · WVC)
· V溝槽追加
比其他公司產品更優異的耐久性 移動距離【km】 E全長硬度保證型除外。
0 10 20 30 40 50 60 70 80 90
Q比較對象 MISUMI 高精密度
SUJ2
>85 ■關於管型導桿的偏壁 ■逃溝加工(PC、QC)尺寸(參考值)
從6家中國大型製造商中每家取得5 pcs樣品。 單位:mm
(2012年4月∼9月) MISUMI 中精密度 外徑公差g6、h5導桿(淬火),
外徑公差f8導桿(鍍膜)
實施耐久性測試,測量平均移動距離。 S45C >60 外徑 SUJ2 相當於
SUS440C 若指定附逃溝加工,或是逃溝追加工 (PC、QC)時, PC、QC的尺寸如下表所示。溝槽寬度 (g)
(D) 偏壁量 偏壁量
A公司 在指定B 時為F−B
(S) (T−S)
。
Q樣本條件 6 0.3以下 − 此外,與外螺牙細螺紋追加工 組合時的PC、
(PMC、PMS、QMC、QMS、MMC、MMS、NMC、NMS)
外徑 :φ12 8 1.5以下 QC尺寸,請參照下表。
L尺寸:410mm B公司 負荷荷重部
10 ・粗螺紋時 ・與細螺紋追加工組合時
材質 :MISUMI SUJ2/S45C、其他公司 S45C P(= M) PC F − B PMC・MMC PC F − B PMS・MMS PC F − B
12
C公司 0.4以下 Q(= N) QC (T − S) QMC・NMC QC (T − S) QMS・NMS QC (T − S)
13
Q測試方法 16 4.0以下 6 4.4 2 6 4.8 10 8.0
A
使用MISUMI線性襯套LMU12。 D公司 20 8 6.0 8 6.4 12 9.7
導桿 3 3.0
施加動態額定荷重42kgf且滑動行程為100mm, 25 0.6以下 10 7.7 10 8.4 14 11.7
測量到無法承載額定荷重為止時的滑動距離。 30 12 9.4 12 10.4 2.0 18 15.7
E公司 1.0以下 4
35 16 13.0 15 13.4
B
40 − 20 16.4 17 15.4
F公司 耐久測試裝置概略圖 1.5以下
50 24 19.6 5 20 18.4
E管型導桿的內部無鍍膜處理。因此可能會生鏽。 偏壁量=A−B 30 25.0 25 22.7
3.0
30 27.7
Q鑽孔位置詳細尺寸 Q導桿:關於扳手槽的詳細尺寸 M B g g S N
d D d D d
D W L1 D W L1
QC
PC
Q
P
8 18
D
6 6 5 18 16
10 3 20
D
8 7 8 20 17 10
12 25 F T
7 10 8 25 22
13 30 S SC等)
( L1 W 12 10 30 27
E鑽孔加工部附近會因退火處理造成變形,故外 15 4 15
13 11 35 30
徑公差有出現誤差的可能性。 16 E( =指定單位1mm
S SC等) 10
E鍍硬鉻製品會因為修整毛邊處理而造成加工 E( +L1≦L
S SC等) 15 13 40 36
20
部位附近的鍍膜層產生剝離。
( 部) ( =0或是S
S SC等) (SC等)
≧1 16 14 50 41
29 E與其他加工的位置關係可任意指定。 E無法在同一平面上加工。
E與其他加工的位置關係可任意指定。
X不適用於D=3・4・5 30
You might also like
- 10螺紋製造Document29 pages10螺紋製造smith_raNo ratings yet
- 第二章 螺旋Document72 pages第二章 螺旋Odin AtlasNo ratings yet
- 品質檢驗標準-jis b 0405Document1 page品質檢驗標準-jis b 0405TMS RD TEAMNo ratings yet
- CH TU 00Document4 pagesCH TU 00Roke LlamocaNo ratings yet
- Linear Shafts - Alteration Guide-Linear Shafts: Alterations Code SpecDocument1 pageLinear Shafts - Alteration Guide-Linear Shafts: Alterations Code SpecyihsunleefuzeNo ratings yet
- 阿傑製圖筆記 Ch7-Ch10Document7 pages阿傑製圖筆記 Ch7-Ch10abc390825No ratings yet
- Working Condition QuestionnaireDocument1 pageWorking Condition Questionnairemohamed sidkyNo ratings yet
- 屈喉Document6 pages屈喉wah yiuNo ratings yet
- 05 - 2.CGTH - TOYO Servo cylinder大本.CGTH - TOYO Servo cylinder大本.CGTH - TOYO Servo cylinder大本Document6 pages05 - 2.CGTH - TOYO Servo cylinder大本.CGTH - TOYO Servo cylinder大本.CGTH - TOYO Servo cylinder大本Norberto ElizaldeNo ratings yet
- 船用柴油机连杆大端轴瓦蠕动现象的分析 山口幹夫Document8 pages船用柴油机连杆大端轴瓦蠕动现象的分析 山口幹夫sdkglkjNo ratings yet
- Fag TrainDocument64 pagesFag Train張倚豪No ratings yet
- 钢丝绳经过滑轮时允许偏角的计算分析 雷宽成Document3 pages钢丝绳经过滑轮时允许偏角的计算分析 雷宽成yellowish123No ratings yet
- TIMKEN圆柱滚子轴承EMA型Document16 pagesTIMKEN圆柱滚子轴承EMA型sf wNo ratings yet
- XMR15SDocument2 pagesXMR15S余No ratings yet
- Hold Well Angle Head (2018)Document40 pagesHold Well Angle Head (2018)Wilson BritezNo ratings yet
- XCMG XE215C整机图册Document2 pagesXCMG XE215C整机图册shantuimtsNo ratings yet
- Victor Catalogue SG 2023Document75 pagesVictor Catalogue SG 2023Yimmy PranotoNo ratings yet
- 高二加深加廣 波動3Document5 pages高二加深加廣 波動3weihung941217No ratings yet
- BT50-6000 rpm 搭載AC 22/25 kW馬達(選配) 被削材料: S45CDocument10 pagesBT50-6000 rpm 搭載AC 22/25 kW馬達(選配) 被削材料: S45CYenHsun NBM-No ratings yet
- Sap 2000 CN3Document8 pagesSap 2000 CN3高振No ratings yet
- P 25Document1 pageP 25yihsunleefuzeNo ratings yet
- Disyuntor 138kvDocument1 pageDisyuntor 138kvrobertpiedra2No ratings yet
- 練習本 PDFDocument6 pages練習本 PDFSzu-Yun KoNo ratings yet
- 練習本 PDFDocument6 pages練習本 PDFSzu-Yun KoNo ratings yet
- 4.ppt中文DF115中下部 Mid & LowerDocument35 pages4.ppt中文DF115中下部 Mid & Lower陈炼真No ratings yet
- V型三角帶Document3 pagesV型三角帶lq69352068No ratings yet
- 型錄 陸上型立式給水泵Document41 pages型錄 陸上型立式給水泵Yang WuNo ratings yet
- Surge CatalogueDocument191 pagesSurge CatalogueAlan Paul Lerma BorbonNo ratings yet
- HA Columba (Crate)Document4 pagesHA Columba (Crate)mfarrukhkNo ratings yet
- 1. radiaflex减震器Document4 pages1. radiaflex减震器RUN GONo ratings yet
- C15 預力混凝土電桿裝置示意圖Document1 pageC15 預力混凝土電桿裝置示意圖chaoyiv2No ratings yet
- XCMG Single Drum Vibratory Roller XS103H XS123H XS143H XS163H (Shanghai Engine Tier 2)Document6 pagesXCMG Single Drum Vibratory Roller XS103H XS123H XS143H XS163H (Shanghai Engine Tier 2)MYRCOL SASNo ratings yet
- Standard Tolerance p1 - 2355Document1 pageStandard Tolerance p1 - 2355王StevenNo ratings yet
- 公差表Document1 page公差表祥智孟No ratings yet
- JIS B 0401(1999) JIS使用方法系列製圖手冊(精密度篇) JIS B 0401(1998)Document1 pageJIS B 0401(1999) JIS使用方法系列製圖手冊(精密度篇) JIS B 0401(1998)杜文欽100% (1)
- JIS B 0401(1999) JIS使用方法系列製圖手冊(精密度篇) JIS B 0401(1998)Document1 pageJIS B 0401(1999) JIS使用方法系列製圖手冊(精密度篇) JIS B 0401(1998)chichialinNo ratings yet
- JIB B0401-配合度選擇之基礎.尺寸公差及配合度 PDFDocument1 pageJIB B0401-配合度選擇之基礎.尺寸公差及配合度 PDFKevinNo ratings yet
- 蝶形弹簧Document20 pages蝶形弹簧中国心No ratings yet
- 正齒輪Document5 pages正齒輪曾明輪No ratings yet
- XMR30 30eDocument2 pagesXMR30 30e余No ratings yet
- GXX 感溫棒Document12 pagesGXX 感溫棒Johnny Liu JohnnyNo ratings yet
- SMC摆动汽缸 MSQDocument4 pagesSMC摆动汽缸 MSQ云云胜No ratings yet
- STAFF 滑軌 目錄Document84 pagesSTAFF 滑軌 目錄軸承安統貿易有限公司No ratings yet
- 630.1 TXFY-50314-0010 Inlet RV-50x100.dftDocument1 page630.1 TXFY-50314-0010 Inlet RV-50x100.dftDanielDeFrancescoNo ratings yet
- 82 6095 RFXDocument1 page82 6095 RFXRajneesh VermaNo ratings yet
- MIGHTOOLS-Annular CutterDocument36 pagesMIGHTOOLS-Annular CutterLuis PerezNo ratings yet
- Grundfos NKG - SKC LDocument46 pagesGrundfos NKG - SKC LMaryasa RobedNo ratings yet
- Dedi CNC: CnctoolencyclopediaDocument176 pagesDedi CNC: CnctoolencyclopediaanglerfishlightingNo ratings yet
- Drawing 2Document1 pageDrawing 2andreas pranotoNo ratings yet
- 斜齿轮法面齿形的求解 唐进元Document4 pages斜齿轮法面齿形的求解 唐进元muapngoNo ratings yet
- SMC叶片型摆动气缸 CRB2系列Document10 pagesSMC叶片型摆动气缸 CRB2系列云云胜No ratings yet
- 抽屉导轨Document48 pages抽屉导轨gpqqpgNo ratings yet
- CN Rexroth 定量斜轴柱塞马达A2FMDocument46 pagesCN Rexroth 定量斜轴柱塞马达A2FMcunvip163.comNo ratings yet
- 斯凯孚SKF 轴承选用Document8 pages斯凯孚SKF 轴承选用彭树超No ratings yet
- 648 C g699 ZH Voith-Hirth-CouplingsDocument10 pages648 C g699 ZH Voith-Hirth-CouplingshebiyongNo ratings yet
- 3rd QDJE519N0 RearRoofSpoiler 20141015Document9 pages3rd QDJE519N0 RearRoofSpoiler 20141015ivanNo ratings yet
- User Manual Sharp TV LED 70Document8 pagesUser Manual Sharp TV LED 70Aryo KristantoNo ratings yet
- 機械設計第5章 彈簧Document20 pages機械設計第5章 彈簧arjer23No ratings yet